一种双气压振动气动棉箱
文献发布时间:2023-06-19 09:24:30
技术领域
本发明涉及气动棉箱技术领域,尤其是涉及一种双气压振动气动棉箱。
背景技术
气动棉箱是纤维成网前成型的第一步,安装在成网机前,通过管道将预备储棉箱的纤维输入本机的上棉箱,并将输出的筵棉喂给成网机。现有的气动棉箱的进棉均匀度、纤维的密度一致性均较差,且存在堵棉等异常情况,无法做到不间断供棉,效率较低。
发明内容
本发明的目的在于克服上述现有技术的不足,提供一种双气压振动气动棉箱,横向移动进棉机构的进棉的横向均匀度好;网带式凝棉机构结构简单易维护,运行稳定,实现不间断供棉,不存在堵棉等异常情况;下棉箱可保证整个门幅上的纤维的密度一致,为成网机提供均匀稳定的筵棉。
为了实现上述目的,本发明采用如下技术方案:
一种双气压振动气动棉箱,包括从上往下设置且连通的横向移动进棉机构、网带式凝棉机构和下棉箱,所述横向移动进棉机构包括左密封带收卷辊、右密封带收卷辊和密封带,所述密封带的两端分别收卷于左密封带收卷辊和右密封带收卷辊,密封带上端面连接有移动小车,所述移动小车的上端连接进棉口,所述网带式凝棉机构包括通过网带导辊带动进行传送的网带和位于网带一侧的储棉区,所述进棉口、移动小车通过密封带连通储棉区,位于储棉区内的网带为向下运动且网带外围设有密封装置,所述网带式凝棉机构还包括位于网带另一侧的排尘口,所述排尘口和储棉区分别位于网带两侧,所述下棉箱包括与储棉区连通的进棉通道、位于进棉通道下方的进棉罗拉、位于进棉罗拉下方的角钉锡林、位于角钉锡林下方的出棉罗拉,所述角钉锡林和出棉罗拉之间设有气流通道。
所述横向移动进棉机构包括进棉机构机架,所述进棉机构机架安装有上型材和下型材,所述移动小车沿着上型材移动,所述密封带沿着下型材移动。
所述上型材包括上下间隔分布的两组,所述进棉口沿着位于上部的一组上型材移动,所述移动小车在上下两组上型材之间往复移动,所述下型材包括上下间隔分布的两组且下型材位于上型材的下方,所述密封带在上下两组下型材之间往复移动。
两组所述下型材均安装有密封条,所述密封条分别贴合密封带的上下端面。
所述进棉口和移动小车均为上下贯通结构,所述密封带设有开口,所述开口与移动小车底部相通。
所述网带式凝棉机构包括凝棉机构机架,所述凝棉机构机架安装有毛刷辊和垃圾斗,所述毛刷辊的外壁贴合网带的内表面,所述垃圾斗位于毛刷辊的正下方。
所述下棉箱包括下棉箱机架,所述下棉箱机架安装有振动器,所述振动器设有通孔,所述气流通道的下部连通振动器,所述气流通道经过角钉锡林。
所述气流通道的顶部设有进气口,气流通道位于进气口的下方设有静压腔,气流通道位于静压腔的下方设有多个挡风板。
所述挡风板为错开分布,一侧挡风板的下端延长线延伸到另一侧的挡风板所形成的开口内。
本发明的有益效果是:横向移动进棉机构的进棉的横向均匀度好;网带式凝棉机构结构简单易维护,运行稳定,实现不间断供棉,不存在堵棉等异常情况;下棉箱可保证整个门幅上的纤维的密度一致,为成网机提供均匀稳定的筵棉。
附图说明
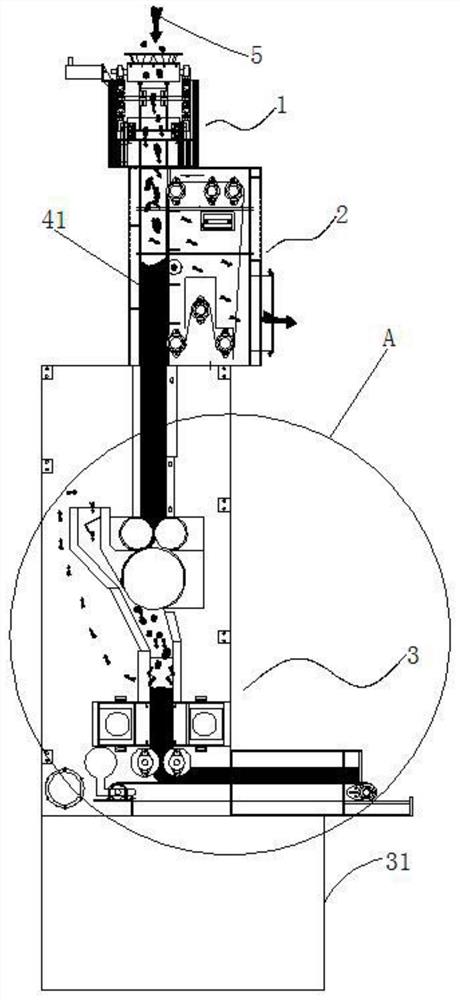
图1为本发明的结构示意图;
图2为本发明的横向移动进棉机构的主视图;
图3为本发明的横向移动进棉机构的侧视图;
图4为本发明的网带式凝棉机构的结构示意图;
图5为图1中A处的放大图;
图6为本发明的气流通道的侧视示意图;
图7为本发明的气流通道的主视示意图。
图中:横向移动进棉机构1、进棉机构机架11、上型材12、下型材13、左密封带收卷辊14、右密封带收卷辊15、密封带16、左导辊17、右导辊18、移动小车19、进棉口110、密封条111、网带式凝棉机构2、凝棉机构机架21、网带导辊22、网带23、毛刷辊24、垃圾斗25、网带张紧机构26、储棉区27、密封装置28、排尘口29、下棉箱3、下棉箱机架31、进棉通道32、进棉罗拉33、角钉锡林34、振动器35、出棉罗拉36、气流通道37、进气口38、静压腔39、挡风板310、纤维4、凝棉41、空气5。
具体实施方式
下面结合附图和具体实施方式对本发明作进一步描述:
如图1~图7所示,一种双气压振动气动棉箱,包括从上往下设置且连通的横向移动进棉机构1、网带式凝棉机构2和下棉箱3,横向移动进棉机构1和网带式凝棉机构2组成上棉箱。纤维4通过横向移动进棉机构1可以横向均匀进入上棉箱。主要过棉通道采用不锈钢板加工而成,光滑无毛刺,不勾挂纤维4。
所述横向移动进棉机构1包括左密封带收卷辊14、右密封带收卷辊15和密封带16,所述密封带16的两端分别收卷于左密封带收卷辊14和右密封带收卷辊15,左密封带收卷辊14动作将密封带16带着往左移动,右密封带收卷辊15动作将密封带16带着往右移动,例如幅宽为1.5米时则只需密封带16在左右1.5米的范围内移动即可。左密封带收卷辊14和右密封带收卷辊15通过伺服电机驱动,在设定好的程序做有规律的运行(在幅宽范围内往复移动),可以通过行走速度设置改变横向进棉的量,从而改变进棉的横向均匀度。
横向移动进棉机构1通过管道与进棉系统相连接,在配棉管道中安装有压力传感器和压力表,根据压力的大小来控制预备储棉箱供给棉箱的喂棉量,保证其上棉箱的压力稳定,棉花密度均匀。上棉箱的压力设定范围一般为300~1000Pa(即连续喂棉的设定压力),压力波动应在设定值上下有序浮动。横向移动进棉机构1配有两个伺服电机及密封带16,两个伺服电机分别带动左密封带收卷辊14、右密封带收卷辊15。为了提高系统的稳定性,以减少棉层密度波动,使用连续喂棉装置,根据配棉管道的压力变化使预备储棉箱的给棉罗拉进行无级调速,保证了整个系统的连续供给。
所述横向移动进棉机构1包括进棉机构机架11,进棉机构机架11安装有左导辊17和右导辊18,密封带16传送经过左导辊17和右导辊18,其中左导辊17位于靠近左密封带收卷辊14的一侧,右导辊18位于靠近右密封带收卷辊15的一侧,左导辊17和右导辊18水平相对且位于左导辊17和右导辊18之间的密封带16为水平的。
密封带16上端面连接有移动小车19,所述移动小车19的上端连接进棉口110,进棉口110通过软管连接预备储棉箱,预备储棉箱中的纤维4随着空气5进入进棉口110、移动小车19并穿过密封带16进入网带式凝棉机构2。
所述进棉机构机架11安装有上型材12和下型材13,所述移动小车19沿着上型材12移动,所述密封带16沿着下型材13移动。
所述上型材12包括上下间隔分布的两组,所述进棉口110沿着位于上部的一组上型材12移动,所述移动小车19在上下两组上型材12之间往复移动,所述下型材13包括上下间隔分布的两组且下型材13位于上型材12的下方,所述密封带16在上下两组下型材13之间往复移动。上型材12和下型材13均可起到支撑导向作用。
两组所述下型材13均安装有密封条111,所述密封条111分别贴合密封带16的上下端面。位于上部的两个下型材13的密封条111贴合密封带16的上端面,位于下部的两个下型材13的密封条111贴合密封带16的下端面,密封条111可以起到对密封带16周边的密封作用,防止纤维4从密封带16周边的缝隙跑出。
所述进棉口110和移动小车19均为上下贯通结构,所述密封带16设有开口,所述开口与移动小车19底部相通。
所述网带式凝棉机构2包括通过网带导辊22带动进行传送的网带23和位于网带23一侧的储棉区27,所述进棉口110、移动小车19通过密封带16连通储棉区27,所述网带式凝棉机构2包括凝棉机构机架21,网带导辊22均安装于凝棉机构机架21,以图4为参考,储棉区27位于网带23的左侧,网带23为逆时针传送。从密封带16开口往下落的纤维4在储棉区27的下部逐渐堆积成凝棉41。
网带式凝棉机构2结构简单易维护,运行稳定,实现不间断供棉,不存在堵棉等异常情况。网带23运行速度根据下棉箱3的压力变化控制,保证给棉稳定。排尘口29可以连接除尘中心,保持车间无尘生产。
位于储棉区27内的网带23为向下运动且网带23外围设有密封装置28,所述网带式凝棉机构2还包括位于网带23另一侧的排尘口29,所述排尘口29和储棉区27分别位于网带23两侧,以图4为参考,密封装置28将位于左侧的竖直方向的网带23外围与凝棉机构机架21之间密封住,即从预备储棉箱过来的空气5只能从位于左侧的竖直方向的网带23的网孔中穿过并最终从排尘口29跑出,空气5经过位于左侧的竖直方向的网带23时将纤维4均匀吸附于位于左侧的竖直方向的网带23表面,同时该处网带23的移动方向朝下,即纤维4被均匀往下带动形成凝棉41。网带23做循环运动,保证了进来的空气5可以随时排出,保证了上棉箱的纤维4的密度,纤维4的密度可以通过设定上棉箱的内部气压调整,从而实现了纤维4的初步成型。
凝棉机构机架21安装有网带张紧机构26,通过网带张紧机构26可对网带23的张紧程度进行调节。
所述凝棉机构机架21安装有毛刷辊24和垃圾斗25,所述毛刷辊24的外壁贴合网带23的内表面,所述垃圾斗25位于毛刷辊24的正下方。通过毛刷辊24将吸附在网带23的内表面的纤维4刷下并落入垃圾斗25,垃圾斗25可直接抽出凝棉机构机架21进行清理。
所述下棉箱3包括与储棉区27连通的进棉通道32、位于进棉通道32下方的进棉罗拉33、位于进棉罗拉33下方的角钉锡林34、位于角钉锡林34下方的出棉罗拉36,所述角钉锡林34和出棉罗拉36之间设有气流通道37。所述下棉箱3包括下棉箱机架31,所述下棉箱机架31安装有振动器35,所述振动器35设有通孔,所述气流通道37的下部连通振动器35,所述气流通道37经过角钉锡林34。
振动器35有很多小孔,帮助排出下落的纤维4中的空气,振动器35通过振动使纤维层保持一定的密度,振动器35也能消除纤维4堆积过程中产生的空隙,保证整个门幅上的纤维4的密度一致。
初步成型的纤维4在网带23的带动下进入下棉箱3的进棉喂入机构,进棉喂入机构包括两根进棉罗拉33和一根角钉锡林34,以图5为参照,位于左侧的进棉罗拉33为顺时针旋转,位于右侧的进棉罗拉33为逆时针旋转,角钉锡林34为逆时针旋转。这样可以将纤维4均匀喂入下棉箱3,由于角钉锡林34表面有钉子,并在角钉锡林34表面配有高速气流,迫使纤维4迅速离开角钉锡林34并顺着气流快速下落,高速气流通过振动器35排出(振动器35两侧均设有排气孔),下落后的纤维4在下棉箱3均匀堆积,并通过振动器35使纤维层保持一定的密度,振动器35也能消除纤维4堆积过程中产生的空隙,保证整个门幅上的纤维4的密度一致。
进棉罗拉33外包长城形锯齿针布,轴头与齿轮减速电动机直联,进棉罗拉33之间的隔距可调,进棉罗拉33的转速根据下棉箱3的压力变化控制,保证下棉箱3的压力稳定。角钉锡林34植有四排螺旋状排列的角钉,对纤维4进行充分柔和的开松,对纤维损伤小,由电动机经平皮带传动,皮带盘处安装有检测开关,用以防止角钉停转轧车。
所述气流通道37的顶部设有进气口38,进气口38内设有循环风机,气流通道37位于进气口38的下方设有静压腔39,气流通道37位于静压腔39的下方设有多个挡风板310。循环风机叶轮及蜗壳均采用铸铝制成,循环风机产生的气流经静压腔39扩散,达到在机幅宽度内横向分布基本均匀一致,静压腔39可整体翻开,易于检修清洁。
所述挡风板310为错开分布,一侧挡风板310的下端延长线延伸到另一侧的挡风板310所形成的开口内。由于两个进气口38进来的气流需要覆盖一定幅宽的区域(例如幅宽1.5米),这样从静压腔39出来的气流经过多个挡风板310后能够在一定幅宽的区域形成均匀的气流,保证整个门幅上的纤维4的密度一致性。
下棉箱3采用风机通过静压腔39循环吹气,使整个机幅内压力均匀,保证纤维4的密度均匀。采用压力传感器,根据下棉箱3的压力变化来控制进棉罗拉33的转速,保证下棉箱3的压力更稳定,输出的筵棉更均匀。下棉箱3的压力一般设为120~300Pa,压力波动应控制在±10Pa范围内,为成网机提供均匀稳定的筵棉。
以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种双气压振动气动棉箱
- 一种具有自调匀整功能并可连续喂棉的气压振动式棉箱