一种注塑件料头切割机及其切割方法
文献发布时间:2023-06-19 12:05:39
技术领域
本发明涉及切割设备技术领域,尤其涉及一种注塑件料头切割机及其切割方法。
背景技术
如图1所示,小型注塑件产品一般会和料头一起注塑成型,在出厂前需将产品从料头上摘出。当前,产品从料头上摘出的方式多采用手工掰、手工刀切或者专用切刀装置剔除,因为产品体积小,手工掰时,不好抓紧,使得手工用力不稳定,容易损坏产品;手工刀切则不能保证切痕一致,同样也很容易造成产品损坏,降低产品的良品率;此外,手工操作效率低。而用专用切刀装置虽然能够保证作业效率以及切口的均匀,但是专用切刀装置在切除时,产品与料头连接处的受力较大,产品容易发生变形甚至破裂,影响良品率。虽然目前还有直接通过激光切断产品与料头,但是容易使产品被烧伤或碳化等,而且产品表面存在易卷边凸起等不良问题。
发明内容
针对现有技术存在的问题,本发明的目的在于提供一种注塑件料头切割机及其切割方法,能够高效地将小型注塑件产品从料头上分离,切口均匀,对产品影响小,使得产品的外观能够符合出厂要求,提高产品的良品率。
为实现上述目的,本发明采用的技术方案是:
一种注塑件料头切割机,其包括
机架,所述机架上设有激光切割工位和切刀切割工位;
夹具,可移动地设置在机架上,用于定位并夹取产品和料头;
激光切割装置,设置在所述激光切割工位,用于在料头和产品的连接处激光切割出激光切割槽;
挡板装置,与所述激光切割装置配合,用于将产品上表面遮挡;
切刀装置,设置在所述切刀切割工位上,所述切刀装置包括若干切刀,所述切刀在激光切割槽的基础上,进一步地将产品自料头上切断。
优选地,所述激光切割装置包括激光切割机以及推动激光切割机水平移动的第一水平移动模组。
优选地,所述挡板装置包括挡板、推动挡板竖直移动的第一竖直移动模组以及固定第一竖直移动模组的固定架。
优选地,所述切刀装置还包括若干气管,所述气管与切刀一一对应,所述气管连接外部吸气装置或吹风装置。
优选地,所述切刀装置还包括固定所述切刀的刀架、推动刀架竖直移动的第二竖直移动模组以及推动第二竖直移动模组水平移动的第二水平移动模组。
本发明还公开一种注塑件料头切割方法,其包括以下步骤:
S1:将包含产品的料头定位并固定;
S2:通过激光在料头和产品的连接处切割出激光切割槽;激光切割时,需在靠近产品处保有余量;
S3:在激光切割槽基础上,通过切刀将产品自料头上切断。
优选地,步骤S2中,在激光切割前,需将产品上表面遮挡。
优选地,步骤S2中,所述激光切割槽通过多次激光切割形成。
优选地,步骤S2中,激光沿着激光切割槽的纵深方向依次在产品和料头的连接处切割出宽度逐渐递减的槽口,所有的槽口结合形成所需的激光切割槽。
优选地,所述激光切割槽的深度大于料头厚度的二分之一。
优选地,步骤S3中,在切刀切割过程中,需对切割产生的碎屑进行吸尘处理。
采用上述方案后,本发明通过夹具将产品和料头定位固定并依次通过激光切割工位和切刀切割工位,在激光切割工位上,通过激光切割装置在产品和料头的连接处切出激光切割槽,并在两侧和底部保有一定余量,然后在切刀切割工位,通过切刀装置将产品自料头上切断。本发明先进行激光切割再通过切刀切断分离产品,效率高,切口均匀,能够满足产品外观标准,提高了产品的良品率。
附图说明
图1为产品和料头的示意图;
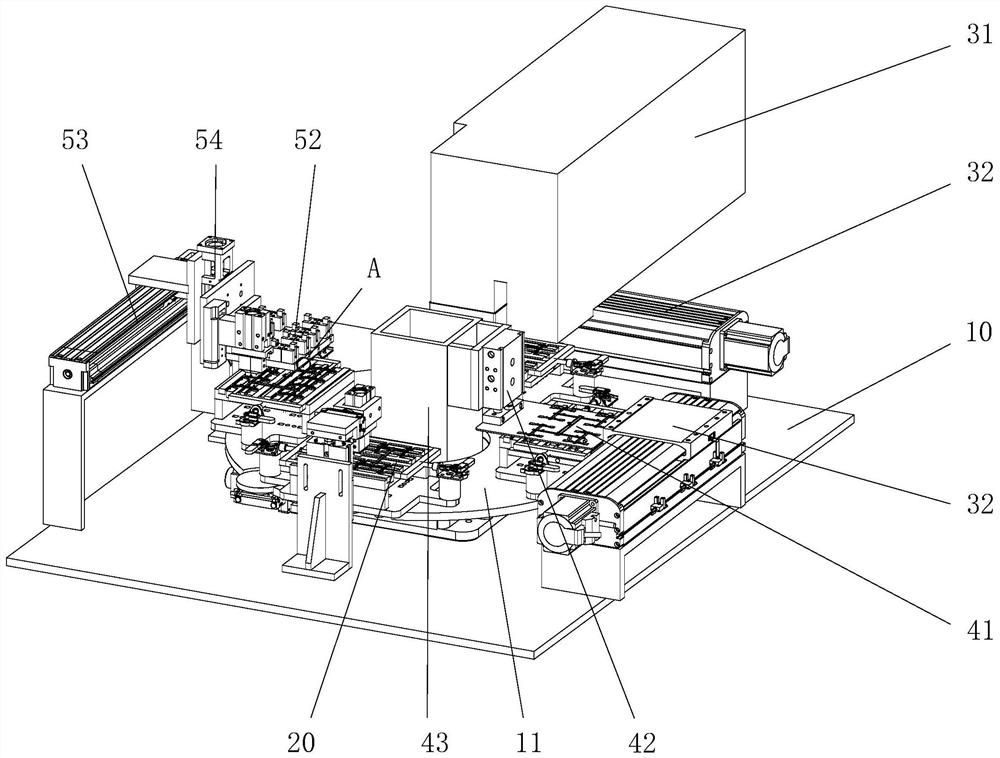
图2为本发明的示意图;
图3为挡板遮挡产品时的示意图;
图4为夹具的示意图;
图5为激光分层切断示意图(俯视图);
图6为激光分层切断示意图(主视图);
图7为图2中A处的示意图;
说明:图2中为了便于查看,隐藏了一台激光切割机。图5和图6为了便于查看,仅展示了单个产品以及部分料头(在激光切割槽中心位置直接切断),是为激光切割完成后且切刀切割前的状态。
标号说明:
机架10,转盘11;
夹具20;
激光切割机31,第一水平移动模组32;
挡板41,第一竖直移动模组42,固定架43;
切刀51,刀架52,第二水平移动模组53,第二竖直移动模组54,气管55;
产品61,料头62,激光切割槽63。
具体实施方式
如图2-7所示,本发明揭示了一种注塑件料头切割机,其包括机架10、四套夹具20、两套激光切割装置、两套挡板装置和一套切刀装置。需要说明的是,本具体实施方式中指明了各装置的数量仅作为一较佳实施例,以便于理解,并非对各装置数量的限定,简单的数量替换和排序替换等理应纳入本发明是保护范围内。
在机架10上设有转盘11,沿转盘11的圆周方向依次设有两个激光切割工位和一个切刀切割工位。夹具20固定设置在转盘11上,通过转动转盘11实现移动。夹具20能够与激光切割工位和切刀切割工位一一对应放置,用于定位并夹取产品61和料头62。旋转转盘11,使得夹具20能够依次循环地经过激光切割工位和切刀切割工位。本案中,产品61注塑出来时,一副料头62上连带有十六个产品61,夹具20上分别一一对应有十六个产品61夹子。
需要说明的是,夹具20的移动设置方式还可以是设置在流水线或者通过机械手挪动等,使用转盘11仅是本发明的一较佳实施方式,并非是对夹具20的移动方式的限定。
激光切割装置一一对应地设置在激光切割工位,用于在料头62和产品61的连接处激光切割出激光切割槽63。激光切割装置包括激光切割机31以及推动激光切割机31水平移动的第一水平移动模组32。从图1和图2中可以看出,十六个产品61呈四排四列排布,激光切割机31可以设置四排切割点,以对应四排产品61,通过第一水平移动模组32推动,依次对四列产品61进行切割,这样可以最大程度提高激光切割效率。第一水平移动模组32通过电机驱动,可以直接从市场上采购,其结构和控制技术很成熟了,下面即将提及到的第一竖直移动模组42、第二水平移动模组53和第二竖直移动模组54同理,本文中不再赘述。
挡板装置,与激光切割装置一一对应并配合使用,用于将产品61的上表面遮挡。挡板装置包括挡板41、推动挡板41竖直移动的第一竖直移动模组42以及固定第一竖直移动模组42的固定架43,在转盘11的中心设有供固定架43穿过的通孔。当夹具20进入并停在激光切割工位后,第一竖直移动模组42推动挡板41下移,使得挡板41能够有效地遮挡住产品61的上表面,避免其上表面被激光灼伤。在激光切割完成后,挡板41升起,以免妨碍夹具20转动。
切刀装置则一一对应地设置在切刀切割工位上,切刀装置包括刀架52、固定在刀架52上的十六组切刀51、与切刀51一一对应设置的十六根气管55、推动刀架52竖直移动的第二竖直移动模组54以及推动第二竖直移动模组54水平移动的第二水平移动模组53。切刀51一一对应夹具20上固定的产品61,在激光切割槽63的基础上,通过切刀51进一步地将产品61自料头62上切断。气管55连接外部吸气装置或吹风装置,优选吸气装置,因为料头62受激光灼烧切割的地方会烧焦碳化,切刀51切割时会把碳化的部分挤压产生粉屑,通过吸气管55可以将这个粉屑吸走,保证机器的干净卫生,避免后期还要专门对产品61进行清理。
此外,本发明还公开了一种注塑件料头切割方法,可以通过上述的注塑件料头切割机实现,其包括以下步骤:
S1:将包含产品61的料头62定位并固定。
S2:通过激光在料头62和产品61的连接处切割出激光切割槽63;激光切割时,需至少在靠近产品61处保有余量。激光切割槽63通过多次激光切割形成,具体地,如图5-6所示,激光沿着激光切割槽的纵深方向依次在产品和料头的连接处切割出宽度逐渐递减的槽口,所有的槽口结合形成所需的激光切割槽。每个槽口是通过激光沿着X轴和Y轴(水平方向上)来回移动切割出来的,比如走“弓”字形路径。激光来回移动,每次切割出一个槽口,这样可以避免材料被急剧烧焦导致的切割边沿不可控问题,避免了一次性切割导致产品61被灼烧碳化,影响产品61质量,利于质量控制。激光切割槽63为单开口的槽,这样在产品61和料头62的连接处的两侧及底部均还留有余量,在保证能够符合切刀51切割要求的前提下,减少了激光切割的量,进而缩短了激光切割的时间,提升切割效率。另外,激光切割槽63的深度需大于料头62厚度的二分之一。
S3:在激光切割槽63基础上,通过切刀51将产品61自料头62上切断。在切刀51切割过程中,需对切割产生的碎屑进行吸尘处理。
要求激光切割槽63的深度需大于料头62厚度的二分之一是因为,在后续切刀51切割时,产品61和料头62还剩余的连接就比较薄,切刀51切割时,一开始在激光切割槽63处只有薄薄的一层余量,之后的连接点又比较薄,切刀51可以切出均匀的切痕。通过这样的方法进行切割,产品61的受力小,产品61不容易变形和破裂,进而保证了产品61的质量,提高了产品61的良品率。
本发明的关键在于,本发明通过夹具20将产品61和料头62定位固定,通过转盘11将其依次通过激光切割工位和切刀切割工位,在激光切割工位上,通过激光切割装置在产品61和料头62的连接处切出激光切割槽63,然后在切刀切割工位,通过切刀装置将产品61自料头62上切断。本发明先进行激光切割再通过切刀51切断分离产品61,效率高,切口均匀,能够满足产品61外观标准,提高了产品61的良品率。
以上所述,仅是本发明实施例而已,并非对本发明的技术范围作任何限制,故凡是依据本发明的技术实质对以上实施例所作的任何细微修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
- 一种注塑件料头切割机及其切割方法
- 一种四头等离子方矩管切割机及方矩管等离子切割方法