一种飞机座椅滑轨加工专用夹具
文献发布时间:2023-06-19 09:27:35
技术领域
本发明属于夹具领域,特别涉及一种飞机座椅滑轨加工专用夹具。
背景技术
工件在机床上加工时,常需要夹具定位加工。民航客机的上的座椅通过座椅滑轨与飞机主结构安全连接,座椅滑轨的主要作用是快速安装和调整飞机座椅,将座椅滑轨其设置在底板上不仅保护了地板,而且滑轨上的安装孔也给座椅提供了不同的安装位置,方便其拆装及移动。由于要求在滑轨上安装调试座椅时,不能出现滑动不畅的情况,所以要求加工后的座椅滑轨不能出现扭曲变形,但是,由于滑轨的制作材料大都采用宽度窄、长度大的铝型材,由于型材本身的固有特点使其校正过程难度较大。
同时,在加工飞机座椅滑轨或其他结构类型的型材时,因为需要准备专用的垫块来支撑空间,所以,在装夹过程中需要使用数量不等的压板、垫块、螺杆等夹具,费时费力,工作效率低,从而导致座椅滑轨的生产效率很低。
发明内容
针对现有技术存在的不足,本发明的目的在于,提供一种飞机座椅滑轨加工专用夹具,解决现有技术中飞机座椅滑轨加工过程中型材易变形、装夹难校正的缺陷。
为了解决上述技术问题,本发明采用如下技术方案予以实现:
一种飞机座椅滑轨加工专用夹具,包括底座,所述底座一侧相互平行且等间距布设有多个夹紧单元;所述夹紧单元通过滑动机构与底座滑动连接;
所述底座包括工作台,所述工作台上表面设置有定位台;
所述夹紧单元包括立柱,所述立柱的顶端连接有气缸组件,所述气缸组件的下端连接有夹具组件,所述夹具组件在气缸组件的驱动下沿垂直定位台的方向上下移动;
所述滑动机构包括滑轨和与滑轨嵌套的滑套;所述滑轨与底座固定连接,所述滑套紧贴立柱下端部设置。
本发明还具有以下技术特征:
具体的,所述工作台包括上底板、下底板和多个连接板;所述下底板位于上底板下方与上底板平行;所述连接板设置在上底板和下底板之间且垂直于上底板和下底板。
更进一步的,所述气缸组件包括伸缩气缸和手板阀,所述手板阀通过气管与所述伸缩气缸相连用于调节伸缩气缸的气流大小。
更进一步的,所述夹具组件包括导向柱,所述导向柱穿设在开设于伸缩气缸上的导向孔的内部且导向柱的下方连接下压板,所述下压板下方设置有用于与飞机座椅滑轨抵接的垫块,所述垫块的型面形状与待加工零件的型面形状相适配。
更进一步的,所述垫块包括相接设置的第一膨胀块、第二膨胀块和第三膨胀块。
更进一步的,所述滑轨上开设有多个用于限位的限位孔。
更进一步的,所述立柱与定位台之间设置有支撑杆。
更进一步的,所述定位台包括L型下支撑台和L型上支撑台,所述L型上支撑台的横向板的底面与L型下支撑台的横向板的顶面抵接。
更进一步的,所述连接板有多个且相互平行设置。
更进一步的,所述夹紧单元2的间距为50.0mm~150.0mm。
本发明与现有技术相比,具有如下技术效果:
(Ⅰ)本发明采用伸缩气缸作为夹紧单元的动力源,不仅装夹简单,夹紧力平稳,而且操作方便,解决了型材易变形、装夹难校正的特点,通过使用与待加工零件的型面形状相适配的垫块及定位台,可以牢固固定待加工零件。
(II)本发明可根据实际需要调整夹紧单元的数量,有效缩短了飞机座椅滑轨的装夹时间,提高了生产效率,从而有效降低了加工成本,保证了加工质量。
附图说明
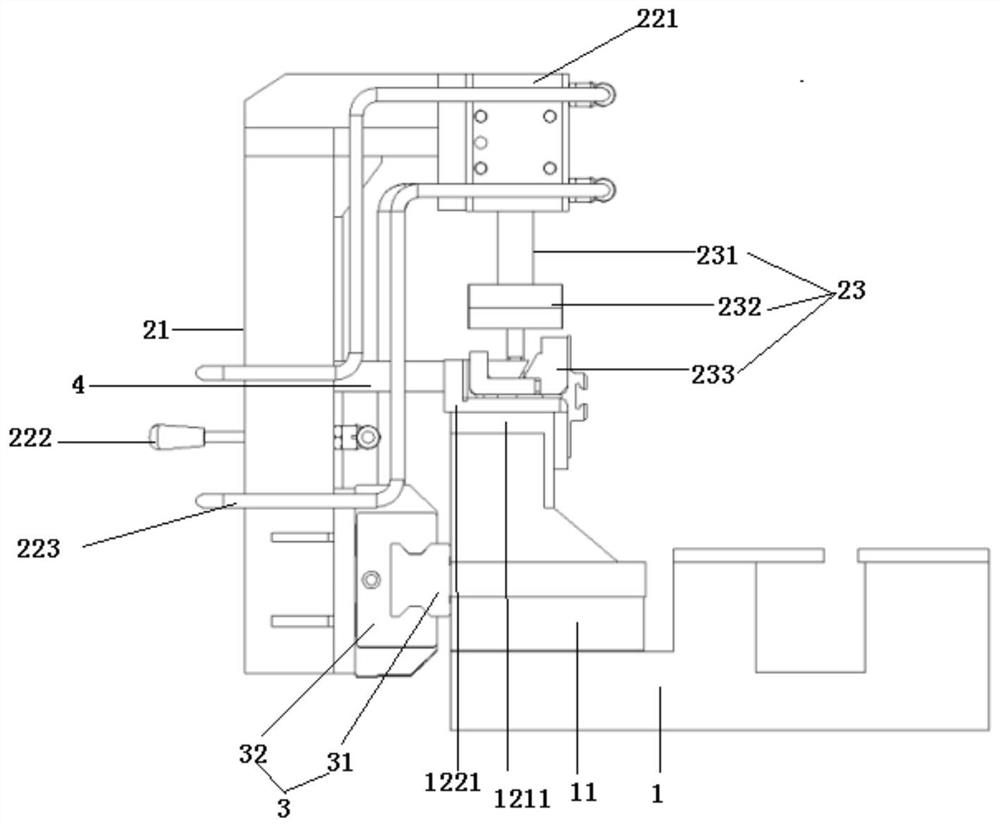
图1为本发明的侧视图。
图2为本发明的整体结构示意图。
图3为本发明的部分组件结构示意图。
图4为本发明的夹具组件结构示意图。
图中各符号表示:1-底座,2-夹紧单元,3-滑动机构,4-支撑杆;11-工作台, 12-定位台;21-立柱,22-气缸组件,23-夹具组件;31-滑轨,32-滑套;111-上底板,112-下底板,113-连接板;121-L型下支撑台,122-L型上支撑台;1211-第一横向板,1221-第二横向板;221-伸缩气缸,222-手板阀,223-气管,224-导向孔;231-导向柱,232-下压板,233-垫块;2331-第一膨胀块,2332-第二膨胀块, 2333-第三膨胀块;311-限位孔。
以下结合实施例对本发明的具体内容作进一步详细解释说明。
具体实施方式
需要说明的是,本发明中的所有部件,如无特殊说明,全部采用现有技术中已知的部件。
本发明所用的术语“上”、“下”、“前”、“后”等指示的方位或位置关系仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,“内”、“外”是指相应部件轮廓的内和外,不能将上述术语理解为对本发明的限制。
在本发明中,在未作相反说明的情况下,术语“安装”、“相连”、“连接”、“固定”等应做广义理解,例如,可以是固定连接,也可以是可拆卸连接或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
实施例1:
遵从上述技术方案,如图1至图3所示,本实施例给出一种
一种飞机座椅滑轨加工专用夹具,包括底座1,底座1一侧相互平行且等间距布设有多个夹紧单元2;夹紧单元2通过滑动机构3与底座1滑动连接;
底座1包括工作台11,工作台11上表面设置有定位台12;
夹紧单元2包括立柱21,立柱21的顶端连接有气缸组件22,气缸组件22 的下端连接有夹具组件23,夹具组件23在气缸组件22的驱动下沿垂直定位台 12的方向上下移动;
滑动机构3包括滑轨31和与滑轨31嵌套的滑套32;滑轨31与底座1固定连接,滑套32紧贴立柱21下端部设置。
定位台12用于放置待加工的飞机座椅滑轨,夹紧单元2与定位台12配合,用于固定待加工的飞机座椅滑轨。滑动机构3用于调整夹紧单元2的位置。
作为本实施例的一种优选方案,工作台11包括上底板111、下底板112和多个连接板113;下底板112位于上底板111下方且与上底板112平行;连接板113设置在上底板111和下底板112之间且垂直于上底板111和下底板112。
作为本实施例的一种优选方案,气缸组件22包括伸缩气缸221和手板阀222,手板阀222通过气管223与伸缩气缸221相连用于调节伸缩气缸221的气流大小。伸缩气缸221用于为夹紧单元2提供沿垂直定位台12的方向上下移动的动能,气管223用于为伸缩气缸221提供气源,手板阀222通过控制阀体的移动来档住或露出不同的气孔,通过气压推动伸缩气缸221活塞带动活塞杆并最终带动夹紧单元 2运动,手板阀222还可以用于调节进出伸缩气缸221的气流的方向,以实现伸缩气缸221的伸缩。
作为本实施例的一种优选方案,夹具组件23包括导向柱231,导向柱231穿设在开设于伸缩气缸上的导向孔224的内部且导向柱231的下方连接下压板232,下压板232下方设置有用于与飞机座椅滑轨抵接的垫块233,垫块233的型面形状与待加工零件的型面形状相适配。在本实施例中,在伸缩气缸221的活塞杆的两侧相对的位置上设置了两根导向柱231,导向柱轴线231与活塞杆的轴线同平面设置,导向柱231用于连接伸缩气缸和下压板232,确保下压板232在伸缩气缸221 的带动下竖直上下运动,防止下压板232与定位台12之间的位置关系发生偏离。
下压板232下方设置有用于与飞机座椅滑轨抵接的垫块233,垫块233的型面形状与待加工零件的型面形状相适配。
作为本实施例的一种优选方案,垫块233包括相接设置的第一膨胀块2331、第二膨胀块2332和第三膨胀块2333,第一膨胀块2331、第二膨胀块2332和第三膨胀块2333与待加工零件接触的面与待加工零件的型面形状相适配。
作为本实施例的一种优选方案,滑轨31上开设有多个用于限位的限位孔311。可以通过将限位销插入限位孔311来限制滑套32的移动位置,从而实现对立柱21 的限位,最终实现对夹紧单元2的限位,在其他的实施例中,在滑套32上与限位孔相对的位置上开设螺纹孔,通过贯穿螺纹孔和限位孔311的螺栓实现对立柱21 的限位,最终实现对夹紧单元2的限位。
立柱21与定位台12之间设置有支撑杆4,支撑杆4用于加固。
定位台12包括L型下支撑台121和L型上支撑台122,L型上支撑台121的横向板1211的底面与L型下支撑台122的横向板1221的顶面抵接。
连接板113有多个且相互平行设置。
夹紧单元2的间距为50.0mm~150.0mm。
本发明的使用过程如下:
在滑轨31上通过移动滑套32调整多个夹紧单元2的位置,然后通过在限位孔 311内设置限位销来限位,确保夹紧单元2设置在定位台12的上方,在要夹持待加工零件时,通过调节手板阀222控制伸缩气缸内的气流走向,使得伸缩气缸221 向上运动,整个夹具组件23的高度上升,然后将待加工零件放置到定位台12上,然后通过调节手板阀222控制伸缩气缸内的气流走向,伸缩气缸221向下运动,整个夹具组件23的高度下降,使得夹具组件23与定位台12夹紧待加工零件,完成加工过程。
以上结合附图详细描述了本发明的优选实施方式,但是,本发明并不限于上述实施方式中的具体细节,在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单变型,这些简单变型均属于本发明的保护范围。
此外,本发明的各种不同的实施方式之间也可以进行任意组合,只要其不违背本发明的思想,其同样应当视为本发明所公开的内容。
- 一种飞机座椅滑轨加工专用夹具
- 一种飞机座椅滑轨零件的精密加工夹具