三维造型装置
文献发布时间:2023-06-19 13:27:45
技术领域
本发明涉及三维造型装置。
背景技术
专利文献1中公开了如下装置:将利用预热器加热熔融的热塑性材料从按照预先设定的形状数据进行扫描的挤出喷嘴挤出到基台上,并在基台上固化的材料上层叠熔融材料来制作三维造型物。专利文献2中公开了如下装置:通过向加热板施加脉冲电压,将加热板瞬间加热而使流路内的材料熔融,并且使构成流路的侧壁的薄板产生热变形,从而使用薄板的热变形将熔融的材料间歇性地从多个喷出口喷出。
专利文献1:日本特开2006-192710号公报
专利文献2:国际公开第2016/185626号
在如专利文献1那样使用从一个喷嘴喷出材料的装置像一笔画(日语:一筆書き)那样造型三维造型物的情况下,造型时间变长。因此,通过如专利文献2那样使用从多个喷嘴喷出材料的装置,能够缩短造型时间。但是,在专利文献2记载的装置中,由于材料是间歇性地从各喷嘴喷出,因此,有可能意外在三维造型物内形成空隙,从而无法确保目标强度。
发明内容
根据本发明的一方式,提供一种三维造型装置。该三维造型装置具备:塑化部,使材料塑化而生成塑化材料;载置台,具有供所述塑化材料堆积的堆积面;喷出部,具有沿着与所述载置台的所述堆积面平行的第一轴排列配置的多个喷嘴,并从所述多个喷嘴分别以连续线状的形态向所述堆积面喷出所述塑化材料;喷出切换部,独立地切换所述塑化材料从各所述多个喷嘴的喷出的停止和重新开始;移动部,使所述喷出部沿着与所述载置台的所述堆积面平行且与所述第一轴交叉的第二轴相对于所述载置台相对移动;以及控制部,通过控制所述塑化部、所述喷出切换部以及所述移动部,在所述载置台的所述堆积面上层叠由所述塑化材料形成的造型层。
附图说明
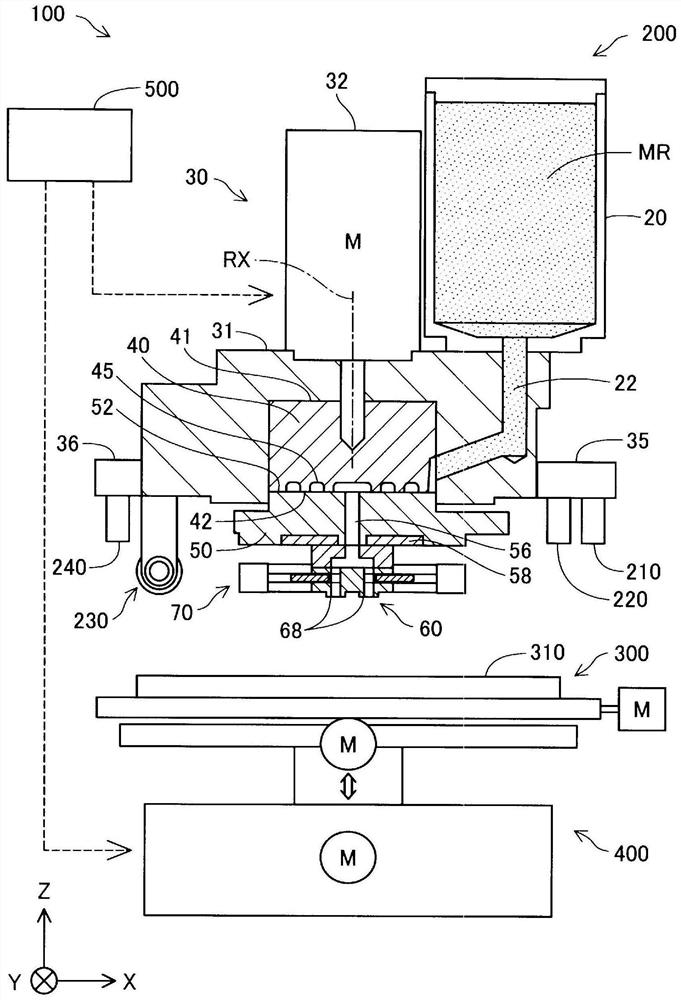
图1是表示第一实施方式的三维造型装置的概略构成的剖视图。
图2是表示第一实施方式的造型部的概略构成的仰视图。
图3是表示平头螺杆的构成的立体图。
图4是表示筒的构成的俯视图。
图5是表示喷出部及喷出切换部的构成的俯视图。
图6是图5中的VI-VI线剖视图。
图7是表示用于造型三维造型物的造型处理的内容的流程图。
图8是示意性地表示第一实施方式的形成造型层的情况的侧视图。
图9是示意性地表示第一实施方式的形成造型层的情况的仰视图。
图10是表示第二实施方式的三维造型装置的概略构成的剖视图。
图11是表示第二实施方式的造型部的概略构成的仰视图。
图12是示意性地表示第二实施方式的形成造型层的情况的第一侧视图。
图13是示意性地表示第二实施方式的形成造型层的情况的第二侧视图。
图14是表示第三实施方式的三维造型装置的概略构成的剖视图。
图15是表示第三实施方式的造型部的概略构成的仰视图。
图16是示意性地表示第三实施方式的形成造型层的情况的第一侧视图。
图17是示意性地表示第三实施方式的形成造型层的情况的第二侧视图。
附图标记说明
20…材料供给部、30…塑化部、40…平头螺杆、50…筒、56…连通孔、58…加热器、60…喷出部、61…第一流路部件、62…第二流路部件、63…共用流路、64…分支流路、65…独立流路、66…缸体部、68…喷嘴、69…喷出口、70…喷出切换部、71…阀门、75…阀部、76…阀驱动部、100…三维造型装置、200…造型部、210…表面活性化部、220…再加热部、230…平坦化部、231…滚轮、232…滚轮支撑部、233…加热器、240…冷却部、250…加热冷却部、300…载置台、400…移动部、500…控制部。
具体实施方式
A.第一实施方式:
图1是表示第一实施方式中的三维造型装置100的概略构成的剖视图。图2是表示本实施方式中的造型部200的概略构成的仰视图。图1及图2中示出了表示相互正交的三个坐标轴即X、Y、Z轴的箭头。X轴和Y轴是与水平面平行的坐标轴,Z轴是与水平面垂直的坐标轴。表示X、Y、Z轴的箭头在其他图中也以箭头的指示方向与图1、图2对应的方式适当地进行图示。在以下的说明中,将表示X轴的箭头的指示方向称为+X方向,将表示Y轴的箭头的指示方向称为+Y方向,将表示Z轴的箭头的指示方向称为+Z方向。将与+X方向呈反向的方向称为-X方向,将与+Y方向呈反向的方向称为-Y方向,将与+Z方向呈反向的方向称为-Z方向。在不特别区分+X方向和-X方向而说明时简称为X方向,在不特别区分+Y方向和-Y方向而说明时简称为Y方向,在不特别区分+Z方向和-Z方向而说明时简称为Z方向。此外,有时将Y轴称为第一轴,将X轴称为第二轴,将Z轴称为第三轴。
如图1所示,三维造型装置100具备造型部200、载置台300、移动部400以及控制部500。造型部200具有喷出塑化材料的喷出部60。载置台300具有堆积从喷出部60喷出的塑化材料的堆积面310。三维造型装置100提供在使用移动部400使喷出部60和载置台300相对移动的同时从喷出部60向载置台300的堆积面310喷出塑化材料,从而在堆积面310上层叠由塑化材料形成的造型层,由此造型作为造型层的层叠体的三维造型物。
在本实施方式中,造型部200具备材料供给部20、塑化部30、喷出部60、喷出切换部70、表面活性化部210、再加热部220、平坦化部230以及冷却部240。
材料供给部20向塑化部30供给材料MR。在本实施方式中,作为材料MR而使用形成为粒状的ABS树脂。材料供给部20由收纳材料MR的料斗构成。材料供给部20的下方设置有连接材料供给部20与塑化部30之间的供给路22。材料供给部20中收纳的材料MR经由供给路22被供给至塑化部30。
塑化部30将从材料供给部20供给的材料MR塑化而生成塑化材料,并将塑化材料供给至喷出部60。“塑化”是指对具有热塑性的材料加热而使其熔融。“熔融”不仅是指具有热塑性的材料被加热至熔点以上的温度而变为液状,还指通过将具有热塑性的材料加热至玻璃化转变温度以上的温度而使其软化,从而显现出流动性。
塑化部30具备螺杆箱31、驱动电机32、平头螺杆40、筒50以及加热器58。螺杆箱31是收纳平头螺杆40的框体。螺杆箱31的下端部上固定有筒50,平头螺杆40被收纳在由螺杆箱31和筒50包围的空间内。
平头螺杆40具有沿其中心轴RX的方向上的高度小于直径的大致圆柱形状。平头螺杆40以中心轴RX与Z方向平行的方式配置于螺杆箱31内。平头螺杆40的上表面41侧与在控制部500的控制下进行驱动的驱动电机32连接,通过由驱动电机32产生的转矩而使平头螺杆40在螺杆箱31内以中心轴Rx为中心旋转。平头螺杆40在上表面41的相反侧具有形成有槽部45的槽形成面42。筒50具有与平头螺杆40的槽形成面42相对的螺杆对置面52。在螺杆对置面52的中央设置有与喷出部60连通的连通孔56。
图3是表示平头螺杆40的构成的立体图。在图3中,为了便于理解技术,与图1上下颠倒地图示平头螺杆40。在图3中,用单点划线示出了平头螺杆40的中心轴RX的位置。平头螺杆40的槽形成面42的中央部47构成为与槽部45的一端连接的凹部。中央部47与图1所示的筒50的连通孔56对置。中央部47与中心轴RX交叉。在本实施方式中,槽部45以从中央部47朝向平头螺杆40的外周画弧的方式呈漩涡状延伸。槽部45既可以构成为渐开曲线状,也可以构成为呈螺旋状延伸。槽形成面42上设置有构成槽部45的侧壁部,并沿着各槽部45延伸的凸条部46。槽部45延续至形成于平头螺杆40的侧面43上的材料导入口44。材料导入口44是接收经由材料供给部20的供给路22供给的材料MR的部分。从材料导入口44导入槽部45内的材料MR通过平头螺杆40的旋转而在槽部45内朝向中央部47输送。
图3中示出了具有三个槽部45和三个凸条部46的平头螺杆40。设置于平头螺杆40上的槽部45、凸条部46的数量并不限定于三个。平头螺杆40上既可以仅设置一个槽部45,也可以设置两个以上的多个槽部45。另外,也可以与槽部45的数量相应地设置任意数量的凸条部46。图3中示出了在三个部位形成有材料导入口44的平头螺杆40。设置于平头螺杆40上的材料导入口44的位置并不限定于三个部位。在平头螺杆40上,既可以仅在一个部位设置材料导入口44,也可以在两个以上的多个部位设置材料导入口44。
图4是表示筒50的构成的俯视图。如上所述,螺杆对置面52的中央形成有与喷出部60连通的连通孔56。在螺杆对置面52上,在连通孔56的周围形成有多条引导槽54。各条引导槽54的一端与连通孔56相连,并以从连通孔56朝向螺杆对置面52的外周画弧的方式呈漩涡状延伸。各条引导槽54具有将造型材料引导至连通孔56的功能。此外,螺杆对置面52上也可以不设置引导槽54。
如图1所示,在筒50的下端部固定有用于加热材料MR的加热器58。在本实施方式中,加热器58具有环状的外形形状,并以将连通孔56包围的方式配置。加热器58的温度通过控制部500进行控制。在槽部45内输送的材料MR通过平头螺杆40的旋转所产生的剪切和来自加热器58的热而被塑化,变为糊状的塑化材料。塑化材料从连通孔56供给至喷出部60。
如图2所示,在本实施方式中,喷出部60具有四个喷嘴68A~68D。喷出部60由固定于筒50的下端部的第一流路部件61和固定于第一流路部件61的下端部的第二流路部件62构成。各喷嘴68A~68D沿Y方向排列配置于第二流路部件62的下端部。喷出部60从各喷嘴68A~68D向载置台300以连续线状的形态喷出塑化材料。在以下的说明中,有时将各喷嘴68A~68D从-Y方向侧起依次称为第一喷嘴68A、第二喷嘴68B、第三喷嘴68C、第四喷嘴68D。各喷嘴68A~68D的附图标记末尾所附的“A”~“D”的字符是为了区分各喷嘴68A~68D而附的字符。在以下的说明中,在无需特别区分各喷嘴68A~68D进行说明时,在附图标记的末尾不标注字符“A”~“D”进行说明。此外,设置于喷出部60的喷嘴68的数量并不限于四个,既可以为两个或三个,也可以为五个以上。
在各喷嘴68A~68D的-Z方向侧的前端部设有用于喷出塑化材料的喷出口69A~69D。在本实施方式中,各喷出口69A~69D的开口形状是长度方向沿着Y方向的长方形。各喷出口69A~69D的大小相同。此外,各喷出口69A~69D的开口形状并不限于长方形,例如既可以是正方形,也可以是四边形以外的多边形,还可以是圆形。各喷出口69A~69D的开口形状、大小也可以互不相同。
在本实施方式中,在喷出部60中,各喷嘴68A~68D从+Z方向观察时呈交错状配置。更为具体而言,喷出部60具有由第一喷嘴68A和第三喷嘴68C构成的第一喷嘴列、和由第二喷嘴68B和第四喷嘴68D构成的第二喷嘴列。构成第一喷嘴列的第一喷嘴68A和第三喷嘴68C排列配置于与Y方向平行的直线上。第二喷嘴列在X方向上与第一喷嘴列之间隔开间隔地相对于第一喷嘴列配置于-X方向侧。构成第二喷嘴列的第二喷嘴68B和第四喷嘴68D排列配置于与Y方向平行的直线上。构成第一喷嘴列的各喷嘴68A、68C的Y方向上的位置与构成第二喷嘴列的各喷嘴68B、68D的Y方向上的位置不同。第二喷嘴68B在Y方向上配置于第一喷嘴68A与第三喷嘴68C之间,第三喷嘴68C在Y方向上配置于第二喷嘴68B与第四喷嘴68D之间。此外,各喷嘴68A~68D也可以不呈交错状配置而排列配置于一条直线上。
在本实施方式中,以第一喷嘴68A的喷出口69A的+Y方向侧的周缘部与第二喷嘴68B的喷出口69B的-Y方向侧的周缘部在Y方向上位于相同位置的方式配置第一喷嘴68A和第二喷嘴68B。以第二喷嘴68B的喷出口69B的+Y方向侧的周缘部与第三喷嘴68C的喷出口69C的-Y方向侧的周缘部在Y方向上位于相同位置的方式配置第二喷嘴68B和第三喷嘴68C。以第三喷嘴68C的喷出口69C的+Y方向侧的周缘部与第四喷嘴68D的喷出口69D的-Y方向侧的周缘部在Y方向上位于相同位置的方式配置第三喷嘴68C和第四喷嘴68D。也就是说,在本实施方式中,以从+X方向或-X方向观察时,相邻的喷嘴68的喷出口69彼此相接的方式配置各喷嘴68A~68D。
图5是表示喷出部60及喷出切换部70的构成的俯视图。图6是图5中的VI—VI线剖视图。如图5所示,喷出部60具有一个共用流路63、两个分支流路64A、64B以及四个独立流路65A~65D。各独立流路65A~65D与各喷嘴68A~68D一对一设置。共用流路63的上游侧的端部与筒50的连通孔56连通。共用流路63的下游侧的端部与第一分支流路64A和第二分支流路64B连通。第一分支流路64A的下游侧的端部与第一独立流路65A和第二独立流路65B连通。第二分支流路64B的下游侧的端部与第三独立流路65C和第四独立流路65D连通。如图6所示,第一独立流路65A与第一喷嘴68A的喷出口69A连通,第二独立流路65B与第二喷嘴68B的喷出口69B连通。第三独立流路65C与第三喷嘴68C的喷出口69C连通,第四独立流路65D与第四喷嘴68D的喷出口69D连通。
共用流路63由沿Z方向设置于第一流路部件61的贯通孔构成。各分支流路64A、64B由沿水平方向设置于第一流路部件61上的槽构成。各独立流路65A~65D由沿水平方向设置于第二流路部件62上的槽和沿Z方向设置于第二流路部件62上的贯通孔构成。从共用流路63的下游侧的端部到第一喷嘴68A的喷出口69A的流路长度、从共用流路63的下游侧的端部到第二喷嘴68B的喷出口69B的流路长度、从共用流路63的下游侧的端部到第三喷嘴68C的喷出口69C的流路长度、以及从共用流路63的下游侧的端部到第四喷嘴68D的喷出口69D的流路长度分别相同。因此,能够使塑化材料从共用流路63的下游侧的端部流至各喷出口69A~69D时的压力损失均等,因而能够抑制从各喷出口69A~69D喷出的塑化材料的量产生偏差。
如图5所示,喷出切换部70独立地切换塑化材料从各喷嘴68A~68D的喷出的停止和重新开始。在本实施方式中,喷出切换部70由与各独立流路65A~65D一对一设置的阀门71A~71D构成。各阀门71A~71D具有阀部75A~75D和阀驱动部76A~76D。
在本实施方式中,各阀部75A~75D呈具有沿X方向的中心轴的圆柱状的外形形状。在喷出部60的第二流路部件62上,与各独立流路65A~65D一对一地设置有呈具有沿X方向的中心轴的筒状的气缸部66A~66D,各阀部75A~75D配置于各气缸部66A~66D内。
在本实施方式中,各阀驱动部76A~76D是使用从压缩机供给的压缩空气驱动各阀部75A~75D的空气式。各阀驱动部76A~76D在控制部500的控制下使各阀部75A~75D沿着X方向平移移动,从而使各独立流路65A~65D独立地开闭。例如,阀驱动部76A使阀部75A从图5所示的位置向+X方向移动,从而通过阀部75A将第一独立流路65A封闭,使阀部75A返回图5所示的位置,从而将第一独立流路65A打开。通过使各独立流路65A~65D独立地开闭,从而能够独立地切换塑化材料从各喷嘴68A~68D的喷出的停止和重新开始。此外,各阀驱动部76A~76D并不限于上述空气式,既可以是使用螺线管产生的电磁力来驱动各阀部75A~75D的螺线管式,也可以是使用电机产生的旋转力来驱动各阀部75A~75D的电气式。各阀门71A~71D也可以不是通过平移动作,而是通过旋转动作使各独立流路65A~65D独立地开闭。该情况下,各阀门71A~71D例如也可以由蝶阀构成。
如图1和图2所示,表面活性化部210相对于各喷嘴68A~68D配置于+X方向侧,且相对于各喷嘴68A~68D配置于+Z方向侧。在螺杆箱31的+X方向侧的侧面固定有第一支撑部35,表面活性化部210固定于第一支撑部35上。表面活性化部210将载置台300上形成的造型层的表面化学活化。在本实施方式中,表面活性化部210由大气压等离子体装置构成。表面活性化部210通过在控制部500的控制下向形成于载置台300上的造型层照射大气压等离子体,从而使造型层的表面化学活化,使造型层的表面自由能、换言之造型层的润湿性提高。此外,表面活性化部210也可以不向造型层照射等离子体,而向造型层照射离子束或紫外线,从而使造型层的表面化学活化。
再加热部220配置于X方向上的各喷嘴68A~68D与表面活性化部210之间,且相对于各喷嘴68A~68D配置于+Z方向侧。再加热部220固定于第一支撑部35上。再加热部220对形成于载置台300上的造型层进行加热。在本实施方式中,再加热部220由送出通过内置的加热器使温度升高了的热风的送风机构成。热风是指温度在材料MR的玻璃化转变温度以上的空气或者惰性气体流。再加热部220通过在控制部500的控制下向形成于载置台300上的造型层吹热风,从而将造型层的上表面加热至玻璃化转变温度以上的温度。此外,再加热部220也可以不是内置有加热器的送风机,而是由例如卤素灯构成。再加热部220也可以不配置于X方向上的各喷嘴68A~68D与表面活性化部210之间,而相对于表面活性化部210配置于+X方向侧。
平坦化部230相对于各喷嘴68A~68D配置于-X方向侧,且相对于各喷嘴68A~68D配置于-Z方向侧。平坦化部230固定于螺杆箱31的下端部。平坦化部230使形成于载置台300上的造型层平坦化。在本实施方式中,平坦化部230具备滚轮231和支撑滚轮231的滚轮支撑部232。滚轮231配置成旋转轴与Y方向平行。平坦化部230通过滚轮231按压由从各喷嘴68A~68D喷出的塑化材料形成的固化前的造型层而使其平坦化。在本实施方式中,滚轮支撑部232具有在控制部500的控制下使滚轮231升降的功能,并被构成为能够改变Z方向上的载置台300与滚轮231之间的距离。通过改变Z方向上的载置台300与滚轮231之间的距离,能够调节利用滚轮231按压造型层时的按压力。此外,平坦化部230也可以不具备滚轮231,而是具备刮板,通过刮板使造型层平坦化。有时将滚轮支撑部232称为位置变更部。滚轮支撑部232也可以不构成为能够变更Z方向上的滚轮231的位置。
冷却部240相对于平坦化部230配置于-X方向侧,且相对于各喷嘴68A~68D配置于+Z方向侧。在螺杆箱31的-X方向侧的侧面上固定有第二支撑部36,冷却部240由第二支撑部36支撑。冷却部240对形成于载置台300上的造型层进行冷却。在本实施方式中,冷却部240由送出冷风的送风机构成。冷风是指温度远低于材料MR的玻璃化转变温度的空气或惰性气体流。冷风的温度优选在三维造型装置100的设置场所的室温以下。冷却部240通过在控制部500的控制下向由从各喷嘴68A~68D喷出的塑化材料形成的固化前的造型层吹冷风,从而对造型层进行冷却而促进固化。
如图1所示,载置台300相对于喷出部60配置于-Z方向。如上所述,载置台300具有与各喷嘴68A~68D相对,且堆积从各喷嘴68A~68D喷出的塑化材料的堆积面310。在堆积面310上造型三维造型物。在本实施方式中,堆积面310与水平面平行地设置。载置台300由移动部400支撑。
移动部400改变喷出部60与堆积面310的相对位置。在本实施方式中,移动部400通过使载置台300移动而改变喷出部60与堆积面310的相对位置。本实施方式中的移动部400由通过三个电机产生的动力使载置台300在X、Y、Z方向的三个轴方向上移动的三轴定位器构成。各电机在控制部500的控制下进行驱动。此外,移动部400也可以构成为:通过使造型部200移动而不使载置台300移动,从而改变喷出部60与堆积面310的相对位置。另外,移动部400也可以构成为:通过使造型部200和载置台300两者移动,从而改变喷出部60与堆积面310的相对位置。移动部400也可以不具有改变喷出部60与堆积面310的Y方向上的相对位置的功能。
控制部500由具备一个或多个处理器、主存储装置以及与外部进行信号的输入输出的输入输出接口的计算机构成。在本实施方式中,控制部500通过由处理器执行读至主存储装置上的程序或命令,从而发挥各种功能。例如,控制部500通过执行后述的造型处理,从而在载置台300上造型三维造型物。此外,控制部500也可以由多个电路的组合构成而不是计算机。
图7是表示用于造型三维造型物的造型处理的内容的流程图。该处理在用户对设置于三维造型装置100的操作面板、或者与三维造型装置100连接的计算机进行了规定的开始操作时通过控制部500执行。
首先,在步骤S110中,控制部500获取用于造型三维造型物的造型数据。造型数据是表示与喷出部60相对于载置台300的移动路径、从喷出部60的各喷嘴68喷出的塑化材料的量等相关的信息的数据。造型数据例如通过使与三维造型装置100连接的计算机中安装的切片机软件读入形状数据而生成。形状数据是使用三维CAD软件或三维CG软件等制作的表示三维造型物的目标形状的数据。形状数据可以使用STL形式或AMF形式等的数据。切片机软件将三维造型物的目标形状分割为规定厚度的层,并按层制作造型数据。造型数据由G码或M码等表示。控制部500从与三维造型装置100连接的计算机或USB存储器等的记录介质获取造型数据。
接着,在步骤S120中,控制部500按照造型数据控制塑化部30,开始生成塑化材料。控制部500通过控制平头螺杆40的旋转速度以及设置于筒50的加热器58的温度,从而使材料塑化而生成塑化材料。塑化材料在进行造型处理的期间持续生成。
在步骤S130中,控制部500形成造型层。在本实施方式中,控制部500按照造型数据控制塑化部30、喷出切换部70、移动部400、表面活性化部210、再加热部220、平坦化部230的滚轮支撑部232以及冷却部240,从而形成造型层。关于形成造型层的情况之后进行叙述。然后,在步骤S140中,控制部500判定是否所有造型层的形成都已结束。控制部500可以使用造型数据来判断所有造型层的形成都已结束。控制部500重复步骤S130的处理和步骤S140的处理,直到在步骤S140中判断为所有造型层的形成都已结束。当在步骤S140中判断为所有造型层的形成都已结束时,控制部500结束该处理。
图8是示意性地示出通过本实施方式的三维造型装置100形成造型层的情况的侧视图。图9是示意性地示出通过本实施方式的三维造型装置100形成造型层的情况的仰视图。在开始形成第一个形成的造型层即第一层L
当喷出部60从载置台300上通过时,从喷出部60的各喷嘴68A~68D以连续线状的形态喷出塑化材料。此时,控制部500通过控制喷出切换部70,从而根据三维造型物的目标形状,独立地切换塑化材料从各喷嘴68A~68D的喷出的停止和重新开始。通过使从各喷嘴68A~68D喷出的塑化材料堆积在载置台300上而形成第一层L
形成于载置台300上的固化前的第一层L
被平坦化部230平坦化的第一层L
在将n设为任意的自然数,在形成第n个形成的造型层即比第一层L
通过由从第n-1层L
在第n层L
根据以上说明的本实施方式中的三维造型装置100,由于能够使用四个喷嘴68A~68D一次在载置台300上的大范围内形成造型层,因而能够缩短三维造型物的造型时间。进而,由于从各喷嘴68A~68D以连续线状的形态喷出塑化材料,因此,能够抑制形成沿着形成造型层时各喷嘴68A~68D相对于载置台300的移动方向即+X方向意外散布有空隙的三维造型物。因此,能够抑制无法确保目标三维造型物的强度,并能够缩短三维造型物的造型时间。
另外,在本实施方式中,喷出切换部70构成为能够通过设置于各独立流路65A~65D中的阀门71A~71D而独立地切换塑化材料从各喷嘴68A~68D的喷出的停止和重新开始。因此,能够通过简单的构成独立地切换塑化材料从各喷嘴68A~68D的喷出的停止和重新开始。
另外,在本实施方式中,由于各喷嘴68A~68D交错配置,因而可以缩小在Y方向上相邻的喷嘴68彼此的间隔。特别是,在本实施方式中,以沿X方向观察时,相邻的喷嘴68的喷出口69彼此相接的方式配置各喷嘴68A~68D。因此,能够抑制在第n层L
另外,在本实施方式中,由于造型部200中设置有表面活性化部210,因此,在从各喷嘴68A~68D向第n-1层L
另外,在本实施方式中,由于造型部200设置有再加热部220,因此,能够在从各喷嘴68A~68D向第n-1层L
另外,在本实施方式中,由于造型部200设置有平坦化部230,因此,能够通过平坦化部230使得由从各喷嘴68A~68D喷出的塑化材料形成的固化前的造型层变平坦。通过使造型层变平坦,造型层中由从各喷嘴68A~68D喷出的塑化材料形成的各部分的Y方向上的宽度增大,因此,能够提高造型层中由从Y方向上相邻的喷嘴68喷出的塑化材料形成的部分彼此的密接性。进而,通过使造型层变平坦,能够提高第一层L
另外,在本实施方式中,由于造型部200设置有冷却部240,因此,能够利用冷却部240对由从各喷嘴68A~68D喷出的塑化材料形成的固化前的造型层进行冷却而促进固化。因此,能够抑制在形成第n-1层L
B.第二实施方式:
图10是表示第二实施方式中的三维造型装置100b的概略构成的图。图11是表示第二实施方式中的三维造型装置200b的概略构成的图。在第二实施方式的三维造型装置100b中,造型部200b中设置有两个表面活性化部210A、210B和两个平坦化部230A、230B,这与第一实施方式不同。在第二实施方式的三维造型装置100b中,取代图1所示的再加热部220和冷却部240而设置有两个加热冷却部250A、250B,这与第一实施方式不同。在第二实施方式中,控制部500以在造型部200b相对于载置台300的往复移动的去程中形成第n层L
在以下的说明中,将表面活性化部210A称为第一表面活性化部210A,将表面活性化部210B称为第二表面活性化部210B。将平坦化部230A称为第一平坦化部230A,将平坦化部230B称为第二平坦化部230B。将加热冷却部250A称为第一加热冷却部250A,将加热冷却部250B称为第二加热冷却部250B。此外,有时将第一表面活性化部210A和第一加热冷却部250A称为第一造型辅助部,将第二表面活性化部210B和第二加热冷却部250B称为第二造型辅助部。
第一表面活性化部210A相对于各喷嘴68A~68D配置于+X方向侧,且相对于各喷嘴68A~68D配置于+Z方向侧,并固定于第一支撑部35上。第二表面活性化部210B相对于各喷嘴68A~68D配置于-X方向侧,且相对于各喷嘴68A~68D配置于+Z方向侧,并固定于第二支撑部36上。各表面活性化部210A、210B的构成与图1和图2所示的第一实施方式的表面活性化部210的构成相同。
第一加热冷却部250A配置于X方向上的各喷嘴68A~68D与第一表面活性化部210A之间,且相对于各喷嘴68A~68D配置于+Z方向侧,并固定于第一支撑部35上。第二加热冷却部250B配置于X方向上的各喷嘴68A~68D与第二表面活性化部210B之间,且相对于各喷嘴68A~68D配置于+Z方向侧,并固定于第二支撑部36上。各加热冷却部250A、250B具有加热造型层的功能和冷却造型层的功能这两者。在本实施方式中,各加热冷却部250A、250B由具有送出热风的功能和送出冷风的功能两者的送风机构成。此外,有时将发挥加热造型层的功能的状态的第一加热冷却部250A称为再加热部,将发挥冷却造型层的功能的第一加热冷却部250A称为冷却部。有时将发挥加热造型层的功能的状态的第二加热冷却部250B称为再加热部,将发挥冷却造型层的功能的状态的第二加热冷却部250B称为冷却部。
第一平坦化部230A配置于X方向上的各喷嘴68A~68D与第二加热冷却部250B之间,并固定于筒50的下端部。第二平坦化部230B配置于X方向上的各喷嘴68A~68D与第一加热冷却部250A之间,并固定于筒50的下端部。各平坦化部230A、230B的构成与图1及图2所示的第一实施方式的平坦化部230的构成相同。此外,有时将第一平坦化部230A的滚轮支撑部232和第二平坦化部230B的滚轮支撑部232称为位置变更部。
图12是示意性地示出通过本实施方式的三维造型装置100b形成造型层的情况的第一侧视图。图13是示意性地示出通过本实施方式的三维造型装置100b形成造型层的情况的第二侧视图。如图12所示,在形成第n个形成的造型层即第n层L
通过由从第n-1层L
如图13所示,在形成第n+1个形成的造型层即第n+1层L
通过由从第n层L
根据以上说明的本实施方式中的三维造型装置100b,由于是在造型部200b相对于载置台300沿X方向的往复移动的去程和回程中分别形成造型层,因此,与第一实施方式相比,能够缩短造型时间。进而,在使造型部200b向+X方向相对移动而形成造型层时,能够利用第一平坦化部230A的滚轮231使造型层平坦化,在使造型部200b向-X方向相对移动而形成造型层时,能够利用第二平坦化部230B的滚轮231使造型层平坦化。
另外,在本实施方式中,由于第二表面活性化部210B、第二加热冷却部250B以及第一平坦化部230A与第一表面活性化部210A、第一加热冷却部250A以及第二加热冷却部230B设置为夹着各喷嘴68A~68D对称,因此,不仅在使造型部200b相对于载置台300向+X方向相对移动时,而且在使造型部200b相对于载置台300向-X方向相对移动时,也能够将已经形成的造型层即已设置层的上表面化学活化,对已设置层的上表面进行加热,使新形成的造型层平坦化,对新形成的造型层进行冷却。
C.第三实施方式:
图14是表示第三实施方式中的三维造型装置100c的概略构成的侧视图。图15是表示第三实施方式中的造型部200c的概略构成的仰视图。在第三实施方式的三维造型装置100c中,造型部200c中设置有两个表面活性化部210A、210B和两个平坦化部230C、230D,以及在两个平坦化部230C、230D中设置有加热器233,这与第一实施方式不同。第三实施方式的三维造型装置100c中未设置有图1所示的再加热部220和冷却部240。在第三实施方式中,控制部500以在造型部200c相对于载置台300的往复移动的去程中形成第n层L
在以下的说明中,将表面活性化部210A称为第一表面活性化部210A,将表面活性化部210B称为第二表面活性化部210B。将平坦化部230C称为第一平坦化部230C,将平坦化部230D称为第二平坦化部230D。此外,有时将第一表面活性化部210A称为第一造型辅助部,将第二表面活性化部210B称为第二造型辅助部。
第一表面活性化部210A相对于各喷嘴68A~68D配置于+X方向侧,且相对于各喷嘴68A~68D配置于+Z方向侧,并固定于第一支撑部35上。第二表面活性化部210B相对于各喷嘴68A~68D配置于-X方向侧,且相对于各喷嘴68A~68D配置于+Z方向侧,并固定于第二支撑部36上。各表面活性化部210A、210B的构成与图1和图2所示的第一实施方式的表面活性化部210的构成相同。
第一平坦化部230C配置于X方向上的各喷嘴68A~68D与第二表面活性化部210B之间,并固定于筒50的下端部。第二平坦化部230D配置于X方向上的各喷嘴68A~68D与第一表面活性化部210A之间,并固定于筒50的下端部。各平坦化部230C、230D具有加热滚轮231的加热器233。在本实施方式中,加热器233设置于滚轮231内。加热器233的温度通过控制部500进行控制。各平坦化部230C、230D的其他构成与图1所示的第一实施方式的平坦化部230的构成相同。此外,有时将设置于第一平坦化部230C的滚轮231内的加热器233称为第一加热器,将设置于第二平坦化部230D的滚轮231内的加热器233称为第二加热器。有时将第一平坦化部230C的滚轮支撑部232和第二平坦化部230D的滚轮支撑部232称为位置变更部。
图16是表示通过本实施方式的三维造型装置100c形成造型层的情况的第一侧视图。图17是表示通过本实施方式的三维造型装置100c形成造型层的情况的第二侧视图。如图16所示,在对造型层的第n层进行造型时,控制部500通过控制移动部400而使造型部200c相对于载置台300向+X方向相对移动。在本实施方式中,在造型部200c相对于载置台300移动之前,控制部500通过控制各平坦化部230C、230D的滚轮支撑部232,而使第二平坦化部230D的滚轮231与载置台300的距离小于第一平坦化部230C的滚轮231与载置台300的距离。进而,控制部500使第二平坦化部230D的加热器233启动,而使第一平坦化部230C的加热器233关闭。通过使造型部200c相对于载置台300向+X方向相对移动,从而使设置于造型部200c的第一表面活性化部210A、第二平坦化部230D、喷出部60、第一平坦化部230C以及第二表面活性化部210B依次从第n-1层L
通过由从第n-1层L
在对造型层的第n+1层L
通过由从第n层L
根据以上说明的本实施方式中的三维造型装置100c,在使造型部200c相对于载置台300向+X方向相对移动而形成造型层的第n层L
D:其他实施方式:
(D1)上述第一实施方式的三维造型装置100具备表面活性化部210。相对于此,三维造型装置100也可以不具备表面活性化部210。另外,上述第二实施方式的三维造型装置100b及第三实施方式的三维造型装置100c具备第一表面活性化部210A及第二表面活性化部210B。相对于此,三维造型装置100b、100c也可以不具备第一表面活性化部210A及第二表面活性化部210B。
(D2)上述第一实施方式的三维造型装置100具备再加热部220。相对于此,三维造型装置100也可以不具备再加热部220。
(D3)上述第一实施方式的三维造型装置100具备平坦化部230。相对于此,三维造型装置100也可以不具备平坦化部230。
(D4)上述第一实施方式的三维造型装置100具备冷却部240。相对于此,三维造型装置100也可以不具备冷却部240。
(D5)上述第二实施方式的三维造型装置100b具备第一加热冷却部250A及第二加热冷却部250B。相对于此,三维造型装置100b也可以不具备第一加热冷却部250A及第二加热冷却部250B。
(D6)上述第一实施方式的三维造型装置100具备由送风机构成的冷却部240。相对于此,冷却部240也可以由配置于载置台300的下方,并充满了由水或氟系惰性液体构成的冷却液的冷却液槽构成。该情况下,控制部500也可以在各造型层的形成结束后,使载置台300下降,而将各造型层浸于冷却液中进行冷却。
(D7)在上述各实施方式的三维造型装置100~100c中,构成喷出切换部70的各阀门71A~71D通过使配置于以沿X方向的中心轴为中心的筒状的气缸部66A~66D内的各阀部75A~75D沿X方向平移动作,从而开闭各独立流路65A~65D。相对于此,构成喷出切换部70的各阀门71A~71D也可以通过使配置于以沿着Z方向的中心轴为中心的筒状的气缸部内的各阀部75A~75D沿着Z方向平移动作,从而开闭各独立流路65A~65D。
(D8)在上述各实施方式的三维造型装置100~100c中,移动部400也可以具有以沿着Z方向的旋转轴为中心使载置台300旋转的功能。该情况下,由于能够变更载置台300相对于造型部200~200c的朝向,因此,能够形成形状更复杂的造型层或面积更大的造型层。
(D9)在上述各实施方式的三维造型装置100~100c中,塑化部30具备平头螺杆40和筒50,并使用平头螺杆40与筒50的相对旋转使材料塑化而生成塑化材料。相对于此,塑化部30也可以不具备平头螺杆40,而具备呈长圆柱状的外形形状并在圆柱的侧面部分形成有螺旋槽的螺杆、和包围螺杆的筒状的筒,并使用螺杆与筒的相对旋转使材料塑化而生成塑化材料。另外,塑化部30也可以不具备平头螺杆40或上述螺杆。该情况下,例如也可以如FDM(Fused Deposition Modeling:熔融沉积成型)方式的三维造型装置那样,构成为通过利用加热器对材料的长丝进行加热使其塑化而生成塑化材料。
E.其他方式:
本发明并不限于上述实施方式,能够在不脱离其主旨的范围内以各种方式实现。例如,本发明也可以通过以下的方式实现。与以下记载的各方式中的技术特征对应的上述实施方式中的技术特征,为了解决本公开的课题的一部分或全部、或者为了实现本公开的效果的一部分或全部,可以适当地进行替换或组合。另外,只要在本说明书中未说明该技术特征为必须特征,便能够适当地删除。
(1)根据本发明的一方式,提供一种三维造型装置。该三维造型装置具备:塑化部,使材料塑化而生成塑化材料;载置台,具有供所述塑化材料堆积的堆积面;喷出部,具有沿着与所述载置台的所述堆积面平行的第一轴排列配置的多个喷嘴,并从所述多个喷嘴分别以连续线状的形态向所述堆积面喷出所述塑化材料;喷出切换部,独立地切换所述塑化材料从各所述多个喷嘴的喷出的停止和重新开始;移动部,使所述喷出部沿着与所述载置台的所述堆积面平行且与所述第一轴交叉的第二轴相对于所述载置台相对移动;以及控制部,通过控制所述塑化部、所述喷出切换部以及所述移动部,在所述载置台的所述堆积面上层叠由所述塑化材料形成的造型层。
根据该方式的三维造型装置,由于能够使用多个喷嘴一次在大范围内形成造型层,因而能够缩短造型时间。进而,由于从多个喷嘴分别以连续的线状的形态喷出塑化材料,因此,能够抑制形成沿着喷嘴相对于载置台的移动方向意外散布有空隙的造型层。因此,能够抑制由层叠的造型层构成的三维造型物无法确保目标强度,并且能够缩短造型时间。
(2)在上述方式的三维造型装置中,也可以是:所述喷出部具有与所述多个喷嘴分别连通的多个独立流路,所述喷出切换部具有分别与所述多个独立流路对应地设置的多个阀门,所述控制部通过独立地开闭所述多个阀门,从而独立地切换所述塑化材料从各所述多个喷嘴的喷出的停止和重新开始。
根据该方式的三维造型装置,能够以简单的构成独立地切换塑化材料从多个喷嘴各个的喷出的停止和重新开始。
(3)在上述方式的三维造型装置中,也可以是:所述多个喷嘴中的至少一部分在从所述载置台朝向所述喷出部的方向观察时呈交错状配置。
根据该方式的三维造型装置,能够缩小在沿着第一轴的方向上相邻的喷嘴彼此的间隔。
(4)上述方式的三维造型装置也可以具备再加热部,所述再加热部在形成所述造型层时所述喷出部相对于所述载置台沿第二轴的移动方向上配置于所述多个喷嘴的前方,并对已形成的所述造型层即已设置层的表面进行加热。
根据该方式的三维造型装置,能够在被再加热部加热的已设置层上形成造型层。因此,能够提高已设置层与造型层的密接性。
(5)上述方式的三维造型装置也可以具备表面活性化部,所述表面活性化部在形成所述造型层时所述喷出部相对于所述载置台沿所述第二轴的移动方向上配置于所述多个喷嘴的前方,并使已形成的所述造型层即已设置层的表面化学活化。
根据该方式的三维造型装置,能够在通过表面活性化部使表面化学活化的已设置层上形成造型层。因此,能够提高已设置层与造型层的化学结合力。
(6)上述方式的三维造型装置也可以具备冷却部,所述冷却部在形成所述造型层时所述喷出部相对于所述载置台沿所述第二轴的移动方向上配置于所述多个喷嘴的后方,并对所述造型层进行冷却。
根据该方式的三维造型装置,由于能够利用冷却部冷却造型层而促进固化,因而能够缩短至造型层固化为止的等待时间。
(7)上述方式的三维造型装置也可以具备平坦化部,所述平坦化部在形成所述造型层时所述喷出部相对于所述载置台沿所述第二轴的移动方向上配置于所述多个喷嘴的后方,并使所述造型层平坦化。
根据该方式的三维造型装置,能够通过第一平坦化部使造型层平坦化,从而扩大造型层中由从各喷嘴喷出的塑化材料形成的各部分在沿第一轴的方向上的宽度。
(8)上述方式的三维造型装置也可以具备:第一平坦化部,能够使所述造型层平坦化;第二平坦化部,能够使所述造型层平坦化;以及位置变更部,变更所述第一平坦化部与所述载置台之间的距离、以及所述第二平坦化部与所述载置台之间的距离;所述第一平坦化部、所述多个喷嘴、所述第二平坦化部沿着所述第二轴依次配置;所述控制部通过控制所述位置变更部,当在形成所述造型层时所述喷出部相对于所述载置台沿所述第二轴的移动方向上所述第一平坦化部位于所述多个喷嘴的后方时,使所述第一平坦化部与所述载置台之间的距离小于所述第二平坦化部与所述载置台之间的距离,通过所述第一平坦化部使所述造型层平坦化,当在所述移动方向上所述第二平坦化部位于所述多个喷嘴的后方时,使所述第二平坦化部与所述载置台之间的距离小于所述第一平坦化部与所述载置台之间的距离,并通过所述第二平坦化部使所述造型层平坦化。
根据该方式的三维造型装置,当在喷出部相对于载置台的往复移动的去程中形成造型层时,能够通过第一平坦化部使造型层平坦化,当在回程中形成造型层时,能够通过第二平坦化部使造型层平坦化。
(9)上述方式的三维造型装置也可以具备:第一平坦化部,能够使所述造型层平坦化,并具有对已形成的所述造型层即已设置层的表面进行加热的第一加热器;第二平坦化部,能够使所述造型层平坦化,并具有对所述已设置层的表面进行加热的第二加热器;以及位置变更部,变更所述第一平坦化部与所述载置台之间的距离、以及所述第二平坦化部与所述载置台之间的距离;所述第一平坦化部、所述多个喷嘴、所述第二平坦化部沿着所述第二轴依次配置;所述控制部通过控制所述位置变更部、所述第一加热器以及所述第二加热器,当在形成所述造型层时所述喷出部相对于所述载置台沿所述第二轴的移动方向上所述第一平坦化部位于所述多个喷嘴的后方时,使所述第二平坦化部与所述载置台之间的距离小于所述第一平坦化部与所述载置台之间的距离,通过所述第二加热器对所述已设置层的表面进行加热,通过所述第一平坦化部使所述造型层平坦化,当在所述移动方向上所述第二平坦化部位于所述多个喷嘴的后方时,使所述第一平坦化部与所述载置台之间的距离小于所述第二平坦化部与所述载置台之间的距离,通过所述第一加热器对所述已设置层的表面进行加热,通过所述第二平坦化部使所述造型层平坦化。
根据该方式的三维造型装置,当在喷出部相对于载置台的往复移动的去程中形成造型层时,能够在通过第二加热器加热了的已设置层上形成造型层并通过第一平坦化部使造型层平坦化,当在回程中形成造型层时,能够在通过第一加热器加热了的已设置层上形成造型层并通过第二平坦化部使造型层平坦化。
(10)上述方式的三维造型装置也可以具备第一造型辅助部及第二造型辅助部,所述第一造型辅助部及第二造型辅助部具有再加热部、表面活性化部以及冷却部中的至少任意一个,所述再加热部对已形成的所述造型层即已设置层的表面进行加热,所述表面活性化部使所述已设置层的表面化学活化,所述冷却部对所述造型层进行冷却,所述第一造型辅助部、所述多个喷嘴、所述第二造型辅助部沿所述第二轴依次配置。
根据该方式的三维造型装置,当在喷出部相对于载置台的往复移动的去程中形成造型层时,可以使用第一造型辅助部,当在回程中形成造型层时,可以使用第二造型辅助部。
(11)在上述方式的三维造型装置中,也可以是所述移动部以沿着垂直于所述堆积面的第三轴的旋转轴为中心使所述载置台旋转。
根据该方式的三维造型装置,通过使载置台旋转,能够变更喷出部相对于载置台的朝向。
本发明也可以以三维造型装置以外的各种形态实现。例如,可以以造型头等的形态实现。
- 三维造型物制造用组合物、三维造型物的制造方法以及三维造型物制造装置
- 三维造型用支持材料、三维造型用组合物组、三维造型装置及制备三维成型体的方法