导卫系统
文献发布时间:2023-06-19 12:00:51
技术领域
本发明涉及轧机的导卫系统,具体讲就是轧制棒材的轧机的导卫系 统。
背景技术
棒材生产时通常利用轧机轧制而成,轧机的入口侧、出口侧通常设 置有导卫,导卫对待轧制件物料实施引导、护卫的约束作用以便其导入 轧辊、并引导轧制件导出轧辊的轧制区域。
用于轧制截面尺寸为200x200mm甚至更大尺寸来料钢坯的轧机,可 以轧制圆钢或钢管的外径达350mm甚至更大,上下游轧机之间的间距都 十分有限,因为轧制原料的行程速度较慢,轧机间距过大不利于其从上 游轧机迅速抵达下游轧机,在上、下游轧机之间物料输送过程中,物料 输送时间过长将会出现温度显著降低的现象进而影响轧制质量,并且经 过过长的过渡段导槽的滑动摩擦,既损伤轧制物料的表面,也加速了过 渡段导槽的磨损;同时由于轧机轧辊的辊径已达1000mm甚至更大,为 其附设滚动导卫的难度极大,因为如此规格的轧辊的导卫重量已达2吨, 通过行车将2吨重的导卫吊运到上、下游轧机之间或上游轧机的入料侧 以及下游轧机的出料侧相对来讲是容易实现的,而将导卫水平向位移1000mm左右甚至更大方能输送到轧辊的物料导入、导出区域,难度则 是无法想象的,就也就是人力所不能及的;再加上还要准确调整导卫与 两轧辊的位置关系则是难上加难;需要更换轧辊时,拆卸导卫的困难也 是同样艰难。为了解决上述技术难题,现有技术采用的方案就是在轧机 的入料侧和出料侧的轧辊辊架上焊接简易的导槽作为导卫,也就是最简 易的滑动导卫,这就必然导致产品质量无法进一步提高,换句话讲就是 轧制的成品只能作为下游企业或下游工序的原料使用,另外,这种简易 的滑动导卫也存在磨损更换的问题,更换时对中问题又将再次面对。
现有技术中关于导卫的安装,技术人员已作出了众多且值得肯定的 努力。
名称为“棒材连轧导向装置中导卫的安装结构”(文献号为 CN2501603Y-以下简称文献1)的发明专利,文献1的目的是既要满足导 卫与底座间定位牢靠连接的要求,又应具有导卫在底座上的安装位置易 于实现微量调整之性能,从而克服上述现有技术所述的缺陷。具体公开 的方案中包括导卫和底座的连接面上分别设有导轨、导轨槽,它还包括 微调机构,该机构包括丝杠5、丝母6、定位键7,其中,丝母位于底座 2的滑槽9内,定位键固定于丝母上、并与设在导卫1底面上的键槽8相 匹配,丝杠位于丝母中、其一端延伸至底座外。
文献1就是在现有导卫与底座滑动连接基础上增设沿轧辊轴向微调 及定位装置,使导卫即可定位固定安装在底座上,又可方便地调整其在 底座上的安装位置,从而克服了现有技术中导卫或易于滑移、或无法调 整等缺陷。可见,文献1解决的是导卫的固定与微调的问题,并且定位 的方向是轧制的方向,微调的方向是垂直轧制方向的水平向。上述方案未涉及大规格、大重量的导卫位移问题,换句话讲就是如何将导卫转运 到底座上,换句话讲就是文献1未公开导卫如何位移至轧辊的入料口的 定位位置。
名称为“一种立式轧机入口共用诱导装置”(文献号为CN102728628B, 以下简称文献2),文献2涉及的轧制方圆钢成品的立式轧机,通常就是 指大规格的坯料的轧制设备。文献2面临的问题包括轧件与导卫装置之 间的摩擦为滑动摩擦、导卫装置没有共用性即轧辊孔型导卫腔体不可调 整或调整困难。
文献2提供的诱导装置可使钢坯在上、下托臂及托臂两侧挡板组成 的空间内运行,通过导辊和侧挡板的限位作用,引导钢坯正确咬入立式 轧机。固定托架上的滑槽对导板体、垂直方向进行定位,水平方向以导 辊垂直中心线对准轧制线为标准,垂直方向以下托臂导辊上工作面与轧 机间溜槽下工作面平齐为标准。当变换轧制规格时,下托臂固定不动, 人工转动开口度调整手柄,上托臂在调整丝杠带动下抬起,带动上导辊 抬起至适应新规格要求,因此不用更换导卫装置,即可轧制新规格。由 于导板体可沿轧制线方向调整位置,轧钢时导板体上带有导辊的上、下 托臂伸入安装于内机架上的两轧辊间,换辊时导板体向后移位,托臂连 同导辊退出轧辊及内机架牌坊,丝毫不妨碍内机架的水平移动,因此换 辊不必更换导卫装置,可显著缩短换辊时间,提高轧机作业率和整个轧 制线的设备产能,并极大延长导卫装置的使用寿命,减少备件储备量及 费用支出,降低生产成本。文献2与文献1存在的同样问题是并未涉及 导卫装置是如何抵达图示所在位置的,因为下托臂1、上托臂3的悬置 必须与轧机机架避让时才能吊落至固定托架7上,而平移丝杠8带动丝 母10、限位开口瓦座11的位移的行程要明显短于下托臂1、上托臂3的 悬置段长度,就是说到导卫装置在下落至固定托架7所在高度时必须向 轧辊的入料口处水平位移方能落至在固定托架7上,就是这一过程对于 重达两吨的装置来讲是极为困难的,,且下托臂1固定,上托臂3上下移 动,导致轧制中心高即轧制线上下浮动,难以满足或不符合连轧轧制工艺 要求。
名称为“一种用于导卫横梁固定的新型结构”(文献号为CN 210045766U,以下简称文献3),文献3公开的是在轧机牌坊上焊接固定 左固定结构和右固定结构,目的是固定导卫横梁10,具体吊装时用钢 丝绳捆住导卫横梁10,指挥天车吊起导卫横梁,调整适当位置,紧贴本 发明固定结构,先在文献3的图8中导卫横梁上部的T形槽口处放入T 型螺杆,并与本发明中的左右固定结构中的U形卡口配合,拧上螺帽, 临时固定导卫横梁。很显然,文献3中未涉及导卫装置的安装与拆卸, 只是涉及了用于固定导卫装置的导卫横梁10的安装与固定。
另外,上述现有文献1、2、3中的用于固定导卫的机架或底座相对 于轧机牌坊或机架则是固定的。如文献1中的底座2固定于导向装置中 的固定导向梁架13上;文献2中的固定托架7整体呈“T”形,由架体 13及耳板12组装而成,两块耳板12分别用四个螺栓把接在架体13两 端,两块耳板12则分别固定在立式轧机外侧机架牌坊的立柱上;文献3 中的导卫横梁10也是固定在轧机牌坊上焊接固定的左固定结构和右固 定结构上的。
发明内容
本发明的目的是提供一种适用于轧制大尺寸规格的棒材的导卫系 统,以改善导卫安装就位的便利性,简化导卫与轧机适配的操作拆装过 程。
一种导卫系统,其特征在于:由上、中、下游轧机构成的轧机系统, 位于上、中游轧机或中、下游轧机之间有导卫底座,导卫底座上的轨道 的延伸方向平行于轧件行进方向,上、中游轧机或中、下游轧机的入口 导卫、出口导卫沿轨道(21)限定的方向上位移且由锁定机构锁定其位 于上、中、下游轧机入口或出口处的位置。
上述方案中,导卫底座布置在上、中游或中、下游轧机之间,导卫 底座上设置轨道,导卫就位安装或拆卸挪位时,可以用起吊设备将导卫 垂直向吊起脱离或落下至导卫底座,此过程无任何环境阻挡或妨碍;让 导卫直接落至在轨道上,此时便可以解除与起吊设备的连接,沿轨道移 动导卫至轧辊的入口或出口处,彻底解决了大型重载导卫一方面需要起 吊设备吊起以承担起重量的任务、又要向轧辊入口或出口位移的困难, 彻底解决了大型重载导卫悬吊状态下同时完成就位的难题。
附图说明
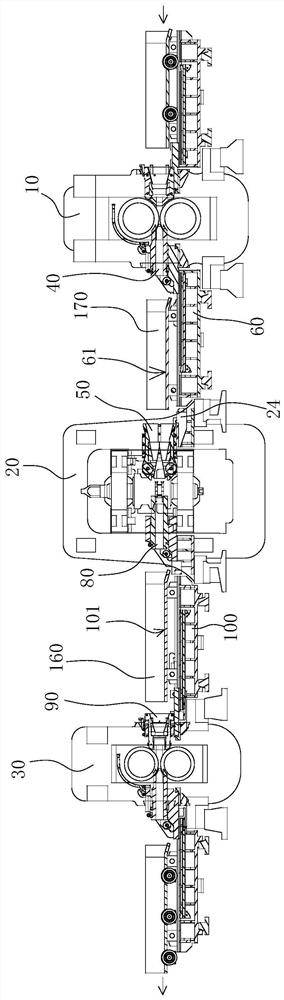
图1是本发明所适用的轧机系统;
图2、3是本发明的剖视结构示意图;
图4是本发明的侧视结构示意图;
图5、6、7是本发明的立体结构示意图;
图3、4、5、6、7中的10、20、30表示的是上、中、下游轧机的占位。
具体实施方式
本发明提供的导卫系统适用于由上、中、下游轧机10、20、30构成 的连轧系统,尤其是轧辊辊径尺寸达1m、待轧制的坯料为200mm*200mm 及更大的方圆料、轧制件截面直径达75-350mm甚至更大的棒料。如图1、 2所示,位于上、中游轧机10、20或中、下游轧机20、30之间有导卫底 座,导卫底座上的轨道的延伸方向平行于轧件行进方向,图中的箭头方 向为轧件的轧制行进方向,上、中游轧机10、20或中、下游轧机20、 30的入口导卫、出口导卫沿轨道限定的方向上位移且由锁定机构锁定其 位于上、中、下游轧机10、20、30入口或出口处的位置。
上述方案中,导卫底座上设置轨道用于承接导卫,相应轧机的入口 导卫、出口导卫由行车或起吊设备吊离或落至于导卫底座的轨道上,此 过程中导卫只是上下运动,作业十分方便,位于轨道上的导卫可以沿轨 道移至或移离轧机的入口或出口处,当导卫移动至轧机的入口、出口处 并与轧辊上的轧制槽口对齐时由锁定机构将导卫位置锁定,便可以实施 轧制作业了,当解除锁定机构施加于导卫的锁定约束,便可以拖动导卫 使其位移至轧机机架前或后侧,由于导卫所处的起吊位与轧机机架处在 避让位置处,便于起重设备将其起吊,另外,向轧机所在处推送或移出 时导卫是由轨道承接和导向的,而起重设备是闲置状态,所以沿轨道位 移导卫的过程操作十分方便。
作为优选方案,导卫底座位于基础上布置的横向轨道上,横向轨道 的方向为垂直于轧件行进方向的水平向,锁位机构锁定导卫底座于横向 轨道上的位置。设置横向轨道至少有三方面的技术效果,其一是导卫底 座沿横向轨道位移时可以将导卫横向位移至导卫与轧辊上的轧制槽口 正对的位置处,即实现了导卫沿轧辊轴向的位移调整;其二是由于轧机 机架之间的位置十分有限,将导卫底座位移至轧机的旁侧,起吊导卫的 过程将十分安全,可以避免起吊过程中摆动或晃动的导卫与轧机机架或 其它辅助设备的干涉、磕碰现象;其三是导卫底座上可以设置两组轨道, 设置两组轨道的作用在后续的说明中将有详细说明。
上、中游轧机10、20之间的间距大于等于上游轧机出口导卫40与 中游轧机入口导卫50的长度之和时,上、中游轧机10、20之间设置的 上中游导卫底座60的轨道61为一组且上游轧机出口导卫40、中游轧机 入口导卫50位于同组轨道61上。本优选方案就是考虑到上、中游轧机 10、20之间的间距大小而设定优选的上中游导卫底座60的轨道61的方 案,一组轨道的含义就是指两根间隔布置的导轨构成一组,保证上游轧 机出口导卫40、中游轧机入口导卫50放置在轨道61上,自然处在同一 轧制路径位置上,适当调整上中游导卫底座60的横向位置即轧辊轴向的 位置,便同时实现了上游轧机出口导卫40与上游轧机10以及中游轧机 入口导卫50与中游轧机20的轧辊的轧制槽口的对中。需要说明的是, 图2所示的状态可视为相当于上、中游轧机10、20之间的间距等于或略 小于上游轧机出口导卫40与中游轧机入口导卫50的长度之和的状态, 此时应考虑以下所述的两组轨道的方案为宜。
与所述的上、中游轧机10、20之间的间距大小相符的情况基本相同, 中、下游轧机20、30之间的间距大于等于中游轧机出口导卫80与下游 轧机入口导卫90的长度之和时,中下游导卫底座100的轨道101为一组 且中游轧机出口导卫80、下游轧机入口导卫90位于同组轨道101上。
上述的上中游导卫底座60的轨道61、中下游导卫底座100的轨道 101均设为一组,其条件是上、中游轧机10、20之间的间距大小大于上 游轧机出口导卫40与中游轧机入口导卫50的长度之和为优选,以及中、 下游轧机20、30之间的间距大于中游轧机出口导卫80与下游轧机入口 导卫90的长度之和,该条件包括两种情况,其一是上游轧机出口导卫 40与中游轧机入口导卫50两者紧邻布置在轨道61上的长度之和,以及 中游轧机出口导卫80与下游轧机入口导卫90两者紧邻布置在轨道101 上的长度之和;其二是先将上游轧机出口导卫40放置在轨道61上并将 其推送、定位至上游轧机10的出口处,上游轧机出口导卫40与中游轧 机20之间的间距仍大于等于中游轧机入口导卫50的长度,此时仍然可 以将中游轧机入口导卫50直接吊运至上中游导卫底座60的轨道61上或 从其上吊离,反之先安装中游轧机入口导卫50再安装上游轧机出口导卫 40的情况亦然;中、下游轧机20、30之间的间距与其间设置的中下游 导卫底座100的轨道101设置方案可以按上述上、中游轧机10、20之间的情况确定。
当上、中游轧机10、20以及中、下游轧机20、30之间的间距满足 上述条件时,可以设置一组轨道,以减少设备投入、调整跨界且占用空 间少。
由于设置了横向轨道,不仅方便了导卫沿轧机轧辊轴向的位移调 整,还可以在导卫底座上设置两组轨道,即上中游导卫底座60上的轨道 61平行间隔布置两组且上游轧机出口导卫40和中游轧机入口导卫50分 置在两组轨道61上,和/或中下游导卫底座100的轨道101平行间隔布 置两组且中游轧机出口导卫80和下游轧机入口导卫90分置于每组轨道101上,如图5、6、7所示。
对于图1所示的轧机系统,其中的中游轧机20的机架与上、下游轧 机10、30的机架形状存在差异,即中游轧机20的两端机架立柱21的下 段分别向前下方、向后下弯曲状延伸至前、后底横梁22、23上,并且上、 中游轧机10、20以及中、下游轧机20、30的机架之间的间距十分有限, 结合图2,只是略大于所附设的单个导卫的长度,无法满足大于邻近布 置的两个导卫的长度之和,采用的导卫底座布置单个轨道的方案无法 实现导卫的安装,为此本发明提供导卫底座并列布置双轨道的方案。另 外,在中游轧机20的机架的前底横梁22处设置入口导卫固定座24,让 上中游导卫底座60上的一个轨道61上的中游轧机入口导卫50移动至入 口导卫固定座24上,此时中游轧机入口导卫50与上中游导卫底座60分 离,上中游导卫底座60沿横向轨道70位移至上游轧机出口导卫40处在 与上游轧机10的相应的轧制槽口轴向正对的位置,图中所示的驱动上中 游导卫底座60位移的动力为油缸170,也可以是丝杠/链条等其他牵引 方式。
再移动上游轧机出口导卫40向轧辊的轧制槽口靠近,需要说明的是 上游轧机出口导卫40移动到位时仍保持与上中游导卫底座60的连接关 系,即两者并未完全分离。用于固定中游轧机入口导卫50位置的锁定机 构241设置在入口导卫固定座24上,对于中下游导卫底座100的轨道101 中游轧机出口导卫80和下游轧机入口导卫90的安装与拆分原理同上, 此处不再赘述,只是锁定中游轧机出口导卫80位置的锁定机构251设置 在出口导卫固定座25上;另外,上游轧机出口导卫40、下游轧机入口 导卫90的锁定机构62、102分别设置在上中游导卫底座60、中下游导卫 底座100上。
作为优选方案,上游轧机10的前端布置有上游轧机导卫底座110, 上游轧机导卫底座110上的轨道111的延伸方向平行于轧件行进方向, 上游轧机导卫120布置于上游轧机导卫底座110上的轨道111上且两者 构成滑移配合,上游轧机导卫底座110上设置有锁紧单元130用于锁定 上游轧机导卫120的位置。
同样是优选方案,下游轧机30的尾端布置有下游轧机导卫底座140, 下游轧机导卫底座140上的轨道141的延伸方向平行于轧件行进方向, 下游轧机导卫150布置于下游轧机导卫底座140上的轨道141上且两者 构成滑移配合,下游轧机导卫底座140上设置有锁紧单元142用于锁定 下游轧机导卫150的位置。
上述方案就是分别针对上、下游轧机10、30的入口、出口导卫设置 的辅助底座,确保上游轧机导卫120、下游轧机导卫150的安装、拆卸 的方便与快捷。由于上游轧机10的入口、下游轧机30的出口只设置一 个导卫,所以上游轧机导卫底座110上的轨道111、下游轧机导卫底座 140上的轨道141只设置一组即可。
布置于上、中游轧机10、20和/或中、下游轧机20、30的对于位置 处的导卫安装定位后,尤其是中游轧机入口导卫50与上游轧机出口导卫 40之间,以及中游轧机出口导卫80与下游轧机入口导卫90之间有适当 间距,为保证轧件顺利通过该间隔区段,所述的上、中游轧机10、20 和/或中、下游轧机20、30的入口导卫、出口导卫之间的导卫底座上设 置有槽口向上的导卫槽160。由此可见导卫底座既可以用来载运导卫又 可以布置导卫槽160,确保轧件顺利通过轧机而实现轧制目的。上游轧 机导卫底座110上的轨道111、下游轧机导卫底座140上的轨道141上亦 相应布置有导卫槽160。
上中游导卫底座60和中下游导卫底座100上设置有拖动机构驱动其 上设置的导卫相对于轨道21及轨道101位移。进一步的,所述的拖动机 构为带、链或丝杠螺母传动机构。鉴于导卫重量过大,选择动力机构代 替人力推送、拉移可以大大简化劳动强度,并且选择带、链或丝杠螺母 传动机构作为拖动机构,还可以在上中游导卫底座60和中下游导卫底座 100的长度有限的前提下获得最大的位移行程。
- 一种导辊、导卫及进口导卫系统
- 一种可更换导卫扣手的四辊轧机导卫装置