一种机械加工用的圆孔间距检测装置
文献发布时间:2023-06-19 09:24:30
技术领域
本发明属于检测装置技术领域,更具体地说,特别涉及一种机械加工用的圆孔间距检测装置。
背景技术
发动机内零件往往需要进行精密安装且需要对两个安装孔的距离进行精确检测,否则将影响发动机使用寿命。现有的检测方法多为通过普通手持测量器具来进行检测,如游标卡尺、千分尺等量具。
如申请号:CN201811434046.9,本发明公开了一种活塞球窝孔间距检测装置,包括固定检测头和活动检测头,固定检测头包括一体成型的第一球头、第一柱体、条形板和连接板,第一柱体成型有左侧开口的导向孔,第一柱体的左端前侧壁上成型有限位槽;活动检测头包括一体成型的第二球头、接杆、导向杆、测量板和限位板;导向杆插套在导向孔内,限位板插套在限位槽内;限位板上固定有气缸,气缸的活塞杆与条形板的前端固定连接,条形板的后端固定有位移传感器,位移传感器的测量杆的端部压靠在测量板上。本发明可以方便快捷的检测出活塞的球窝孔间距,提高检测效率的同时提高了检测质量。
类似于上述申请的机械加工用的圆孔间距检测装置目前还存在以下几点不足:
一个是,现有装置在检测时往往都是通过手动逐个检测的,检测效率较低,而不能够通过结构上的改进实现连续检测,且连续检测过程中连续进料与连续检测相互联动工作;再者是,现有装置的检测头虽然是可调整结构,但是其调节效率较低,而不能够通过结构上的改进实现检测头的快速调整以及调整后的自动闭锁。
于是,有鉴于此,针对现有的结构及缺失予以研究改良,提供一种机械加工用的圆孔间距检测装置,以期达到更具有更加实用价值性的目的。
发明内容
为了解决上述技术问题,本发明提供一种机械加工用的圆孔间距检测装置,以解决现有一个是,现有装置在检测时往往都是通过手动逐个检测的,检测效率较低,而不能够通过结构上的改进实现连续检测,且连续检测过程中连续进料与连续检测相互联动工作;再者是,现有装置的检测头虽然是可调整结构,但是其调节效率较低,而不能够通过结构上的改进实现检测头的快速调整以及调整后的自动闭锁的问题。
本发明一种机械加工用的圆孔间距检测装置的目的与功效,由以下具体技术手段所达成:
一种机械加工用的圆孔间距检测装置,包括安装主体;所述安装主体上安装有储料筒,且储料筒内叠放有料板,并且储料筒上安装有检测结构;所述安装主体上安装有进料结构,且安装主体上还安装有驱动结构;所述进料结构包括矩形板、滑动杆C、进料块和弹性件,所述矩形板焊接在安装主体上,且矩形板上对称滑动连接有两根滑动杆C,并且两根滑动杆C的头端均与进料块焊接相连;两根滑动杆C上均套接有一个弹性件,且两个弹性件共同组成了进料块的弹性复位结构;所述安装主体包括限位块,所述安装主体上焊接有两块限位块;所述进料块包括矩形块,所述进料块上对称焊接有两块矩形块,且当弹性件弹性伸展时两块矩形块与限位块接触,且此时进料块头端与限位块尾端呈平齐状态。
进一步的,所述检测结构包括滑动座、滑动杆A和安装座,所述滑动座为矩形板状结构,且滑动座焊接在储料筒上;所述滑动座上对称滑动连接有两根滑动杆A,且两根滑动杆A尾端均与安装座顶端面焊接相连。
进一步的,所述检测结构还包括滑动杆B、检测头和调节杆A,所述安装座为凹形结构,且安装座上对称焊接有两根滑动杆B,并且两根滑动杆B上滑动连接有两个检测头;所述安装座上转动连接有一根调节杆A,且调节杆A的头端和尾端分别与两个检测头螺纹连接;所述调节杆A的头端和尾端的螺纹方向相反,且调节杆A组成了两个检测头的同步反向螺纹调节式结构。
进一步的,所述检测结构还包括齿轮和调节杆B,所述齿轮安装在调节杆A上;所述调节杆B转动连接在安装座上,且调节杆B上开设有螺旋齿;所述调节杆B上开设的螺旋齿与齿轮啮合,且调节杆B与齿轮共同组成蜗轮蜗杆结构。
进一步的,所述检测结构还包括连接杆和受力块,所述连接杆底端面与两根滑动杆A的头端焊接相连,且连接杆上焊接有一个受力块;所述受力块为方形块状结构,且受力块后端面为倾斜状结构。
进一步的,所述进料结构还包括齿排,所述齿排焊接在进料块上;所述驱动结构包括转轴和不完整齿轮,所述转轴转动连接在安装主体上,且转轴上安装有不完整齿轮;所述不完整齿轮与齿排啮合,且不完整齿轮与齿排共同组成了进料块的啮合传动结构。
进一步的,所述进料结构还包括拨动杆,所述拨动杆焊接在齿排上,且拨动杆头端经磨光处理;所述拨动杆头端与受力块后端面接触,且当拨动杆跟随齿排向前移动时受力块呈向上运动状态,并且此时检测头同为向上移动状态。
进一步的,所述储料筒底端面与安装主体顶端面不接触,且储料筒底端面与安装主体顶端面之间的距离与料板的厚度相等。
与现有技术相比,本发明具有如下有益效果:
改进了进料结构,通过改进可实现连续进料与连续检测的联动工作,具体如下:第一,因矩形板焊接在安装主体上,且矩形板上对称滑动连接有两根滑动杆C,并且两根滑动杆C的头端均与进料块焊接相连;两根滑动杆C上均套接有一个弹性件,且两个弹性件共同组成了进料块的弹性复位结构;第二,因安装主体上焊接有两块限位块;进料块包括矩形块,进料块上对称焊接有两块矩形块,且当弹性件弹性伸展时两块矩形块与限位块接触,且此时进料块头端与限位块尾端呈平齐状态,从而实现了料板的精准进料;第三,因转轴转动连接在安装主体上,且转轴上安装有不完整齿轮;不完整齿轮与齿排啮合,且不完整齿轮与齿排共同组成了进料块的啮合传动结构;第四,因拨动杆焊接在齿排上,且拨动杆头端经磨光处理;拨动杆头端与受力块后端面接触,且当拨动杆跟随齿排向前移动时受力块呈向上运动状态,并且此时检测头同为向上移动状态,从而实现了检测头的升高;第五,因储料筒底端面与安装主体顶端面不接触,且储料筒底端面与安装主体顶端面之间的距离与料板的厚度相等,从而实现了逐个进料;
改进了检测结构的调节方式,通过改进可实现两个检测头的快速调节,且调节后能够自动实现闭锁,具体如下:第一,因安装座为凹形结构,且安装座上对称焊接有两根滑动杆B,并且两根滑动杆B上滑动连接有两个检测头;安装座上转动连接有一根调节杆A,且调节杆A的头端和尾端分别与两个检测头螺纹连接;调节杆A的头端和尾端的螺纹方向相反,且调节杆A组成了两个检测头的同步反向螺纹调节式结构,从而可实现两个检测头的同步调节;第二,因齿轮安装在调节杆A上;调节杆B转动连接在安装座上,且调节杆B上开设有螺旋齿;调节杆B上开设的螺旋齿与齿轮啮合,且调节杆B与齿轮共同组成蜗轮蜗杆结构,从而实现了调节杆A调节后的自动闭锁。
附图说明
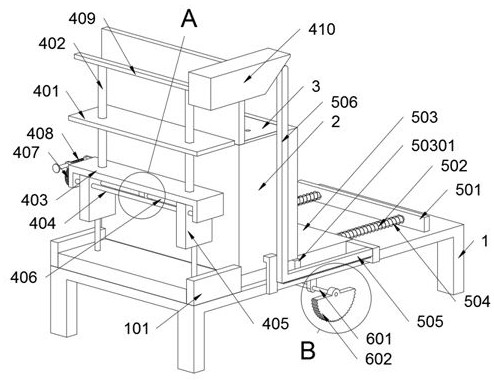
图1是本发明的轴视结构示意图。
图2是本发明图1的A处放大结构示意图。
图3是本发明图1的B处放大结构示意图。
图4是本发明的主视结构示意图。
图5是本发明检测结构的轴视放大结构示意图。
图6是本发明图5的C处放大结构示意图。
图7是本发明储料筒和进料块的轴视放大结构示意图。
图8是本发明图7调整后的轴视结构示意图。
图中,部件名称与附图编号的对应关系为:
1、安装主体;101、限位块;2、储料筒;3、料板;4、检测结构;401、滑动座;402、滑动杆A;403、安装座;404、滑动杆B;405、检测头;406、调节杆A;407、齿轮;408、调节杆B;409、连接杆;410、受力块;5、进料结构;501、矩形板;502、滑动杆C;503、进料块;50301、矩形块;504、弹性件;505、齿排;506、拨动杆;6、驱动结构;601、转轴;602、不完整齿轮。
具体实施方式
下面结合附图和实施例对本发明的实施方式作进一步详细描述。以下实施例用于说明本发明,但不能用来限制本发明的范围。
如附图1至附图8所示:
本发明提供一种机械加工用的圆孔间距检测装置,包括安装主体1;安装主体1上安装有储料筒2,且储料筒2内叠放有料板3,并且储料筒2上安装有检测结构4;安装主体1上安装有进料结构5,且安装主体1上还安装有驱动结构6;参考如图1,进料结构5包括矩形板501、滑动杆C502、进料块503和弹性件504,矩形板501焊接在安装主体1上,且矩形板501上对称滑动连接有两根滑动杆C502,并且两根滑动杆C502的头端均与进料块503焊接相连;两根滑动杆C502上均套接有一个弹性件504,且两个弹性件504共同组成了进料块503的弹性复位结构;参考如图7和图8,安装主体1包括限位块101,安装主体1上焊接有两块限位块101;进料块503包括矩形块50301,进料块503上对称焊接有两块矩形块50301,且当弹性件504弹性伸展时两块矩形块50301与限位块101接触,且此时进料块503头端与限位块101尾端呈平齐状态,从而实现了料板3的精准进料。
参考如图5,检测结构4包括滑动座401、滑动杆A402和安装座403,滑动座401为矩形板状结构,且滑动座401焊接在储料筒2上;滑动座401上对称滑动连接有两根滑动杆A402,且两根滑动杆A402尾端均与安装座403顶端面焊接相连。
参考如图5,检测结构4还包括滑动杆B404、检测头405和调节杆A406,安装座403为凹形结构,且安装座403上对称焊接有两根滑动杆B404,并且两根滑动杆B404上滑动连接有两个检测头405;安装座403上转动连接有一根调节杆A406,且调节杆A406的头端和尾端分别与两个检测头405螺纹连接;调节杆A406的头端和尾端的螺纹方向相反,且调节杆A406组成了两个检测头405的同步反向螺纹调节式结构,从而可实现两个检测头405的同步调节。
参考如图6,检测结构4还包括齿轮407和调节杆B408,齿轮407安装在调节杆A406上;调节杆B408转动连接在安装座403上,且调节杆B408上开设有螺旋齿;调节杆B408上开设的螺旋齿与齿轮407啮合,且调节杆B408与齿轮407共同组成蜗轮蜗杆结构,从而实现了调节杆A406调节后的自动闭锁。
参考如图1,检测结构4还包括连接杆409和受力块410,连接杆409底端面与两根滑动杆A402的头端焊接相连,且连接杆409上焊接有一个受力块410;受力块410为方形块状结构,且受力块410后端面为倾斜状结构。
参考如图1,进料结构5还包括齿排505,齿排505焊接在进料块503上;驱动结构6包括转轴601和不完整齿轮602,转轴601转动连接在安装主体1上,且转轴601上安装有不完整齿轮602;不完整齿轮602与齿排505啮合,且不完整齿轮602与齿排505共同组成了进料块503的啮合传动结构。
参考如图1,进料结构5还包括拨动杆506,拨动杆506焊接在齿排505上,且拨动杆506头端经磨光处理;拨动杆506头端与受力块410后端面接触,且当拨动杆506跟随齿排505向前移动时受力块410呈向上运动状态,并且此时检测头405同为向上移动状态,从而实现了检测头405的升高。
参考如图7,储料筒2底端面与安装主体1顶端面不接触,且储料筒2底端面与安装主体1顶端面之间的距离与料板3的厚度相等,从而实现了逐个进料。
本实施例的具体使用方式与作用:
使用时,当驱动结构6上的转轴601转动时,第一,因矩形板501焊接在安装主体1上,且矩形板501上对称滑动连接有两根滑动杆C502,并且两根滑动杆C502的头端均与进料块503焊接相连;两根滑动杆C502上均套接有一个弹性件504,且两个弹性件504共同组成了进料块503的弹性复位结构;第二,因安装主体1上焊接有两块限位块101;进料块503包括矩形块50301,进料块503上对称焊接有两块矩形块50301,且当弹性件504弹性伸展时两块矩形块50301与限位块101接触,且此时进料块503头端与限位块101尾端呈平齐状态,从而实现了料板3的精准进料;第三,因转轴601转动连接在安装主体1上,且转轴601上安装有不完整齿轮602;不完整齿轮602与齿排505啮合,且不完整齿轮602与齿排505共同组成了进料块503的啮合传动结构;第四,因拨动杆506焊接在齿排505上,且拨动杆506头端经磨光处理;拨动杆506头端与受力块410后端面接触,且当拨动杆506跟随齿排505向前移动时受力块410呈向上运动状态,并且此时检测头405同为向上移动状态,从而实现了检测头405的升高;第五,因储料筒2底端面与安装主体1顶端面不接触,且储料筒2底端面与安装主体1顶端面之间的距离与料板3的厚度相等,从而实现了逐个进料;
在调节检测结构4时,第一,因安装座403为凹形结构,且安装座403上对称焊接有两根滑动杆B404,并且两根滑动杆B404上滑动连接有两个检测头405;安装座403上转动连接有一根调节杆A406,且调节杆A406的头端和尾端分别与两个检测头405螺纹连接;调节杆A406的头端和尾端的螺纹方向相反,且调节杆A406组成了两个检测头405的同步反向螺纹调节式结构,从而可实现两个检测头405的同步调节;第二,因齿轮407安装在调节杆A406上;调节杆B408转动连接在安装座403上,且调节杆B408上开设有螺旋齿;调节杆B408上开设的螺旋齿与齿轮407啮合,且调节杆B408与齿轮407共同组成蜗轮蜗杆结构,从而实现了调节杆A406调节后的自动闭锁。
本发明的实施例是为了示例和描述起见而给出的,而并不是无遗漏的或者将本发明限于所公开的形式。很多修改和变化对于本领域的普通技术人员而言是显而易见的。选择和描述实施例是为了更好说明本发明的原理和实际应用,并且使本领域的普通技术人员能够理解本发明从而设计适于特定用途的带有各种修改的各种实施例。
- 一种机械加工用的圆孔间距检测装置
- 一种装修用可精确圆孔的半径与间距的窗帘打孔装置