一种新型电连接器
文献发布时间:2023-06-19 10:55:46
技术领域
本发明涉及连接器技术领域,尤其涉及一种可正反插的新型电连接器。
背景技术
随着电子技术的不断发展,USB Type C用连接器普遍地用在电子产品,如手机、PDA、计算机、MP3等的内部或周边,用于转接信号或电源,
在申请号为201610389114.9的发明专利中,公开了一种电连接器,其电连接器的接地端子、电源元件及信号元件一体成型,且其对接部均采用撕破结构,减少了零件的组装,提高了电连接器的整体强度。
此种结构,在实际使用时存在的问题是:(1)线端接触时信号容易出现中断或接触不良;(2)电连接器在插拔过程容易引起端子(接地端子、电源元件及信号元件)弹出塑胶面(绝缘本体)导致电连接器损坏。
发明内容
本发明的目的在于提供一种新型电连接器,可以有效减少工站(一个工序一般可以由一个或者多个工站完成,一个工站可以包含多个工位),提高生产效率,同时可以防止电连接器与线端接触时的信号中断或不接触等不良问题,防止产品在使用过程中端子弹出塑胶的风险。
为实现上述发明目的,本发明提供了一种新型电连接器,包括绝缘本体及设置于绝缘本体内的接地端子、电源端子和信号端子,所述接地端子、电源端子和信号端子设置于同一平面的基材上,且接地端子、电源端子和信号端子在基材上设置有凸包成型的接触部或先凸包成型后下料成型的接触部或先下料成型后凸包成型的接触部,所述接地端子、电源端子和信号端子的接触部在绝缘本体的上侧和下侧对应且呈反向排布设置或对称排布设置。
基于上述技术方案,进一步的改进在于,所述接地端子、电源端子和信号端子还具有自绝缘本体内延伸出的焊脚。
基于上述技术方案,进一步的改进在于,所述绝缘本体的上、下侧均具有至少两个所述接触部。
基于上述技术方案,进一步的改进在于,所述绝缘本体注塑成型于接地端子、电源端子和信号端子上。
基于上述技术方案,进一步的改进在于,所述接地端子、电源端子和信号端子的端子头部为折弯扁平结构。
基于上述技术方案,进一步的改进在于,所述电源端子包括位于信号端子两侧的两个,所述接地端子包括分别位于相邻电源端子外侧的两个。
基于上述技术方案,进一步的改进在于,所述一个所述接地端子的接触部朝向其对应的基材的上方突出,另一个接地端子的接触部朝向其对应的基材的下方突出。
相对于现有技术,本发明的创新之处在于:接地端子、电源端子和信号端子设置于同一平面的基材上,且接地端子、电源端子和信号端子在基材上设置有凸包成型的接触部或先凸包成型后下料成型的接触部或先下料成型后凸包成型的接触部,可以有效减少工站(一个工序一般可以由一个或者多个工站完成,一个工站可以包含多个工位),提高生产效率,同时可以防止电连接器与线端接触时的信号中断或不接触等不良问题,防止产品在使用过程中端子弹出塑胶的风险。
附图说明
图1是本发明电连接器的立体组装图;
图2是图1所示电连接器将壳体移除后的立体组装图;
图3是凸包成型的导电端子立体示意图;
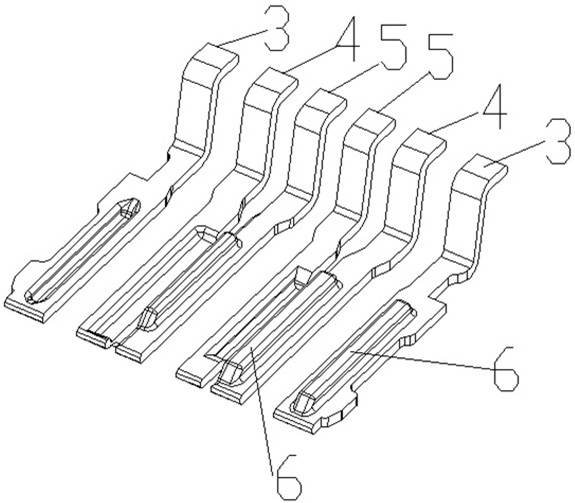
图4是包含下料成型图的导电端子立体示意图;
图5是图3所示导电端子中的接地端子的立体示意图;
图6是图3所示导电端子中的电源端子和信号端子的立体示意图。
具体实施方式
以下将结合附图所示的各实施方式对本发明进行详细描述。但这些实施方式并不限制本发明,本领域的普通技术人员根据这些实施方式所做出的结构、方法、或功能上的变换均包含在本发明的保护范围内。
请参照图1至图6所示,为本发明电连接器的较佳实施例,所述电连接器包括绝缘本体1、包覆于所述绝缘本体1外的壳体2和镶埋于所述绝缘本体1内的若干导电端子,所述导电端子包括接地端子3、电源端子4和信号端子5。
所述接地端子3、电源端子4和信号端子5设置于同一平面的基材上(次基材为导电基材),且接地端子3、电源端子4和信号端子5在基材上设置有凸包成型的接触部6或先凸包成型后下料成型的接触部7或先下料成型后凸包成型的接触部7,所述接地端子、电源端子和信号端子的接触部在绝缘本体的上侧和下侧对应且呈反向排布设置或对称排布设置。
所述绝缘本体1注塑成型于接地端子3、电源端子4和信号端子5上。所述接地端子、电源端子和信号端子还具有自绝缘本体内延伸出的焊脚8。所述接地端子、电源端子和信号端子的端子头部为折弯扁平结构9。
所述壳体2的前端具有椭圆形的对接框口,其与标准的USB Type-C插座连接器的对接框口一致,用以与对接插头连接器的正反插入配合,具有可正反插使用的便捷性优势。
所述绝缘本体1注塑成型于接地端子3、电源端子4和信号端子5上为一整体结构,包括注塑壳体后端部10和前端部11, 如图2所示,其中接地端子3、电源端子4和信号端子5的在基材上的接触部6包括第一接触部12,第二接触部13,第三接触部14。
此接触部分为两种结构:如图3所示,全部为凸包成型的接触部6,接地端子3、电源端子4和信号端子5由同一金属料带通过冲压工艺一次成型制成,节省模具数量,产品共面度容易保证,降低生产成本。
如图4所示,为接触部分的另一种结构,先凸包成型后下料成型的接触部7或先下料成型后凸包成型的接触部7,(电源端子4和信号端子5先凸包成型后下料成型或先下料成型后凸包成型,接地端子3直接凸包成型)。
如图5所示,接地端子3为金属料带通过冲压工艺一次成型制成,包括导电基材15,接触部6,端子头部为折弯扁平结构9。
如图6所示,电源端子4和信号端子5先凸包成型后下料成型或先下料成型后凸包成型,为金属料带通过冲压工艺一次成型制成。
所述接地端子3为金属料带通过冲压工艺一次成型制成,包括导电基材15,接触部6,端子头部为折弯扁平结构9,绝缘本体1注塑成型于接地端子3上,接地端子的接触部在绝缘本体的上侧和下侧对应且呈反向排布设置或对称排布设置,以与对接连接器的接地端子相接触。
所述电源端子包括位于信号端子两侧的两个,所述接地端子包括分别位于相邻电源端子外侧的两个。
所述一个所述接地端子的接触部朝向其对应的基材的上方突出,另一个接地端子的接触部朝向其对应的基材的下方突出。
所述接地端子3、电源元件4和信号元件5的基材15位于同一平面上,且所述接地端子3、电源元件4和信号元件5的第一接触部12,第二接触部13,第三接触部14在所述绝缘本体1的前端部11的上侧和下侧对应且呈反向排布设置。所述接地端子3、电源元件4和信号元件5的接触部在所述前端部11的上侧和下侧分别处于同一高度的水平面上,且分别共仅具有三个接触部,在满足电量传输的情况下,大大节省了端子数量,降低生产成本。相应地,还可根据实际情况设计对接部的数量、类型及排列顺序。所述接地端子3、电源元件4及信号元件5的对接部在绝缘本体1上的位置设置均与标准的USB Type-C插座连接器上相应端子的对接部位置设置相同,且信号元件5设置为与标准的USB Type-C插座连接器上的侦测端子的位置相同。
所述接地端子3、电源元件4和信号元件5的焊脚8位于同一平面上,以便于定位安装于电路板(未图示)上;所述接地端子3、电源元件4和信号元件5的固定部及接触部位于同一平面上,成型绝缘本体1时较为便利。
本发明的导电端子在注塑成型过程中由同一金属料带通过冲压工艺一次成型制成,节省模具数量,产品共面度容易保证,降低生产成本;且导电端子镶埋成型于所述绝缘本体1内构成整体,组装时,仅需将成型有导电端子的绝缘本体1插入到壳体2内即可,产品组装简单,方便自动化生产,产品结构可靠,品质稳定。
由于本发明接地端子、电源端子和信号端子设置于同一平面的基材上,且接地端子、电源端子和信号端子在基材上设置有凸包成型的接触部或先凸包成型后下料成型的接触部或先下料成型后凸包成型的接触部,可以有效减少工站(一个工序一般可以由一个或者多个工站完成,一个工站可以包含多个工位),提高生产效率,同时可以防止电连接器与线端接触时的信号中断或不接触等不良问题,防止产品在使用过程中端子弹出塑胶的风险。。
应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施方式中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
上文所列出的一系列的详细说明仅仅是针对本发明的可行性实施方式的具体说明,它们并非用以限制本发明的保护范围,凡未脱离本发明技艺精神所作的等效实施方式或变更均应包含在本发明的保护范围之内。
- 一种新型充电连接器端子的固定装置及充电连接器
- 一种电连接器及使用该电连接器的电连接器组件