按键冷却脱模方式
文献发布时间:2023-06-19 09:30:39
技术领域
本发明的目的系为一种按键冷却脱模方式,尤指一种借由高导热系数材料的高导热的物理特性(材料导热性:铜401Wm
背景技术
一般在由硅橡胶或橡胶所制成的按键制品其硅橡胶或橡胶在高温成型时,其材料物性会是膨胀、软烂;因为其按键制品会因为膨胀而让按键制品尺寸变大,进而让其在与成型母模间因膨胀的扩张力,而造成与成型母模间的贴合性、摩擦力增加,故会增加此按键制品的脱模难度和脱模不良率;并且这样的材料在高温固化时其材料物性会是软烂、无弹性,而会因脱模时的拉扯而让其按键制品因而破损,这些都是让其按键制品在高温时脱模的良品率、效率低下的原因。
一般在按键制品的脱模时,常是采用手工脱模、高压气枪冷却,而在手工脱模时,会有施力不均和人员的手部因直接面对生产模具的高温时而会有承受力不足、烫伤之情况产生;而在使用高压气枪时,因气枪只能单点且有一定范围的冷却,故会不易针对细小或深处的按键制品进行冷却,这也会让最需要冷却的深陷在生产母模内的按键制品部份无法得到有效的冷却、并也是会连生产母模都一并受到高压空气吹拂而冷却和因为脱模不易而让生产母模离开加温时间过久而让此产生温降,这都会让生产母模因为模具温度不均、温度不足而需在生产下一个按键制品前需先进行一次模具加热,不然会因为模具温度分布不均、温度不足而让下次生产出的按键制品产生有些地方不够熟化、按键制品组成材料流平不均等生产不良产生也让生产周期拉长;尤在当按键制品的按键间距不足、按键高度过高时,也是增加按键制品的脱模难度;且因为因为高压气枪的高压力会集中在一个点上,这会让仍还处在高温下而其组成材料还未因降温而完成键结其组成材料应有的材料物性如:高延展性、高弹性的情况下,也会因为其在高压气枪的高压力吹拂下而让其按键制品产生破损。
而在按键制品的边角余料处,常只是为了确保按键制品的成品的完成度和在脱模时的便利性而多放置之组成材料,而在高温时此组成材料会随之四处扩散流动,这也让此边角余料处的膜厚产生膜厚不足的问题,而这样的膜厚不足也会让其组成材料的高延展性、高弹性的材料物性因此下降,故在人工手工脱模时,更是会因为施力不均的关系,而造成从此边角余料处开始破损,也常因而破损到所需的按键制品处。
发明内容
本发明的目的系为一种按键冷却脱模方式,其包括一由硅橡胶或橡胶所组成的按键制品,且在此按键制品的边角余料处有一并成型之脱模边条,这是为避免脱模时因边角余料处的膜厚不足而造成撕裂进而造成按键制品破损,且在日后能随着去除边角余料处时也能一并被去除所以无须增加额外的加工、去除工序;和至少一个由高导热系数材料所制成之与成型公模上的按键尺寸一致之真空冷却脱模治具,这能完全全面贴合按键制品的内壁以达能针对所需的按键制品来进行全面且具深度的导热降温,且在此治具内部设置真空吸气管道和冷却进水管道;这是以高导热系数材料的高导热特性和冷却进水的双重冷却来达到快速且具针对性的冷却其因高温成型时所产生的材料膨胀、软烂的按键制品且利用真空全面吸气来脱模也能减少脱模时因施力不均而造成的按键制品破损。
真空冷却脱模治具的由具高导热系数的铜或铝及其合金所组成(其导热性:铜401Wm
为达成前揭目的,本发明所提供之按键冷却脱模方式能全面贴合按键制品内壁以提供具针对性、快速、有效导热降温,也能让按键制品的材料物性因能快速降温而键结完成其应该有的高延展性、高弹性的材料物性又有其脱模边条双重提高其脱模良品率、生产效率,也因为有真空冷却脱模治具能让操作人员在操作脱模时不需直接接触高温的生产模具、按键制品,亦是对人员的安全、生产效率提供有效的保障;故即便是在当按键制品的按键个体间间距不足、按键个体高度过高的脱模不易时亦能有效提高脱模良品率、脱模效率;且此真空冷却脱模治具是能依其将要设置的真空吸气管道、冷却进水管道在其加工、安装程序的难易而由至少一个组件所组成,而在即便是由至少一个由高导热性材料所制成之组件来组成此真空冷却脱模治具亦不会影响其真空吸气、冷却进水的功能,并且能因此让此真空冷却脱模治具的加工、组合程序更简便。
附图说明
本发明的目的与其待征,将在以下的描述与有关的附图进一步详细说明:
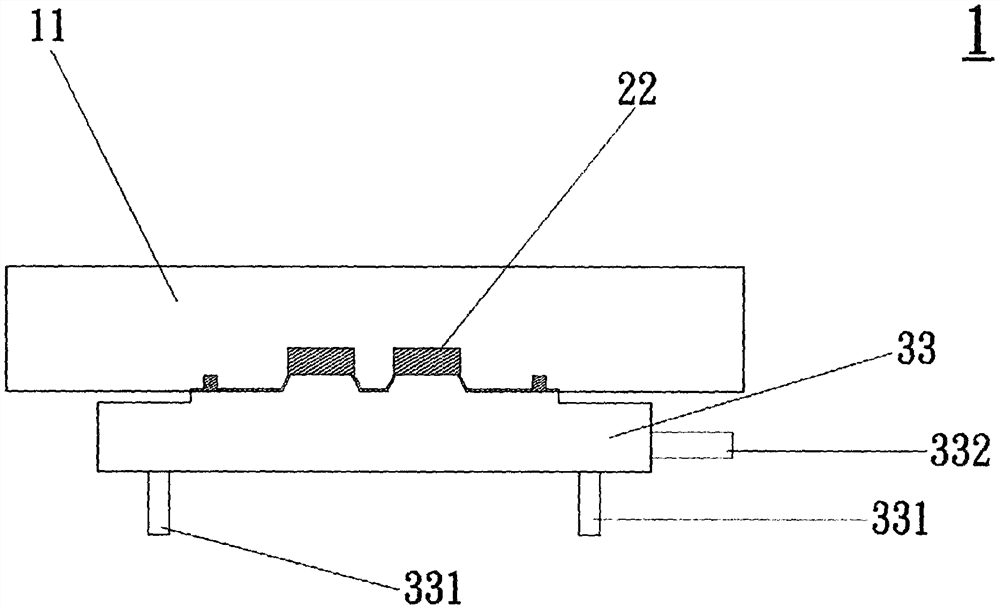
图1为本发明之组合示意图。
图2为本发明之剖视示意图。
图3(a)、(b)为本发明之按键制品示意图。
图4(a)、(b)为本发明之真空冷却脱模治具之剖视示意图。
图5(a)、(b)为本发明之真空冷却脱模治具之组合剖视示意图。
具体实施方式
图1为实施例中之组合示意图,其实施方式为:硅橡胶或橡胶在经由热压或射出成型之按键制品22,其按键制品22仍陷于生产母模11中时,其真空冷却脱模治具33因能与其按键制品22内壁完全贴合且不碰触到生产母模11,而其真空冷却脱模治具33因是由具高导热性材料所制成,故能快速且仅针对需快速降温的按键制品22部份来将其高温导出且因无碰触到生产母模11故不会对生产母模11进行降温;而在其真空冷却脱模治具33中设有冷却进水管道331,能将外部的冷却水导入到其真空冷却脱模治具33中,冷却其真空冷却脱模治具33在因导出按键制品22上的高温而产生的温升,且也能为按键制品22导入降温的冷源;另外其真空冷却脱模治具33中设有真空吸气管道332在与外部真空吸气产生设备接通后,能为真空冷却脱模治具33在全面贴合按键制品22内壁时以全面吸气的方式来完成脱模程序,即是借由真空冷却脱模治具33的高导热性材料的高导热性和冷却进水管道331的双重冷却方式来快速、具针对性的对按键制品22进行降温,并借由其真空吸气管道332来针对按键制品22全面吸气来完成脱模程序。
图2为实施例中之剖视示意图,其真空冷却脱模治具33的按键规格、尺寸都与成型公模44的按键规格、尺寸一致,故能与按键制品22的内壁完全全面贴合,即能让真空冷却脱模治具33和成型公模44如延申线L1、L2所示之按键宽度、形状和延申线L3、L4所示之按键斜壁也能与按键制品22内面的按键宽度、形状、斜壁一致;而只需依成型公模44上按键规格、尺寸来开立真空冷却脱模治具33即可,就无须为其真空冷却脱模治具33来另外编写开模程序,故能不需过多的加工程序就能生产出所需之真空冷却脱模治具33。
图3(a)、(b)为实施例中之按键制品示意图,其按键制品22在其边角余料处221增设一并成型之脱模边条222,是为避免其边角余料处221因膜厚不足时在脱模时因拉扯而产生破损;且因为其脱模边条222设置在其边角余料处221,在日后去除边角余料处221时,能随着其边角余料处221一并被去除,所以并不会增加其成型、去除时的工序。
图4(a)、(b)为实施例中之真空冷却脱模治具之剖视示意图,在此真空冷却脱模治具33之侧边至真空冷却脱模治具33内部另挖出一个能让冷却水进出之冷却进水管道331,在与外部冷却水设备相接通后,能为此真空冷却脱模治具33提供冷源,其作用是为一是冷却其真空冷却脱模治具33在经过多次的脱模操作后所造成的温升,另一是让真空冷却脱模治具33在脱模操作时提供冷源;另外在此真空冷却脱模治具33之侧边至真空冷却脱模治具33上的按键个体表面挖出一相连通之真空吸气管道332,此能在与外部的真空吸气产生设备相接通后,提供在脱模时所需之真空吸力,且经由在此真空冷却脱模治具33上的按键个体上分别挖通后与其真空吸气管道332成为一体,能在真空冷却脱模治具33上的各按键个体上均匀提供在脱模时所需的吸力,就能有效避免因脱模力量不均所产生的脱模破损。
图5(a)、(b)为实施例中之真空冷却脱模治具之组合剖视示意图,能由同为具高导热系数材料来组成真空冷却脱模治具-上部33A和真空冷却脱模治具-下部33B,在其中分别挖设加工出所需的冷水进水管道331和真空吸气管道332的管道空间后,再将其冷却进水管道331和真空吸气管道332的管道设置在此真空冷却脱模治具-上部33A和真空冷却脱模治具-下部33B中,此能有效避免因冷却进水管道331和真空吸气管道332是深置于真空冷却脱模治具33中而产生在管道挖设加工、组装上的困难,且组装完成之真空冷却脱模治具33亦不会影响其高导热系数材料应有的高导热、高散热特性。
- 按键冷却脱模方式
- 中央运算装置、GPGPU、包含存储器的三维层叠集成电路的利用制冷剂的冷却方式、使用该冷却方式的三维层叠集成电路、以及供电方式