用于风力涡轮机叶片的进入装置
文献发布时间:2023-06-19 11:21:00
技术领域
本发明涉及风力涡轮机叶片的进入装置(access arrangement),涉及制造所述进入装置的方法,并且涉及包括所述进入装置的风力涡轮机叶片。
背景技术
风能提供清洁的且环境友好的能量的来源。风力涡轮机通常包括塔架、发电机、齿轮箱、短舱(nacelle)以及一个或更多个转子叶片。风力涡轮机叶片使用已知的翼型原理捕获风的动能。现代风力涡轮机可以具有在长度上超过90米的转子叶片。
风力涡轮机叶片通常通过由编织的织物或纤维和树脂的层形成两个壳体部分或壳体半部而被制造。翼梁帽或主层压体被放置或整合在壳体半部中并且可以与抗剪腹板或翼梁杆组合以形成结构支撑部件。翼梁帽或主层压体可以被接合到壳体的吸力半部和压力半部的内部,或整合在壳体的吸力半部和压力半部的内部内。
随着风力涡轮机的尺寸增加,风力涡轮机叶片的制造和运输变得更有挑战性且昂贵。为了处理这个,已知的是提供呈两个或更多个区段的风力涡轮机叶片。这可以导致更容易的制造过程并且可以降低风力涡轮机的运输和建造的成本。叶片区段可以被运输到建造地点,在建造地点它们能够被组装以形成风力涡轮机叶片。
然而,若干挑战与这样的设计相关联,其涉及包括负载支承结构(诸如翼梁杆、抗剪腹板或其他内部构件)的壳体区段的制造和接合。由于风力涡轮机叶片的内部部分作为这样的过程的部分而可能必须被连接或拆开,所以需要提供合适的进入装置以从叶片的外侧进入这样的内部部分。
WO 2011/067323 A2公开了用于风力涡轮机的分区(sectional)的叶片,叶片包括从叶片接头沿相对方向延伸并且由翼梁桥结构地连接的第一叶片区部和第二叶片区部。接收区部经由支承部件(其包括两个支承半部)保持翼梁桥。支承半部由螺栓组装并且被连接到翼梁区部。螺栓可以穿过在叶片壳体中的开口被紧固,此后所述开口可以被填充以提供叶片的平滑的外表面。
WO 2012/167891 A1涉及具有可进入的空腔的风力涡轮机的转子叶片,其中转子叶片壳体具有带有窗口(hatch)的可封闭的开口,所述窗口与转子叶片壳体的外层齐平封闭。开口被设计用于在意外事件或紧急情况的情形下挽救维护工人。窗口被永久附接到具有铰链的壳体,所述铰链用于用向内或向外方向的枢转运动打开窗口。
提供进入的这些和其他已知的方法遭受若干缺点,包括不充分密封和所导致的水分或碎屑的进入,以及在空气动力学性能和/或叶片的结构稳定性上的消极影响。因此在本领域中存在对于提供用于风力涡轮机叶片的改进的进入方案的需要。
因此本发明的一个目的是提供具有改进的进入开口装置的风力涡轮机叶片。
特别地,本发明的一个目的是提供容易进行制造和组装的用于风力涡轮机叶片或相关结构的进入开口装置。
本发明的另一目的是提供在叶片性能(诸如空气动力学性能)上具有最小影响的用于风力涡轮机叶片或相关结构的进入开口装置。
发明内容
已经发现前述目的中的一个或更多个能够通过风力涡轮机叶片的进入装置实现,所述进入装置用于进入在叶片内的中空空间,中空空间由叶片壳体部件至少部分地限定,进入装置包括
提供在叶片壳体部件中的进入开口(access opening),
用于覆盖进入开口的覆盖板,
布置在覆盖板和叶片壳体部件之间的密封部件,以及
用于将覆盖板可释放地紧固到叶片壳体部件的一个或更多个紧固件。
本发明的进入装置允许用于将翼梁结构的第一部分可释放地耦联到第二部分的弦向锁定销的安装。进入装置还可以被用来进入在风力涡轮机叶片内的内部部分(诸如叶片雷电保护系统的连接件)或用于常规维护操作。发现了的是,本发明的进入装置最小化或完全地避免了在空气动力学性能和风力涡轮机叶片的结构整体性上的消极影响,同时有效地防止了液体或碎屑的涌进和流出。
在叶片内的中空空间将典型地是风力涡轮机叶片的内容积,如至少由压力侧壳体半部和吸力侧壳体半部所限定的。因此,叶片壳体部件可以是压力侧壳体半部或吸力侧壳体半部或其区段,诸如分段的风力涡轮机叶片的尖端端部区段或根部端部区段。
进入开口将典型地是在叶片表面内的矩形切除部,优选地是带有圆角的矩形切除部。进入开口可以被切除或使用钻机钻削穿过壳体部件。类似地,用于覆盖进入开口的覆盖板将典型地具有(优选地带有圆角的)矩形形状。覆盖板将通常包括外表面和相对的内表面,当覆盖板被布置和固定在进入开口之上时所述内表面面向风力涡轮机叶片的内部。覆盖板的外表面将典型地是弯曲的表面,其优选地与在叶片的该位置处的壳体部件的外表面具有相同曲率。
布置在覆盖板和叶片壳体部件之间的密封部件将典型地是衬垫,优选地是具有与覆盖板的外周缘基本上相同形状的环形衬垫。密封部件可以被黏性地紧固或结合到覆盖板的内表面。优选地,多个紧固件(诸如两个或更多个、五个或更多个、最优选地是十个或更多个紧固件)被用于将覆盖板可释放地紧固到叶片壳体部件。
在优选的实施例中,进入装置包括保持部件,所述保持部件独立于一个或更多个紧固件连接覆盖板和叶片壳体部件。保持部件优选地包括附接到覆盖板(优选地其内表面)的垫眼(pad eye),诸如柔软的垫眼。保持部件可以进一步包括弦或带子,所述弦或带子在一个端部处附接到垫眼并且在另一端部处附接到风力涡轮机叶片的内部。当覆盖板在高处打开时,例如在维护或其他操作期间(其中进入到叶片的内部是必要的),保持部件帮助将覆盖板固定到叶片。
根据一个实施例,一个或更多个紧固件是单侧紧固件,优选地是铆钉。这导致容易且有效的紧固方法,所述方法是安全且成本有效的。在优选的实施例中,一个或更多个紧固件是螺丝铆钉。螺丝铆钉可以由聚合物材料(诸如尼龙)制成,并且可以包括能够被组装的两个分开部件。在另一实施例中,一个或更多个紧固件包括铆钉螺丝,诸如能够被旋拧到铆钉工具的螺纹套管中的铆钉螺丝,其中铆钉套管能够被插入到孔洞中。铆钉螺丝可以与一个或更多个附加的螺丝构件组合使用,用于将覆盖板可释放地紧固到叶片壳体部件。
在优选的实施例中,一个或更多个紧固件包括介电材料。优选地一个或更多个紧固件由一个或更多个介电材料(dielectric material)构成。当进入装置是风力涡轮机叶片的雷电保护系统的部分时,这是特别有利的。在一些实施例中,介电材料是聚合物,优选地是聚酰胺、优选地是尼龙、最优选地是Nylon 6。因此优选的是,一个或更多个紧固件是非金属紧固件。
在优选的实施例中,每个紧固件被可释放地插入在被提供在覆盖板、密封部件和叶片壳体部件中的对准的相应孔洞中。在一些实施例中,覆盖板、密封部件和叶片壳体部件中的每个均包括至少十个孔洞用于接收在此的紧固件。
在另一实施例中,提供在覆盖板中的孔洞沿着覆盖板的外周缘环形地布置。因此,每个孔洞可以被定位成距覆盖板的外边缘不远于50 mm,诸如不远于30 mm。
在优选的实施例中,提供在覆盖板、密封部件和叶片壳体部件中的对准的相应孔洞被布置使得覆盖板能够仅以单一空间定向被可释放地紧固到叶片壳体部件。因此,能够防止覆盖板以错误的定向附接到叶片壳体部件。
根据一个实施例,装置包括多个紧固件,优选地是10-50个紧固件,诸如10-30个紧固件。在一些实施例中,叶片壳体部件具有外表面,叶片壳体部件的外表面包括用于接收密封部件和覆盖板的围绕进入开口的环形凹部。这样的环形凹部有助于得到覆盖板和围绕的外叶片表面的齐平表面。在优选的实施例中,环形凹部具有用于提供平滑过渡的倒角边缘。
优选的是,提供在叶片壳体部件中的孔洞沿着叶片壳体部件的外表面的环形凹部环形地布置,孔洞围绕进入开口。典型地,叶片壳体部件具有弯曲的外表面。因此,在优选的实施例中,覆盖板具有弯曲的外表面。
在优选的实施例中,密封部件是环形衬垫,优选地包括乙烯丙烯二烯单体(EPDM)材料,诸如EPDM海绵橡胶或EPDM泡沫。在一些实施例中,进入开口具有450-650 mm(诸如500-600 mm)的高度以及350-550 mm(诸如400-500 mm)的宽度。在优选的实施例中,进入开口覆盖不超过0.25 m
在另一实施例中,进入开口装置进一步包括提供在覆盖板和密封部件之间的自黏合层。根据一个实施例,覆盖板基本上由与叶片壳体部件相同的材料制成。
环形唇部可以沿着覆盖板的外周缘被附接。此环形唇部优选地由柔软的和/或弹性的材料制成以提供到围绕的壳体部分的平滑过渡。
在一些实施例中,覆盖板包括热塑性材料,诸如热塑性聚氨基甲酸脂。在其他实施例中,叶片包括整合到叶片壳体中或附接在其内表面处的预制的环。这样的预制的环能够被用于紧固件的附接。
根据一个实施例,进入开口允许用于插入和/或取出弦向锁定销的进入。
优选的是,当覆盖板被紧固到叶片壳体部件时,叶片壳体部件的外表面与覆盖板的外表面齐平。
在另一方面,本发明涉及风力涡轮机叶片,所述风力涡轮机叶片具有包括压力侧和吸力侧以及前边缘和后边缘的成轮廓外形(profiled contour),所述前边缘和后边缘具有弦,所述弦具有在前边缘和后边缘之间延伸的弦长度,风力涡轮机叶片在根部端部和尖端端部之间沿翼展方向延伸,其中叶片包括具有至少一个压力侧壳体部件和至少一个吸力侧壳体部件的壳体本体,并且其中压力侧壳体部件或吸力侧壳体部件包括
提供在叶片壳体部件中的进入开口,
用于覆盖进入开口的覆盖板,
布置在覆盖板和叶片壳体部件之间的密封部件,以及
用于将覆盖板可释放地紧固到叶片壳体部件的一个或更多个紧固件。
换句话说,本发明涉及包括如以上描述的进入装置的风力涡轮机叶片。风力涡轮机叶片可以包括以上关于进入装置描述的任何特征或实施例。
特别地,本发明的风力涡轮机叶片可以包括用于将翼梁元件可释放地锁定到彼此的至少一个锁定销。本发明的风力涡轮机叶片还可以包括保持部件,所述保持部件独立于一个或更多个紧固件连接覆盖板和叶片壳体部件。另外,一个或更多个紧固件优选地是单侧紧固件和/或优选地包括介电材料。本发明的风力涡轮机叶片可以包括具有外表面的叶片壳体部件,叶片壳体部件的外表面包括用于接收密封部件和覆盖板的围绕进入开口的环形凹部。
本发明的风力涡轮机叶片优选地包括两个或更多个区段,诸如尖端端部区段和根部端部区段,每个区段包括压力侧壳体部件和吸力侧壳体部件。典型地,风力涡轮机叶片包括一个或更多个抗剪腹板或翼梁杆。
在另一方面,本发明涉及用于进入中空空间的进入装置,中空空间由分开部件至少部分地限定,进入装置包括
-提供在分开部件中的进入开口,
-用于覆盖进入开口的覆盖板,
-布置在覆盖板和分开部件之间的密封部件,以及
-用于将覆盖板可释放地紧固到分开部件的一个或更多个紧固件。
特别优选的是,分开部件是风力涡轮机叶片的壳体或其部分。用于进入中空空间的进入装置可以包括以上关于用于进入在叶片内的中空空间的风力涡轮机叶片的进入装置所描述的任何特征或实施例。
在另一方面,本发明涉及制造根据本发明的进入装置的方法,所述方法包括以下步骤
将嵌入物布置在用于模制风力涡轮机叶片壳体部分的模具中,
将纤维材料布置在所述模具和嵌入物上,
用树脂浸渍纤维材料和嵌入物,
固化树脂以产生硬化的叶片壳体部分,
将嵌入物从硬化的叶片壳体部分移除以在壳体部分的表面上在嵌入物的位置处显露凹部,以及
在凹部的位置处钻削或切割孔洞穿过壳体部分以产生进入开口。
优选地,纤维材料包括玻璃纤维。在一些实施例中,纤维材料包括碳纤维或玻璃和碳纤维。嵌入物可以有利地具有带有圆角的矩形形状。嵌入物还可以具有倒角边缘以提供从外叶片表面到凹部或进入开口的平滑过渡。进入开口优选地具有比由嵌入物制成的凹部更小的尺寸。
在又一方面,本发明涉及制造风力涡轮机叶片的方法,所述风力涡轮机叶片具有包括压力侧和吸力侧以及前边缘和后边缘的成轮廓外形,所述前边缘和后边缘具有弦,所述弦具有在前边缘和后边缘之间延伸的弦长度,风力涡轮机叶片在根部端部和尖端端部之间沿翼展方向延伸,方法包括以下步骤:
a1)在风力涡轮机叶片的基本上整个长度上制造压力侧壳体半部和吸力侧壳体半部,
b1)将翼梁结构布置在壳体半部中的一个内,翼梁结构包括第一部分和第二部分,第一部分和第二部分被可释放地耦联到彼此,
c1)封闭并接合壳体半部以得到封闭壳体,
d1)沿着基本上垂直于封闭壳体的翼展方向的切割平面切割封闭壳体以得到第一叶片区段和第二叶片区段,每个叶片区段包括压力侧壳体半部的部分和吸力侧壳体半部的部分,其中翼梁结构延伸穿过切割平面,
e1)将翼梁结构的第一部分和第二部分解耦,
f1)将第一叶片区段从第二叶片区段分开,
g1)将第一叶片区段接合并密封到第二叶片区段以得到风力涡轮机叶片,
其中翼梁结构包括至少一个锁定销,所述至少一个锁定销用于通过在翼梁结构的第一部分和第二部分中的每个中的对准的相应锁定孔将第一部分可释放地耦联到翼梁结构的第二部分,并且其中风力涡轮机叶片包括根据本发明的进入装置。因此,通过穿过本发明的进入装置的进入开口进入内部或叶片,锁定销可以被插入到在翼梁结构的第一部分和第二部分中的每个中的对准的相应锁定孔中或从其中取出。
优选地,步骤e1)包括经由进入装置从在翼梁结构的第一部分和第二部分中的每个中的对准的相应孔中取出锁定销。在一些实施例中,方法进一步包括经由进入装置将锁定销重插入到在翼梁结构的第一部分和第二部分中的每个中的对准的相应孔中的步骤f2)或h1)。
通过使用包括可释放地耦联到彼此的第一部分和第二部分的翼梁结构制造风力涡轮机叶片,提供了用于分段和重组装这样的风力涡轮机叶片的有效且简洁的方法,包括解耦和优选地重耦联所述部分。
优选地,压力侧壳体半部和吸力侧壳体半部在风力涡轮机叶片的整个长度上(即在它们的整个最终长度上)被制造。压力侧壳体半部和吸力侧壳体半部将典型地在前边缘附近和在后边缘附近被粘附或结合到彼此。每个壳体半部可以包括纵向地/翼展地延伸的负载承载结构,诸如一个或更多个主层压体或翼梁帽,优选地包括增强纤维,诸如玻璃纤维、碳纤维、芳族聚酰胺纤维、金属纤维(诸如钢纤维)或植物纤维或其混合物。壳体半部将典型地通过用树脂(诸如环氧树脂、聚酯或乙烯酯)浸渍纤维材料的纤维铺设而产生。
通常,使用模具结构制造压力侧壳体半部和吸力侧壳体半部。在一些实施例中,壳体半部在步骤a1、b1和c1期间保持在模具结构中。壳体半部中的每个可以包括沿着相应压力侧壳体部件和吸力侧壳体部件提供的翼梁帽或主层压体。翼梁帽或主层压体可以附加到壳体半部的内面。翼梁结构优选地是纵向延伸的负载承载结构,优选地包括用于连接和稳固壳体半部的杆或翼梁盒。翼梁结构可以被适配成承载在叶片上的负载的基本部分。
在一些实施例中,在步骤b1)中翼梁结构被布置在压力侧壳体半部内。在另一实施例中,在步骤b1)中翼梁结构被布置在吸力侧壳体半部内。翼梁结构包括第一部分和第二部分,第一部分和第二部分被可释放地耦联到彼此,诸如可释放地固定或锁定到彼此。在一些实施例中,第一部分和第二部分通过一个或更多个机械设备被可释放地耦联到彼此。在一些实施例中,第一部分和第二部分通过机械锁定机构被可释放地耦联到彼此。翼梁结构的第二部分可以有利地包括翼梁杆或翼梁盒。翼梁结构的第一部分可以优选地包括用于接收第二部分的装置,诸如中空部件或护套。
在c1)中的接合步骤可以使用任何合适的接合机构或过程(包括黏合剂、结合材料、机械紧固件及其任何组合)进行。在c1)中得到的封闭壳体是优选地通过本发明的方法可得到的最终风力涡轮机叶片的全长度的预成型件。
在步骤d1)中封闭壳体沿着基本上垂直于封闭壳体的翼展方向或纵向轴线的切割平面被切割。换句话说,封闭壳体的翼展方向或纵向轴线基本上垂直于所述切割平面。优选的是仅壳体本体沿着切割平面被切割。另外优选的是,在步骤d1中翼梁结构不被切割。
在一些实施例中,第一叶片区段构成叶片的整个纵向范围的30-80%,诸如40-70%。在一些实施例中,第二叶片区段构成叶片的整个纵向范围10-50%,诸如20-40%。有利地,翼梁结构延伸穿过切割平面,优选地不被切割。第一叶片区段和第二叶片区段可以包括具有附带的接头区部的相应端部,所述附带的接头区部在弦向接头处是可接合的。
将翼梁结构的第一部分和第二部分解耦的步骤e1)优选地通过解锁机械锁定机构执行。在步骤f1)中将第一叶片区段从第二叶片区段分开之后,单独的叶片区段可以例如通过相应的卡车单独运输。第一叶片区段和第二叶片区段可以被运输到用于风力涡轮机的建造地点。
将第一叶片区段接合并密封到第二叶片区段以得到风力涡轮机叶片的步骤g1)可以有利地在风力涡轮机的建造地点处执行。此步骤可以使用任何合适的接合和/或密封机构或过程(包括黏合剂、结合材料、机械紧固件及其任何组合)进行。
在优选的实施例中,翼梁结构的第一部分被固定到第一叶片区段。在一些实施例中,翼梁结构的第一部分被胶接或粘附到第一叶片区段,优选地到部分的吸力侧壳体半部和部分的压力侧壳体半部两者。在优选的实施例中,翼梁结构的第一部分不延伸超出第一叶片区段。
根据一些实施例,翼梁结构的第二部分被固定(诸如胶接或粘附)到第二叶片区段,优选地到部分的壳体半部两者。翼梁结构的第二部分优选地延伸超出第二叶片区段到第一叶片区段中。因此,翼梁结构的第二部分优选地从翼梁结构的第二部分内突出。
在优选的实施例中,第一叶片区段包括叶片的根部端部。在另一优选的实施例中,第二叶片区段包括叶片的尖端端部。叶片还可以被切割成超过两个区段。
在一些实施例中,翼梁结构的第二部分包括翼梁部件,诸如翼梁杆或翼梁盒,翼梁盒优选地包括至少一个翼梁杆和至少一个翼梁凸缘。在一些实施例中,翼梁结构的第一部分包括用于至少部分地接收或包围翼梁结构的第二部分的接收部件,优选地是护套部件。在一些实施例中,翼梁结构的第二部分包括翼梁部件,翼梁部件至少部分地被接收或包围在接收结构中。接收结构能够是封套(jacket),例如包括网格或网状结构的封套。在一些实施例中,封套由与翼梁结构的第一部分的护套部件相同的材料制成。优选的是,封套是传导性的封套。
根据一些实施例,护套部件是基本上盒形的。在其他实施例中,护套部件是中空的。在其他实施例中,护套部件包括网格或网结构。在优选的实施例中,护套部件是传导性的护套部件。
在优选的实施例中,传导性的护套部件是风力涡轮机叶片的雷电保护系统的部分。在优选的实施例中,第一部分的传导性的护套部件和第二部分的传导性的封套两者都是风力涡轮机叶片的雷电保护系统的部分。
根据一些实施例,步骤b1)包括将翼梁结构的第一部分固定到在步骤d1)中得到的第一叶片区段内的壳体半部中的一个或两个。因此,步骤b1)可以包括将翼梁结构的第一部分固定到较晚得到的第一叶片区段(诸如根部端部叶片区段)的部分的吸力侧壳体半部和部分的压力侧壳体半部。
在优选的实施例中,步骤b1)包括将翼梁结构的第二部分固定到在步骤d1)中得到的第二叶片区段内的壳体半部中的一个或两个。因此,步骤b1)可以包括将翼梁结构的第二部分固定到较晚得到的第二叶片区段(诸如尖端端部叶片区段)的部分的吸力侧壳体半部和部分的压力侧壳体半部。
在优选的实施例中,翼梁结构包括至少一个锁定销,所述至少一个锁定销用于通过在翼梁结构的第一部分和第二部分中的每个中的对准的相应锁定孔将第一部分可释放地耦联到翼梁结构的第二部分。在其他实施例中,翼梁结构包括两个或更多个(诸如三个或更多个,或四个或更多个)锁定销以及两个或更多个(诸如三个或更多个,或四个或更多个)在翼梁结构的第一部分和第二部分中的每个中的相应锁定孔。优选地,锁定孔是分别形成在护套部件和翼梁部件中的相应的通孔。
在优选的实施例中,步骤d1)不包括切割翼梁结构。根据一些实施例,步骤d1)的切割平面被定位在如从根部端部所看到的0.5L-0.8L的翼展区内,其中L是风力涡轮机叶片在其根部端部和其尖端端部之间的总长度或纵向范围。
在优选的实施例中,步骤d1)的切割平面与翼梁结构的第一部分的端部表面重合。优选的是,步骤d1)的切割平面延伸穿过翼梁结构的第二部分。根据一些实施例,步骤g1)使用定位在第一叶片区段和第二叶片区段之间的密封部件进行,其中密封部件被配置成允许在第一叶片区段和第二叶片区段之间的相对运动。
在优选的实施例中,压力侧壳体半部和吸力侧壳体半部优选地通过真空辅助树脂转移模制,在相应的模具半部中被制造。根据一些实施例,压力侧壳体半部和吸力侧壳体半部每个均具有50-90 m(优选地是60-80 m)的纵向范围L。
在优选的实施例中,压力侧壳体半部和吸力侧壳体半部每个均包括设置在步骤d1)中得到的第一叶片区段内的碳纤维的一个或更多个层。根据一些实施例,所述方法进一步包括将一个或更多个抗剪腹板布置在壳体半部的至少一个中(优选地在步骤d1)中得到的第一叶片区段内)的步骤b2)。每个抗剪腹板可以包括腹板本体、在腹板本体的第一端部处的第一腹板足部凸缘以及在腹板本体的第二端部处的第二腹板足部凸缘。在一些实施例中,抗剪腹板是基本上I形的。可替代地,抗剪腹板可以是基本上C形的。
在优选的实施例中,步骤f1)包括将分开的第一叶片区段和第二叶片区段运输到预确定的位置。典型地,预确定的位置将是建造风力涡轮机的地点。有利地,第一叶片区段能够独立于第二叶片区段运输。
根据一些实施例,步骤g1)包括在所述预确定的位置处将第一叶片区段接合并密封到第二叶片区段。
本发明还涉及通过如以上描述的制造风力涡轮机叶片的方法可得到的风力涡轮机叶片。本风力涡轮机叶片由于其翼梁结构和其耦联和解耦特性能够被容易地且有效地组装。
如本文使用的,术语“翼展”被用来描述沿着叶片从其根部端部到其尖端端部的测量或元件的定向。在一些实施例中,翼展是沿着风力涡轮机叶片的纵向轴线和纵向范围的方向。
附图说明
下面参考在附图中示出的实施例详细解释本发明,其中
图1示出了风力涡轮机,
图2示出了风力涡轮机叶片的示意视图,
图3示出了风力涡轮机叶片的横截面的示意视图,
图4是风力涡轮机叶片的示意剖开视图,
图5是在图4中被包围区部的放大视图,以及
图6、图7和图8是翼梁结构的透视图,
图9是根据本发明的风力涡轮机叶片的进入开口的部分透视图,
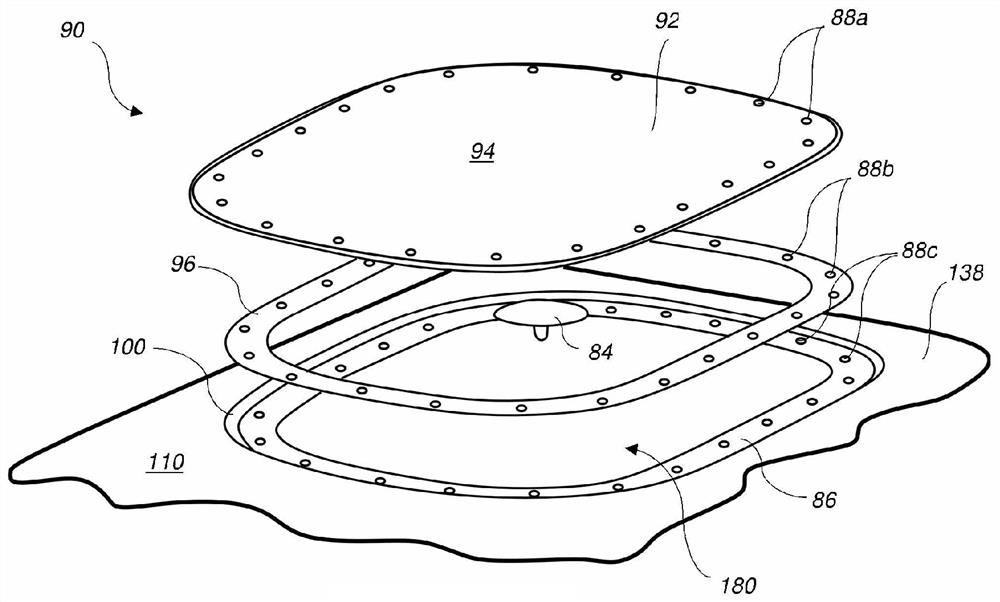
图10是根据本发明的风力涡轮机叶片的进入装置的分解的、部分透视图,
图11是根据本发明的风力涡轮机叶片的进入装置的组装的、部分透视图,
图12是图示根据本发明的用于将覆盖板可释放地紧固到叶片壳体部件的紧固件的横截面视图,以及
图13图示了根据本发明的制造进入装置的方法。
具体实施方式
图1图示了根据所谓的“丹麦概念”的传统现代逆风风力涡轮机,其具有塔架4、短舱6和具有基本上水平的转子轴的转子。转子包括毂部8和从毂部8径向延伸的三个叶片10,每个叶片具有最靠近毂部的叶片根部16和最远离毂部8的叶片尖端14。转子具有标记为R的半径。
图2示出了风力涡轮机叶片10的示意视图。风力涡轮机叶片10具有传统风力涡轮机叶片的形状,并且包括最靠近于毂部的根部区30、最远离毂部的成轮廓区或翼型区34以及在根部区30和翼型区34之间的过渡区32。叶片10包括当叶片被安装在毂部上时面向叶片10的旋转的方向的前边缘18和面向前边缘18的相对方向的后边缘20。
翼型区34(也称为成轮廓区)具有关于生成升力的理想的或几乎理想的叶片形状,而由于结构考虑,根部区30具有基本上圆形或椭圆形的横截面,这例如使得将叶片10安装到毂部更加容易且更加安全。根部区30的直径(或弦)可以沿着整个根部区域30是恒定的。过渡区32具有从根部区30的圆形或椭圆形形状逐渐改变到翼型区34的翼型轮廓的过渡轮廓。过渡区32的弦长度典型地随着距毂部的增加的距离
叶片10的肩部40被限定为叶片10具有其最大弦长度的位置。肩部40典型地提供在在过渡区32和翼型区34之间的边界处。图2还图示了叶片的纵向范围L、长度或纵向轴线。
应当注意的是,叶片的不同区部的弦通常不位于共同的平面内,因为叶片可以被扭曲和/或弯曲(即预弯曲),因此提供具有对应地扭曲和/或弯曲的趋向的弦平面,这是最常见的情况,以便补偿取决于距毂部的半径的叶片的局部速度。
叶片典型地由压力侧壳体部分36和吸力侧壳体部分38制成,压力侧壳体部分36和吸力侧壳体部分38沿着在前边缘18和叶片的后边缘20处的结合线胶接到彼此。
图3示出了沿着在图2中示出的线I-I的叶片的横截面的示意视图。如此前提及的,叶片10包括压力侧壳体部分36和吸力侧壳体部分38。压力侧壳体部分36包括翼梁帽41,也称为主层压体,翼梁帽41构成了压力侧壳体部分36的负载支承部分。翼梁帽41包括多个纤维层42,多个纤维层42主要包括沿着叶片的纵向方向对准的单向的纤维以便为叶片提供刚度。吸力侧壳体部分38还包括翼梁帽45,翼梁帽45包括多个纤维层46。压力侧壳体部分38还可以包括夹层核心材料43,夹层核心材料43典型地由轻木或泡沫聚合物制成并且夹层在若干纤维增强表层之间。夹层核心材料43被用来为壳体提供刚度以便确保在叶片的旋转期间壳体基本上维持其空气动力学轮廓。类似地,吸力侧壳体部分38也可以包括夹层核心材料47。
压力侧壳体部分36的翼梁帽41和吸力侧壳体部分38的翼梁帽45经由第一抗剪腹板50和第二抗剪腹板55连接。抗剪腹板50、55在示出的实施例中被定形为基本上I-形的腹板。第一抗剪腹板50包括抗剪腹板本体和两个腹板足部凸缘。抗剪腹板本体包括夹层核心材料51,诸如轻木或泡沫聚合物,夹层核心材料51由用若干纤维层制成的若干表层52覆盖。叶片壳体36、38可以在前边缘和后边缘处包括进一步的纤维增强。典型地,壳体部分36、38经由胶接凸缘结合到彼此。
图4是根据本申请人的共同待审申请的风力涡轮机叶片的示意的剖开、分解视图,其中图5是在图4中被包围区部的放大视图。压力侧壳体半部和吸力侧壳体半部典型地在风力涡轮机叶片10的整个长度L上制造。翼梁结构62被布置在壳体内。翼梁结构62包括第一部分64和第二部分66,第一部分和第二部分被可释放地耦联到彼此,如在图8中示出的。方法有利地包括将翼梁结构62的第一部分64固定到在第一叶片区段68内的壳体半部中的一个或两个,并且将翼梁结构的第二部分66固定到在第二叶片区段70内的壳体半部中的一个或两个。
然后壳体半部被封闭并接合,诸如胶接在一起以得到封闭壳体,封闭壳体继而沿着基本上垂直于叶片的翼展方向或纵向范围的切割平面69被切割以得到第一叶片区段68和第二叶片区段70。切割平面69与翼梁结构的第一部分64的端部表面65重合。
如在图4和图5中看到的,翼梁结构62延伸穿过切割平面69。如在图5中最佳可见的,翼梁结构62的第一部分64(在图示的实施例中其采用盒形护套部件的形式以用于至少部分地包围翼梁结构的第二部分66)被固定到第一叶片区段68。翼梁结构62的第二部分66(在图示的实施例中其包括翼梁盒)被固定到第二叶片区段70,其中当叶片区段被组装时,第二部分66延伸超出第二叶片区段70到第一叶片区段68中。
图5还图示了在图示的壳体的上半部内的进入开口80,进入开口80用于进入翼梁结构以及耦联和解耦翼梁结构62的第一部分和第二部分。如在图6-8中图示的,为了解耦,锁定销经由进入开口80从在翼梁结构的第一部分和第二部分中的每个中的对准的相应孔76、78中取出。在将第一叶片区段68接合并密封到第二叶片区段70以得到风力涡轮机叶片之前或之后,如在图8中图示的,方法有利地包括经由进入开口80,通过将锁定销74重插入到在翼梁结构的第一部分和第二部分中的每个中的对准的相应孔76、78中而将翼梁结构的第一部分和第二部分重耦联。如在图4和图5中看到的,切割步骤d1)不包括切割翼梁结构,仅壳体半部被切割。此外,两个抗剪腹板82a、82b被布置在第一叶片区段内。
图6、图7和图8图示了具有第一部分64的翼梁结构62的实施例,第一部分64是以根据本申请人的共同待审申请的传导性的、盒形的护套部件的形式。优选地,传导性的护套部件是风力涡轮机叶片的雷电保护系统的部分。翼梁结构的第二部分66包括盒翼梁67,盒翼梁67的部分被包装在封套72(例如包括传导性的网格72)中。翼梁结构62包括锁定销74,锁定销74用于通过在翼梁结构的第一部分和第二部分中的每个中的对准的相应锁定孔76、78将第一部分64可释放地耦联到翼梁结构的第二部分66。
图9是根据本发明的风力涡轮机叶片的进入开口180的部分透视图。风力涡轮机叶片包括具有外表面110的壳体部件138,诸如吸力侧壳体半部。壳体部件138可以包括连接到第二区段170(诸如尖端端部区段)的第一区段168(诸如根部端部区段)。进入开口180被提供在叶片壳体部件138中以用于允许进入到在叶片内的中空空间,例如用于如以上描述的插入或取出锁定销174。
图10和图11分别以分解视图和组装视图图示了根据本发明的风力涡轮机叶片的进入装置90。进入装置90包括提供在叶片壳体部件138中的进入开口180和用于覆盖进入开口180的覆盖板92。当覆盖板92被紧固到叶片壳体部件138时,覆盖板92的外表面94有利地与覆盖板92的外表面110齐平。另外,覆盖板92优选地具有与叶片壳体部件138的围绕的外表面110的曲率相匹配的弯曲的外表面94。
进入装置90还包括布置在覆盖板92和叶片壳体部件138之间的密封部件96。如在图10中图示的,密封部件96优选地采用环形衬垫的形式。如在图11和图12中图示的,进入装置还包括用于将覆盖板可释放地紧固到叶片壳体部件的多个紧固件98。每个紧固件被可释放地插入在被提供在覆盖板92、密封部件96和叶片壳体部件138中的对准的相应孔洞88a、b、c中。被提供在覆盖板92中的孔洞88a沿着覆盖板92的外周缘环形地布置。
如还在图10中看到的,叶片壳体部件138的外表面110包括用于接收密封部件96的围绕进入开口180的环形凹部86。环形凹部86具有平滑地通向围绕的叶片表面110的倒角边缘100。图10还图示了垫眼84,垫眼84附接到覆盖板92的内表面用于当进入板在高处在安装或维护期间被打开时固定进入板。
图12是图示根据本发明的用于将覆盖板92可释放地紧固到叶片壳体部件138的紧固件98的横截面视图。如以上描述的,紧固件98被可释放地插入在提供在覆盖板92、密封部件96和叶片壳体部件138中的对准的相应孔洞中。紧固件98可以是由聚合物(诸如尼龙)制成的盲铆钉,并且具有头部、杆部和盲端部。铆钉98可以被提供有用于扩展铆钉的盲端部的芯轴。
图13图示了制造根据本发明的进入装置的方法的不同步骤。图13a示出了模具102,嵌入物104被布置在模具102中,纤维材料106被放置在模具102的顶部上。纤维材料106被用树脂浸渍并且树脂被固化以产生硬化的叶片壳体部分138。如在图13b中示出的,嵌入物104从硬化的叶片壳体部分138移除以在壳体部分138的表面上在嵌入物的位置处显露凹部86。凹部86的位置处孔洞被钻削或切割穿过壳体部分以产生如在图13c中示出的进入开口180。
本发明不限制于在本文中描述的实施例并且在不脱离本发明的范围的情况下可以被修改和适配。
4 塔架
6 短舱
8 毂部
10 叶片
14 叶片尖端
16 叶片根部
18 前边缘
20 后边缘
30 根部区域
32 过渡区域
34 翼型区域
36 压力侧壳体部分
38、138 吸力侧壳体部分
40 肩部
41 翼梁帽
42 纤维层
43 夹层核心材料
45 翼梁帽
46 纤维层
47 夹层核心材料
50 第一抗剪腹板
51 核心部件
52 表层
55 第二抗剪腹板
56 第二抗剪腹板的夹层核心材料
57 第二抗剪腹板的表层
60 填充物绳子
62 翼梁结构
64 第一部分
65 第一部分的端部表面
66 第二部分
67 翼梁部件
68、168 第一叶片区段
69 切割平面
70、170 第二叶片区段
72 封套/网格
74、174 锁定销
76 孔
78 孔
80、180 进入开口
82 抗剪腹板
84 垫眼
86 凹部
88 孔洞
90 进入装置
92 覆盖板
94 覆盖板的外表面
96 密封部件
98 紧固件
100 倒角边缘
102 叶片模具
104 嵌入物
106 纤维材料
110 外壳体表面
L 长度
r 距毂部的距离
R 转子半径
- 用于风力涡轮机叶片的进入装置
- 用于进入具有弹性联轴器的风力涡轮机的驱动机构的方法和装置、风力涡轮机和方法