一种全天候锂离子电池电解液、电池、充放电方法
文献发布时间:2023-06-19 19:18:24
技术领域
本发明属于锂离子电池技术领域,具体涉及一种全天候宽温域锂离子电池电解液及锂离子电池应用。
背景技术
锂离子电池因能量密度高、可反复充放电等特征作为重要的动力和储能设备被广泛应用在现代生活的各个方面。我国疆域幅员辽阔,不同区域呈现出高原、极寒、酷热等差异较大的环境特征。需要宽温域锂离子电池作为恶劣环境条件下风光发电、新能源并网消纳化学储能电池的有力补充,牵引相关基础性、原创性、颠覆性技术研究,解决在高原、海岛、边疆、无人区等“高海边无”场景的储能和动力电池难题,以及地下石油勘探等应用场景高温电池长期依赖进口的现实问题。例如,风光发电储能在高原、极寒、北方冬季环境下需要具备满足低气压、地表-50℃~+70℃的宽温域、全天候适应性的化学电源。然而,当前锂离子电池的全天候性能仍无法满足电动汽车等设备的需求,电池“遇冷则弱、遇热则危”,在低温环境下,电池性能急剧下降;而高温条件下电极与电解液界面不稳定,导致产气、热失控,造成安全事故。作为电池的“血液”,电解液承担着在正、负极之间传导离子的重要作用。它不仅影响电池的循环性能和安全性能,而且对电池在宽温域下的性能具有决定性的作用。电解液一般由锂盐和有机溶剂组成。由于商业碳酸酯电解液中碳酸乙烯酯的凝固点较高,在低温下离子传输效率受限。因此,使用碳酸酯电解液的锂离子电池在低温环境下存在放电电压平台下降、放电容量低、容量衰减快、倍率性能差等问题。同时,六氟磷酸锂在高温环境中副反应加重,严重影响电池的循环寿命。
为满足宽温域(-50~70℃)电解液的开发,所选用的电解液溶剂应同时具有较低的凝固点和较高的沸点。结合锂金属电池结构,电解液还需要具有较高锂金属兼容性。而上述性能在单一的溶剂中难以实现。这是由于低温下为避免锂盐析出,一般选用具有较高介电常数的溶剂。而介电常数高的溶剂往往分子极性和分子间作用力较大,故而溶液凝固点也较高。由于选用高沸点溶剂是确保锂金属电池在高温下正常运行的前提,改善高沸点溶剂分子的低温性能是开发宽温域锂金属电池的必经之路。
改善高沸点溶剂低温性能的首要前提是避免电解液凝固。目前主流抑制电解液凝固的方法有:(1)采用凝固点较低的溶剂。例如:中国科学院金属研究所的李峰教授报道,使用凝固点较低的双氟代碳酸乙烯酯代替碳酸乙烯酯能够有效提高电解液的低温性能。但该方案存在低温拓宽不明显的问题;(2)添加非极性共溶剂,降低极性溶剂之间的相互作用。例如:美国马里兰大学王春生教授报道使用低介电常数的氟醚能有效减弱极性溶剂间的相互作用,拓宽电解液液相温度范围。然而,该方案中所使用的氟醚存在成本较高的问题。上述策略有效拓宽了电解液的低温使用范围,但是在兼具高温和低温适用性方面依然存在挑战,限制了锂离子电池在全天候条件下的应用,难以满足市场对锂离子电池需求。因此开发应用于全天候的锂离子电池电解液具有重要意义。
发明内容
针对现有技术存在的不足,本发明提供一种全天候锂金属电池电解液,用于解决电解液在低温下凝固和离子传输缓慢以及高温下副反应严重等问题,实现全天候可稳定运行的锂离子电池技术。
为实现上述目的,本发明采用以下技术方案:
本发明的第一方面是提供了一种用于全天候宽温域锂金属电池的电解液,包括有机溶剂、锂盐电解质及添加剂。其中,有机溶剂为亚硫酸乙烯酯和氟代碳酸乙烯酯的混合溶液。亚硫酸乙烯酯和氟代碳酸乙烯酯的分子结构如图1所示,S=O双键具有一定的角度,不与亚硫酸乙烯酯在同一平面。对其进行对称性操作可知亚硫酸乙烯酯仅有识别对称性,即相应的对称元素是整个分子而无其他对称元素。同时,氟原子不对称的特性使氟代碳酸乙烯酯也仅有识别对称性。因此亚硫酸乙烯酯和氟代碳酸乙烯酯的对称性均低于常用电解液溶剂碳酸乙烯酯的C
将亚硫酸乙烯酯和氟代碳酸乙烯酯复配后,由于两种分子的结构不同,能够明显减少有效的相互作用面积,从而在热力学上降低混合溶液的凝固点。另一方面,通过调控混合亚硫酸乙烯酯和氟代碳酸乙烯酯的比例一方面能够改变混合溶液的粘度,从而调控分子扩散和旋转动力学。因此,合适的亚硫酸乙烯酯和氟代碳酸乙烯酯的比例可以潜在的在动力学上降低混合溶液发生凝固的概率。
在界面兼容性方面,由于亚硫酸乙烯酯和氟代碳酸乙烯酯在电化学反应过程中能够分别产生和锂金属负极具有较高相容性的含硫(如硫化锂)和含氟(如氟化锂)组分。硫化锂具有较高的离子电导率,但界面能较低、稳定性较差。在循环过程中富含硫化锂的固体电解质界面膜(SEI)易破碎。相反,氟化锂具有较高的化学稳定性且界面能大,能够有效钝化电极表面。但是氟化锂的离子电导率较低,富含氟化锂的SEI膜在低温下会造成离子传输效率降低的问题。因此,通过调控亚硫酸乙烯酯和氟代碳酸乙烯酯的比例能够有效调控SEI膜的组成,实现兼具稳定性和离子电导率的SEI膜。
电解质锂盐为双(五氟乙基磺酰)亚胺锂或高氯酸锂单盐,或是高氯酸锂与六氟磷酸锂、双氟磺酰亚胺锂、二氟草酸硼酸锂中的一种或几种的混合锂盐。高氯酸锂的存在能够有效提高电解液的电压窗口。
进一步地,所述的氟代碳酸乙烯酯和亚硫酸乙烯酯的体积比为1:49~2:3。
进一步地,锂盐电解质浓度为0.5~3.0mol/L。其中,所述混合锂盐中高氯酸锂占混合锂盐的摩尔百分比为10%~100%。
进一步地,添加剂为2,2,2-三氟乙醚或1,1,2,2-四氟乙基-2,2,3,3-四氟丙基醚,用于降低电解液粘度,改善电解液对隔膜和电极的浸润性。添加剂占总溶剂体积的0%~35%。
进一步地,对电解液溶剂化结构进行模拟可知亚硫酸乙烯酯和氟代碳酸乙烯酯和锂离子为四配位,配位原子为双键中的氧原子(图2)。
本发明的第二方面是提供了一种应用上述电解液的锂离子电池,包括正极、负极和置于正极与负极之间的隔膜。所述正极可以为磷酸铁锂、钴酸锂或三元材料,优选为三元正极材料。例如为LiNi
本发明的第三方面还提供了一种锂离子电池的充放电方法,锂离子电池采用恒流充放电技术以及恒压充电技术相结合。放电电压的下限为2~2.8V, 充电电压的上限为4.0~4.7V,电流密度为0.05C~5C。
本发明的优点和有益效果:
1、本发明采用溶剂复配方法,制作工艺简单,过程高度可控,易放大生产。通过调节氟代碳酸乙烯酯的量,降低了电解液的凝固点,使电解液在-60℃也能保持液态。同时,结合亚硫酸乙烯酯和氟代碳酸乙烯酯高沸点的特点,所配置的电解液能够在-50℃~+70℃稳定工作。
2、本发明提供一种用于全天候锂金属电池的电解液,通过混合溶剂和锂盐对锂离子溶剂化结构调节,降低了锂离子去溶剂化能,改善电解液的界面兼容性,从而能够适配多种正/负极材料。
附图说明
图1为亚硫酸乙烯酯和氟代碳酸乙烯酯分子结构图;
图2为理论计算电解液溶剂化结构图;
图3为不同电解液的DSC曲线;
图4为不同电解液的热重曲线;
图5为不同电解液在不同温度下的离子电导率;
图6为不同电解液在常温下的锂库伦效率;
图7为常温及-20℃下石墨负极的循环稳定性;
图8为使用对比例4和实施例1电解液Li || NCM811全电池在常温下的循环稳定性;
图9为使用实施例7和实施例8的Li || NCM811全电池在常温下的循环稳定性;
图10(a)为使用对比例4的电解液Li || NCM811全电池在不同温度下的充放电曲线;
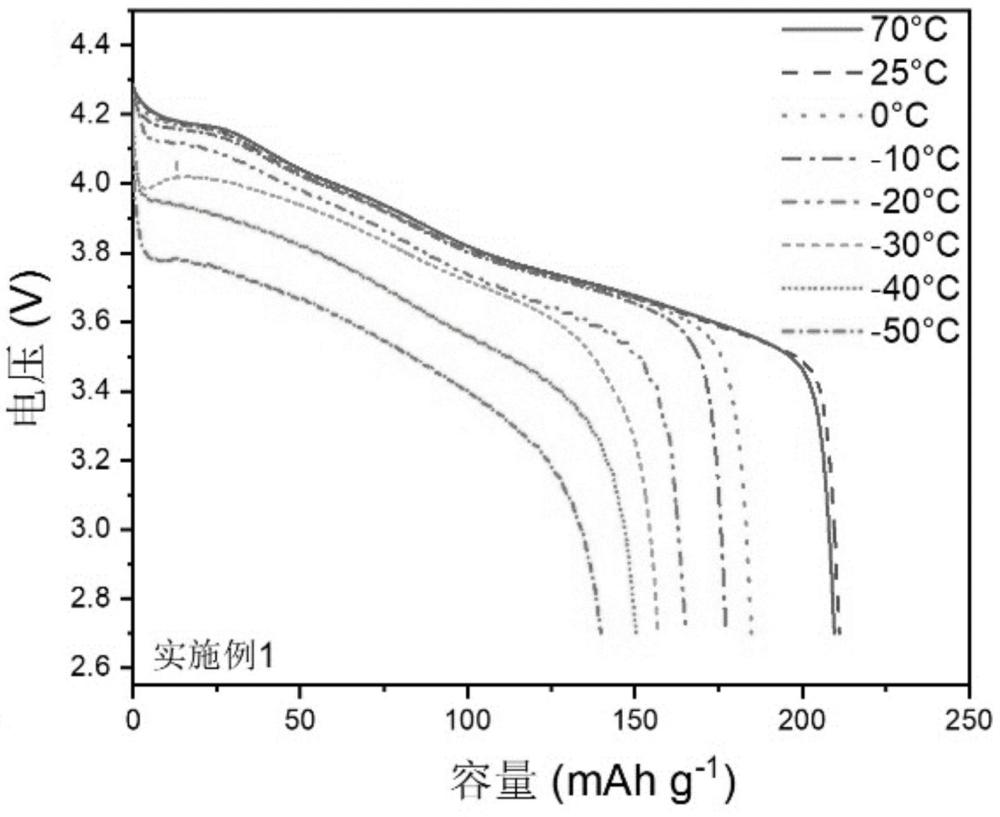
图10(b)为使用实施例1的电解液Li || NCM811全电池在在不同温度下的充放电曲线;
图11为使用实施例1和对比例的Li || NCM811全电池在低温下的循环稳定性;
图12(a)为使用实施例1组装的Li || NCM811软包全电池的循环稳定性;
图12(b)为软包电池第一圈和第20圈的充放电曲线图。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
若未具体指明,本发明实施例中所用的技术手段均为本领域技术人员所熟知的常规手段。
以下实施例和对比例中所用组分均为电池级。
实施例1:
本实施例提供一种锂离子电池电解液,其配制如下:
配置浓度为1mol/L的高氯酸锂,溶解到亚硫酸乙烯酯与氟代碳酸乙烯酯的混合溶液中(亚硫酸乙烯酯与氟代碳酸乙烯酯的体积比为9:1),搅拌均匀后,即可得到宽温域锂金属电池电解液。
实施例2:
S1:配置浓度为1mol/L的高氯酸锂,溶解到亚硫酸乙烯酯与氟代碳酸乙烯酯的混合溶液中(亚硫酸乙烯酯与氟代碳酸乙烯酯的体积比为9:1)。
S2:向上述电解液中加入等体积的2,2,2-三氟乙醚溶液,搅拌均匀后得到设计的锂离子电池电解液。
实施例3:
配置1mol/L双(五氟乙基磺酰)亚胺锂溶解到亚硫酸乙烯酯与氟代碳酸乙烯酯的混合溶液中(亚硫酸乙烯酯与氟代碳酸乙烯酯的体积比95:5),搅拌均匀后,即可得到宽温域锂金属电池电解液。
实施例4:
与实施例1相比,不同之处在于氟代碳酸乙烯酯与亚硫酸乙烯酯的体积比为2:8。
实施例5:
与实施例1相比,不同之处在于氟代碳酸乙烯酯与亚硫酸乙烯酯的体积比为3:7。
实施例6:
与实施例1相比,不同之处在于氟代碳酸乙烯酯与亚硫酸乙烯酯的体积比为4:6。
实施例7:
称取0.9mol六氟磷酸锂和0.1mol高氯酸锂加入到1ml亚硫酸乙烯酯和氟代碳酸乙烯酯的混合溶液中(亚硫酸乙烯酯与氟代碳酸乙烯酯的体积比为9:1),充分搅拌至盐完全溶解。
实施例8:
称取0.2mol六氟磷酸锂和0.2mol高氯酸锂加入到1ml亚硫酸乙烯酯和氟代碳酸乙烯酯的混合溶液中(亚硫酸乙烯酯与氟代碳酸乙烯酯的体积比为9:1),充分搅拌至盐完全溶解。
实施例9:
配置1mol/L二氟草酸硼酸锂溶解到亚硫酸乙烯酯和氟代碳酸乙烯酯的混合溶液中(亚硫酸乙烯酯与氟代碳酸乙烯酯的体积比为9:1),搅拌均匀后,即可得到宽温域锂金属电池电解液。
对比例1:
与实施例1的区别在于仅采用亚硫酸乙烯酯作为电解液溶剂。
对比例2:
与实施例1的区别在于仅采用氟代碳酸乙烯酯作为电解液溶剂。
对比例3:
与实施例1的区别在于亚硫酸乙烯酯和氟代碳酸乙烯酯的体积比为1:1。
对比例4:
配置1mol/L LiPF
电解液凝固点、沸点及离子电导率测试
对实施例1、4、5、6的电解液进行差示扫描量热仪(DSC)测试。如图3所示,四种电解液在-100℃前没有发生任何凝固,这保证了电解液在低温下的运行。如图4是不同电解液的热重曲线。相比于对比例4,实施例1、4、5、6电解液在100℃之前表现出更高的质量保持率。因此,本实施例所展示的电解液具有在宽温度下运行的巨大潜力。
对宽温域锂金属电池电解液进行电导率测试,测试采用Swagelok电池,施加频率范围为1MHz~0.1Hz。在每个测试温度下最少保温2小时后进行测量。如图5所示,相比于对比例2-4,实施例1、4、5、6在温度低于-20℃后的电导率相比对比例具有明显的优势,表明实施例电解液在低温条件下具有更高的离子传导能力。
锂负极库伦效率测试
组装锂铜半电池对实施例电解液进行锂兼容性的测试。如图6所示,实施例1、4、5、6的库伦效率分别为97.8%、98.2%、98.2%、98.2%。实施例9的库伦效率为97.3%。而对比例1的库伦效率仅为92.9%,这表明氟代乙烯酯的引入能够有效抑制SEI膜的溶解,提高锂金属负极的稳定性。
石墨负极兼容性测试
S1:将80wt%的石墨活性物质粉末、10wt%的乙炔黑导电剂、5wt%的丁苯橡胶、5wt%的羧甲基纤维素钠粘结剂混合均匀,之后向混合的粉末中加入适量的水,匀制浆料1小时,制得电极浆料。将浆料用刮刀均匀刮涂在铜箔上,真空烘干12小时剪裁成10mm圆片后,即可得到三元材料正极电极。
S2:组装锂||石墨半电池,在0.01~1V的电压范围内以0.3C(1C=372mAh/g)电流密度进行充放电。如图7所示,使用实施例1电解液的电池在室温和-20℃均表现良好的循环性能。
全电池循环性能测试
S1:将80wt%的LiNi
S2:对由宽温域锂金属电池电解液组装的NCM811锂电池进行室温循环测试。采用蓝电测试系统,在2.7~4.3V的电压范围内以0.3C(1C=200mAh/g)电流密度进行充放电测试。室温循环容量保持率为第100圈的放电比容量除以循环过程中最大的放电比容量得到。如图8所示,实施例1所制备的电解液组装电池250周容量保持率为92.3%。对比例4电池在相同循环周期容量衰减到零,这表明本发明制备的电解液具有良好的循环性能。
此外,我们进一步考察了使用混合锂盐下电池的性能。如图9所示,实施例7和实施例8在100圈的充放电循环中保持良好的稳定性。
进一步对所组装全电池进行不同温度下的放电容量测试,电流密度为0.05C,采用常温充电低温放电的测试方法。如图10(a)所示,对比例4在-20℃后容量衰减明显,在-30℃时几乎不能放出容量。作为对比,实施例1在-50℃~70℃均表现出较高的放电容量,如图10(b)所示。其中,-50℃的放电容量达到常温的66%,这表明本发现所提供的电解液具有良好的宽温域运行能力。
对由宽温域锂金属电池电解液组装的金属锂-镍钴锰三元电池进行低温放电测试。所有低温循环测试均在同一温度下进行,即低温充放电。如图11所示,相比于对比例4,使用实施例1的电解液表现出更好的低温循环性能。
为进一步评估所发明电解液在实际应用中的性能表现,我们进行了软包电池的组装。组装采用5+4叠片工艺。正极为镍钴猛811正极,载量为2mAh cm
综上所述,以上实施例仅为阐述相关原理与实施方式,并不用以限制本发明,凡在不脱离本发明原理的前提下,对本发明所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。