工字轮上下料系统、其上下料方法及绕线系统
文献发布时间:2023-06-19 11:37:30
技术领域
本发明涉及绕线设备领域,尤其是工字轮上下料系统、其上下料方法及绕线系统。
背景技术
卷绕机是将丝线绕制在工字轮上的设备。为了提高绕线效率,通常会设置多套绕线机同时进行绕线以提高加工效率。
并且,不同绕线机所绕丝线可以是相同或不同类型的丝线。当多台绕线机所绕丝线是不同的直径时,在各绕线机处绕线得到的满线轮需要根据其所绕丝线的丝径进行分区堆放。
现有的线轮上下料系统中,如申请号为201811256855.5 所揭示的结构,其虽然都能够实现满线轮的自动堆叠,但是没有办法根据满线轮所绕丝线的直径进行分类,因此,后续还是需要人工进行分类。
发明内容
本发明的目的就是为了解决现有技术中存在的上述问题,提供一种工字轮上下料系统、其上下料方法及绕线系统。
本发明的目的通过以下技术方案来实现:
工字轮上下料系统,包括
第一移动小车及第二移动小车;
所述第一移动小车上设置有输送线、空轮暂存位、满轮暂存位及桁架机器人;
所述第二移动小车上设置有6轴机器人、丝线熔断机构,所述6轴机器人连接并驱动线轮夹爪及挑线抓线装置移动;
所述第一移动小车及第二移动小车沿相同轨迹移动,
所述桁架机器人的机械手的爪座包括共轴且上、下设置的第一承载盘、第二承载盘及连接它们的连接柱,所述第二承载盘的中心形成有一通孔,所述爪座上设置有图像采集装置,所述图像采集装置的镜头朝下且与所述第二承载盘上的通孔位置正对;
所述丝线熔断机构包括用于测量限定在其上的丝线的直径的丝径测量仪。
优选的,所述第二承载盘的前端共轴设置有环形磁铁,所述环形磁铁的中心孔的孔径不小于所述通孔。
优选的,所述环形磁铁可沿所述第二承载盘的轴线浮动地设置在所述第二承载盘上。
优选的,所述爪座上设置有确定所述环形磁铁处于缩回位置的接近传感器。
优选的,所述机械手包括两个转动爪及一个升降爪,两个转动爪设置在爪座相对两侧且它们的上端分别铰接在所述第一承载盘的侧部,它们的中部分别枢接一开闭气缸;所述升降爪位于所述第二承载盘的侧部且连接驱动其升降的升降气缸。
优选的,所述转动爪与开闭气缸的连接点下方还枢接一支撑件的端,所述支撑件的另一端形成有一沿其长度方向延伸的腰型孔,所述支撑件通过一穿过所述腰型孔的连接轴枢接在所述第二承载盘上的连接座上。
优选的,所述第二移动小车上设置线头固定机构,所述线头固定机构包括压辊及驱动其沿垂直于所述第二移动小车的移动方向移动的伸缩气缸,所述压辊可自转地设置在枢接座上,所述枢接座与所述气缸伸缩枢接。
优选的,所述线头固定机构及丝线熔断机构均具有两级伸缩机构,且它们共用一级伸缩机构。
绕线系统,包括上述任一的工字轮上下料系统。
工字轮的上下料方法,至少包括如下步骤:
第一移动小车和第二移动小车均移动至待上下料的绕线机旁;
通过丝径测量仪确定该绕线机处所缠绕的丝线的直径信息发送给控制系统;
桁架机械人的机械手移动至输送线上,读取一个空线轮的上端面的标签或识别码并将该空线轮移动至空轮暂存位,控制系统将该空线轮的标签或识别码与其将缠绕的丝线的直径信息绑定;
6轴机器人驱动线轮夹爪将线头打结的满线轮抓取并放置到满轮暂存位上;
6轴机器人驱动线轮夹爪将空轮暂存位的空线轮抓取并安装至绕线机上进行绕线;
桁架机械人的机械手移动至满轮暂存位读取该满线轮上端面的标签或识别码并抓取盖满线轮,控制系统根据读取的标签或识别码信息,确定该满线轮所缠绕丝线所对应的码垛分区,并通过桁架机器人将该满线轮移动至该码垛分区进行码垛。
本发明技术方案的优点主要体现在:
本方案通过设置同轨迹移动的第一移动小车和第二移动小车,第一移动小车上预留空间放置空线轮及堆放满线轮并通过桁架机器人进行线轮的移载,第二移动小车上设置6 轴机器人、丝线熔断机构, 6 轴机器人连接并驱动线轮夹爪及挑线抓线装置移动;在熔断机构处设置丝径测量仪,可以在线测得每个绕线机处的丝线的直径,并且在安装空线轮时,通过桁架机器人处的机械手读取空线轮端面的标签或条码信息并将丝径信息与该条码、标签绑定,在后续满线轮下料至第一移动小车时,能够有效地通过机械手再次读取满线轮上的标签或条码,从而确定该满线轮所缠绕的丝线的直径,进而能够根据丝线的直径进行分类堆放,无需人工分类,自动化程度高。
机械手上的图像采集装置与爪座共轴,在抓取线轮端盘时,图像采集装置可以直接进行读码动作,操作更简单,效率更高。
本方案的在机械手上设置环形磁铁,可以有效地将工字轮进行磁吸从而为抓取创造便利条件,并且通过使环形磁铁为浮动结构及设置接近传感器,可以通过检测环形磁铁的位置来确定线轮是否夹持到位,有利于保证搬运的安全性。
本方案的转动爪的支撑结构能够有效地增加转动爪的结构强度,同时,升降爪也能够有效地增加向上的夹持力,改善整个机械手夹持地稳定性、可靠性,提高搬运的安全性。
本方案的线头固定机构采用压辊与伸缩气缸枢接的结构,能够有效地适应预绕线时丝线位置的变化,避免压辊阻碍丝线的缠绕。同时本方案的线头固定机构与丝线熔断机构的移动结构更为简单稳定,结构简化。
附图说明
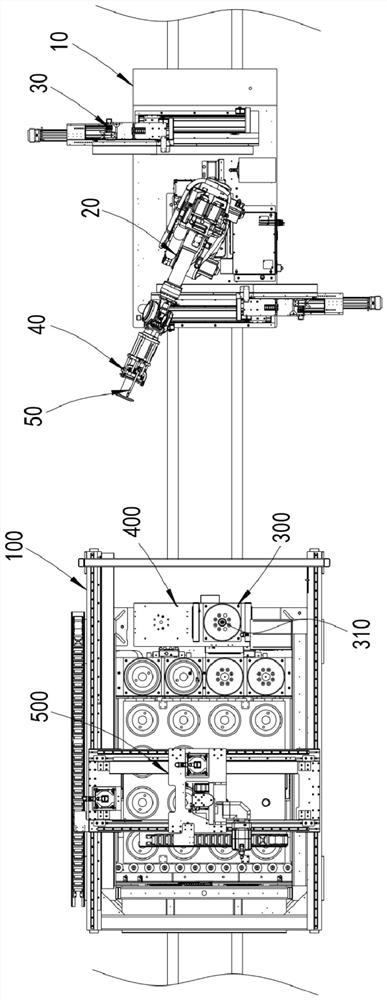
图1是本发明的工字轮上下料系统的俯视图;
图2是本发明的第一移动小车及其上结构的立体图;
图3是图2的侧视图;
图4是本发明中机械手的第一视角立体图;
图5是本发明中机械手的第二视角立体图;
图6是发明中机械手的仰视图;
图7是本发明的第二移动小车及其上结构的立体图;
图8是本发明的线轮夹爪及挑线抓线机构的立体图;
图9是图8中A区域的放大图;
图10是本发明的丝线熔断机构及线头压紧机构的立体图;
图11是图10中B区域的放大图。
具体实施方式
本发明的目的、优点和特点,将通过下面优选实施例的非限制性说明进行图示和解释。这些实施例仅是应用本发明技术方案的典型范例,凡采取等同替换或者等效变换而形成的技术方案,均落在本发明要求保护的范围之内。
在方案的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“前”、“后”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。并且,在方案的描述中,以操作人员为参照,靠近操作者的方向为近端,远离操作者的方向为远端。
下面结合附图对本发明揭示的工字轮上下料系统,如附图1所示,其包括第一移动小车100及第二移动小车10;所述第一移动小车100及第二移动小车10沿相同轨迹移动。
如附图1、附图2所示,所述第一移动小车100和第二移动小车10可以是已知的各种AGV小车或RGV小车等,优选的,所述第一移动小车100和第二移动小车10呈前后位置关系设置在同一轨道上,它们可以沿所述轨道滚动或滑动。
所述第一移动小车100和第二移动小车10实现移动的机构相同,下面以所述第一移动小车100为例进行说明,如附图2所示,所述第一移动小车100的车架110设置有驱动电机120,所述驱动电机120的电机轴垂直朝下且共轴连接齿轮130,所述齿轮130与所述轨道上的齿条(图中未示出)啮合,所述驱动电机120带动齿轮130转动,进而驱动所述齿轮130沿所述齿条滚动带动所述车架110沿所述轨道移动。
如附图1、附图2所示,所述第一移动小车200上设置有输送线200、空轮暂存位300、满轮暂存位400及桁架机器人500。
所述输送线200设置在所述车架110上,其优选为滚筒输送线,当然也可以是皮带输送线、板链线等,并且其输送方向与所述第一移动小车100的移动方向垂直。如附图2、附图3所示,所述输送线的一侧可自转地设置有一排位于其输送面上方的导引轮210,所述导引轮210的轴线与所述输送线的输送面垂直,其另一侧设置有栈板固定机构220,所述栈板固定机构220用于将所述输送线200上的栈板230固定,避免栈板230移动,所述栈板固定机构220包括气缸221及由其驱动向所述导引轮210方向移动且高于所述输送线200的输送面的压板222。
所述空轮暂存位300及满轮暂存位400设置在所述输送线200的前侧,它们设置于同一基台上,所述基台上设置有限位板,所述限位板的中部设置有定位凸台,所述定位凸台用于定位所述线轮的线轮轴的中心孔。当然,所述空轮暂存位300、满轮暂存位400也可以是其他能够竖直放置线轮的结构,此处不作赘述。
如附图2所示,所述桁架机器人500包括桁架510、移动组件520及机械手530,它们可以采用已知的各种结构,例如申请号为201811256855.5 所揭示的结构。
如附图4、附图5、附图6所示,所述机械手530包括爪座531,所述爪座531包括共轴且上、下设置的第一承载盘5311、第二承载盘5312及连接它们的连接柱5313,所述第二承载盘5312的中心形成有一通孔5314,所述爪座531上设置有图像采集装置532,所述图像采集装置532的镜头朝下且与所述第二承载盘上的通孔5314位置正对,优选所述图像采集装置532与所述通孔共轴且延伸到所述通孔5314内且固定在所述第二承载盘底部的安装座上。
如附图6所示,所述机械手530还包括两个转动爪533及一个升降爪534,两个转动爪534设置在爪座531相对两侧且它们的上端分别铰接在所述第一承载盘5311的侧部,它们的中部分别枢接一开闭气缸535,所述转动爪533上用于连接所述开闭气缸535的孔5334为一腰形孔。并且,每个所述转动爪533与开闭气缸535的连接点下方还枢接一支撑件537的端,所述支撑件537的另一端形成有一沿其长度方向延伸的腰型孔5371,所述支撑件通过一穿过所述腰型孔的连接轴枢接在所述第二承载盘上的连接座538上。
如附图6所示,两个转动爪533包括主爪体5331及可拆卸地设置在其末端的爪钩5332,所述爪钩5332与所述主爪体5331形成一接近C形的卡槽5333,从而可以抓取线轮的端板。
如附图6所示,所述升降爪534整体近似为L形且位于所述第二承载盘5312的侧部且连接驱动其升降的升降气缸536,所述升降气缸536固定在连接所述第一承载盘和第二承载盘的强化板5315上。
如附图6所示,在所述第二承载盘5312的前端共轴设置有环形磁铁539,所述环形磁铁539的中心孔的孔径不小于所述通孔。所述环形磁铁539可沿所述第二承载盘5312的轴线浮动地设置在所述第二承载盘上,例如所述环形磁铁通过一组轴向与所述第二承载盘的轴线平行的弹簧与所述第二承载盘连接。
当线轮被夹持在所述机械手上,转动爪会驱动线轮向所述环形磁铁施加压力使其向所述第一承载盘方向移动一定行程至缩回位置。所述爪座531上设置有确定所述环形磁铁处于缩回位置的接近传感器(图中未示出),当所述环形磁铁向所述第一承载盘方向移动至所述接近传感器的感应区域时,可以确定线轮被有效地保持在所述机械手上。当所述机械手松开所述环形磁铁,所述弹簧可以使所述环形磁铁复位。
所述第一移动小车及其上的结构用于供应空线轮及将满线轮堆叠在栈板上。所述第二移动小车及其上的结构用于将第一移动小车供应的空线轮安装至绕线机上以及将满线轮移动至所述第一移动小车上。
如附图1、附图7所示,所述第二移动小车10上设置有6轴机器人20、丝线熔断机构30,所述6轴机器人20连接并驱动线轮夹爪40及挑线抓线装置50移动;所述丝线熔断机构30、线轮夹爪40及挑线抓线装置50的具体结构可以是如申请号为201921497722 .7所揭示的结构。
如附图8所示,所述线轮夹爪40包括三个L形爪401及驱动它们开闭的气动卡盘(图中未示出),它们构成一三爪卡盘的夹持结构,所述气动卡盘固定在爪座402的上承载板4021,所述线轮夹爪40的爪座结构根据需要进行加长。
如附图9所示,所述挑线抓线装置50的套管501的前端共轴形成有半圆挡片5011,其抓取杆502的前端还设置有压头503,所述压头503的外径与所述半圆挡片5011的内径相当且大于所述抓取杆502的直径。
如附图10、附图11所示,所述丝线熔断机构30除了具有申请号为201921497722 .7所揭示的结构外,还包括用于测量限定在其上的丝线的直径的丝径测量仪301,所述丝径测量仪301位于熔断器302的下方,且其检测缺口与所述熔断器的熔断头的缺口对应,从而在熔断线头时可以同时进行丝径的测量。
如附图10所示,所述第二移动小车10上同样设置线头固定机构60,所述线头固定机构60用于在线头缠绕到空线轮上开始饶线时,压住线头,避免线头在绕线机的反作用力下从空线轮上松脱。如附图10所示,所述线头固定机构60包括压辊601及驱动其沿垂直于所述第二移动小车的移动方向移动的伸缩气缸602,所述压辊601可自转地设置在枢接座603上,所述枢接座603与所述气缸伸缩枢接,从而可以更好地适应预缠绕时丝线位置的变化,所述伸缩气缸602连接驱动其移动的直线模组604,所述直线模组604产生的直线移动方向与所述伸缩气缸602的伸缩方向一致。
如附图10所示,为了简化结构,所述丝线熔断机构30同样具有两级伸缩机构,且其与线头固定机构60共用一级伸缩机构,即,所述丝线熔断机构30的安装座303的设置在第一直线模组304产生的直线移动方向与所述直线模组604的直线移动方向一致,所述第一直线模组304同样设置在所述直线模组604上,具体的,所述第一直线模组304及伸缩气缸602分别设置在一载板305的顶面和底面,所述载板连接所述直线模组604的移动块。
本方案进一步解释了一种绕线系统,包括多套绕线机及放线机,还包括上述的工字轮上下料系统,多套所述绕线机及放线机呈两排分布在所述工字轮上下料系统的两侧。
另外,所绕绕线机上通常还设置有可自动开闭的门,为了避免在门未打开时所述第二移动小车上的结构进行上下料操作,在所述第二移动小车上还设置有测门传感器,所述测门传感器具体可以是接近传感器、激光传感器等,当所述测门传感器检测到信号时,表面绕线机处的门未打开,所述第二移动小车上的各机构不动作,并通过声光电等进行报警,提醒人工进行处理。
整个系统工作时,通过控制系统控制各机构的自动运行,具体的控制技术为现有技术,并不是本方案的创新点,此处不作赘述。
采用上述的工字轮上下料系统进行上下料时,其至少包括如下步骤:
所述第一移动小车和第二移动小车均移动至待上下料的绕线机旁进行下料。
所述丝线熔断机构的安装座伸出,所述6 轴机器人驱动挑线抓线装置按照现有的操作方法将满线轮与绕线机之间的丝线引导至丝线熔断机构处限位,此时,丝线位于丝径测量仪的检测区,从而通过丝径测量仪确定该绕线机处所缠绕的丝线的直径信息发送给控制系统。
桁架机械人的机械手移动至输送线上,读取一个空线轮的上端面的标签或识别码并将该空线轮移动至空轮暂存位,控制系统将该空线轮的标签或识别码与其将缠绕的丝线的直径信息绑定。
6轴机器人、挑线抓线装置及丝线熔断机构按照现有技术进行绕线机上满线轮的打结,打结的具体过程同申请号为201921497722 .7所揭示的过程,此处不作赘述。
6轴机器人驱动线轮夹爪将线头打结的满线轮抓取并放置到满轮暂存位上。
6轴机器人驱动线轮夹爪将空轮暂存位的空线轮抓取并安装至绕线机上,6轴机器人、挑线抓线装置及丝线熔断机构按照现有技术将线头缠绕至空线轮上进行绕线。
桁架机械人的机械手移动至满轮暂存位读取该满线轮上端面的标签或识别码并抓取盖满线轮,控制系统根据读取的标签或识别码信息,确定该满线轮所缠绕丝线所对应的码垛分区,并通过桁架机器人将该满线轮移动至该码垛分区进行码垛。
本发明尚有多种实施方式,凡采用等同变换或者等效变换而形成的所有技术方案,均落在本发明的保护范围之内。
- 工字轮上下料系统、其上下料方法及绕线系统
- 绕线盘自动上下料系统、其上下料方法及绕线生产线