矿用LED巷道灯防爆壳体铸造用金属溶液浇铸装置
文献发布时间:2023-06-19 09:30:39
技术领域
本发明涉及金属铸造技术领域,更具体地说,本发明涉及矿用LED巷道灯防爆壳体铸造用金属溶液浇铸装置。
背景技术
矿用LED巷道灯采用大功率LED作为光源,功耗极低,在同等照度下,耗电量为白炽灯的1/10,节能荧光灯的1/2,具有明显的节能效果;该光源采用直流、低压供电,无频闪和电磁干扰,无红(紫)外辐射、无荧光灯中的汞蒸汽等污染物,符合欧盟未来灯具生产标准,是安全、健康的照明光源,环保效果明显;该灯具采用电源、光源及接线单独分腔的独特设计,使得整灯不仅外型美观,便于安装,而且大大提高了灯具的防爆、抗冲击、抗震动、耐热度性能,各项指标完全符合矿用防爆灯具的国家及行业标准。
因其在使用过程中需要具备良好的防爆、抗震性能,故此,矿用LED巷道灯的防爆壳体多采用金属浇筑的方式进行铸造,而现有的浇筑方式多为传统的倾倒浇铸,此类方式对于小型器具的铸造来说有着诸多缺陷,容易造成金属溶液的洒出浪费,此外因浇筑过程中高温金属溶液直接接触空气,会在短时间内造成金属的氧化,不利于浇铸成型的器件后续的外形保存,而且在倾倒过程中因高温的金属溶液意外迸溅容易发生安全事故,从而大大降低了该装置的使用安全系数,不利于安全生产的顺畅进行。
发明内容
为了克服现有技术的上述缺陷,本发明的实施例提供矿用LED巷道灯防爆壳体铸造用金属溶液浇铸装置,本发明所要解决的技术问题是:如何提高金属溶液浇铸时的使用安全性及降低操作难度。
为实现上述目的,本发明提供如下技术方案:矿用LED巷道灯防爆壳体铸造用金属溶液浇铸装置,包括溶液罐,所述溶液罐底部固定设有加热炉,所述溶液罐顶端固定设有浇筑传导件,所述溶液罐一侧设有放置台,所述放置台顶部设有定型模具;
所述浇筑传导件包括氮气补充管,所述氮气补充管上固定设有第一电磁阀,所述氮气补充管一侧设有浇铸管,所述浇铸管一侧设有供气泵,所述供气泵输入端与溶液罐之间固定设有出气管,所述供气泵输出端与浇铸管之间固定设有导气管件,所述氮气补充管、浇铸管和出气管一端均贯穿溶液罐与溶液罐内腔相连,所述氮气补充管和出气管一端设置于溶液罐内腔顶端;
所述浇铸管一端设置于溶液罐内腔底端,所述浇铸管另一端与定型模具位置对应设置,所述浇铸管包括主体管,所述主体管中部设有供液通腔,所述主体管内部设有聚气空腔;
所述导气管件包括传导管,所述传导管中部固定设有第一分导管,所述传导管远离供气泵一端固定设有第二分导管,所述传导管、第一分导管和第二分导管形成“F”字符状的相连通的气腔,所述传导管上第一分导管两侧分别固定设有第二电磁阀和第三电磁阀,所述第一分导管贯穿主体管与聚气空腔相连通,所述第二分导管贯穿主体管与供液通腔相连通。
在一个优选地实施方式中,所述溶液罐包括主体罐,所述主体罐外侧壁设有罐板,所述主体罐底部固定设有球面状底板。
在一个优选地实施方式中,所述加热炉包括炉体,所述炉体外侧设有炉板,所述炉体一侧外壁固定设有控制台板,所述炉体包括炉壳,所述炉壳内部设有加热腔,所述炉壳内部设有隔热空腔。
在一个优选地实施方式中,所述控制台板上设有多个控制开关,所述第一电磁阀、供气泵、第二电磁阀和第三电磁阀分别与多个控制开关一一对应且电性连接。
在一个优选地实施方式中,所述聚气空腔远离溶液罐一端贯穿主体管,于供液通腔外侧呈环状开口。
在一个优选地实施方式中,所述氮气补充管远离溶液罐的一端外连氮气发生器或氮气存储罐。
在一个优选地实施方式中,所述溶液罐上还包括气压表,所述气压表检测端设置于溶液罐内腔。
在一个优选地实施方式中,所述溶液罐、加热炉、氮气补充管、浇铸管、出气管、传导管、第一分导管、第二分导管和定型模具均由耐高温陶瓷材料制成。
本发明的技术效果和优点:
1、本发明通过浇筑传导件的添加,随着氮气补充管继续向溶液罐进行氮气增压,气压将金属溶液经供液通腔压出溶液罐,期间经控制台板上控制开关控制供气泵和第三电磁阀开启,经传导管由第一分导管输送至聚气空腔内部,对供液通腔内部的金属溶液进行保温处理,期间高温的氮气经聚气空腔的开口处形成环形的高速气流,形成气流幕,将金属溶液与外界空气进行有效隔离,避免高温的金属溶液在浇铸时发生氧化,待单次浇铸工作完成后,使用者继续使用控制台板上的控制开关开启第二电磁阀,可将浇铸管内的供液通腔残留的金属溶液压回溶液罐内腔,从而避免因金属溶液残存造成供液通腔的堵塞,保证本装置的持续有效的使用效果,从而延长本装置的使用寿命;
2、本发明通过加热炉的添加,主体罐底部球面状的底板可保证加热炉提供热量时的加热效果,增大了接触面积,且球面状的主体罐底板可在金属溶液经浇铸管压离溶液罐时,保证金属溶液的压出量,可最大限度降低金属溶液的残留量,降低原材料的损耗量,各零部件均采用耐高温陶瓷材料,可降低因高温环境造成本装置使用寿命的降低,而隔热空腔的设置可进行热量隔绝,降低加热炉外壁的温度,避免因温度过高造成人员的烫伤事件的发生,同样可避免对控制台板上的控制开关造成影响。
附图说明
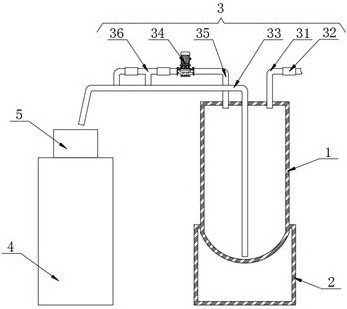
图1为本发明的整体结构示意图。
图2为本发明的浇铸管结构示意图。
图3为本发明的图2中A部结构放大图。
图4为本发明的导气管件结构示意图。
图5为本发明的溶液罐结构示意图。
图6为本发明的加热炉剖面结构示意图。
附图标记为:1溶液罐、11主体罐、12罐板、2加热炉、21炉体、211炉壳、212加热腔、213隔热空腔、22炉板、23控制台板、3浇筑传导件、31氮气补充管、32第一电磁阀、33浇铸管、331主体管、332供液通腔、333聚气空腔、34供气泵、35出气管、36导气管件、361传导管、362第一分导管、363第二分导管、364第二电磁阀、365第三电磁阀、4放置台、5定型模具。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
本发明提供了矿用LED巷道灯防爆壳体铸造用金属溶液浇铸装置,包括溶液罐1,所述溶液罐1底部固定设有加热炉2,所述溶液罐1顶端固定设有浇筑传导件3,所述溶液罐1一侧设有放置台4,所述放置台4顶部设有定型模具5;
所述浇筑传导件3包括氮气补充管31,所述氮气补充管31上固定设有第一电磁阀32,所述氮气补充管31一侧设有浇铸管33,所述浇铸管33一侧设有供气泵34,所述供气泵34输入端与溶液罐1之间固定设有出气管35,所述供气泵34输出端与浇铸管33之间固定设有导气管件36,所述氮气补充管31、浇铸管33和出气管35一端均贯穿溶液罐1与溶液罐1内腔相连,所述氮气补充管31和出气管35一端设置于溶液罐1内腔顶端;
所述浇铸管33一端设置于溶液罐1内腔底端,所述浇铸管33另一端与定型模具5位置对应设置,所述浇铸管33包括主体管331,所述主体管331中部设有供液通腔332,所述主体管331内部设有聚气空腔333;
所述导气管件36包括传导管361,所述传导管361中部固定设有第一分导管362,所述传导管361远离供气泵34一端固定设有第二分导管363,所述传导管361、第一分导管362和第二分导管363形成“F”字符状的相连通的气腔,所述传导管361上第一分导管362两侧分别固定设有第二电磁阀364和第三电磁阀365,所述第一分导管362贯穿主体管331与聚气空腔333相连通,所述第二分导管363贯穿主体管331与供液通腔332相连通。
如图1-5所示的,实施方式具体为:使用者经罐板12将原材料放入主体罐11内腔后随后关闭罐板12,再经炉板22将燃料放入加热腔212内部,对溶液罐1进行加热将原材料融化成金属溶液,期间经控制台板23控制第一电磁阀32开启向溶液罐1内鼓入氮气,对原材料熔化时进行保护,随后将定型模具5放置到放置台4上与浇铸管33位置对应设置,随着氮气补充管31继续向溶液罐1进行氮气增压,气压将金属溶液经供液通腔332压出溶液罐1,直接流淌入定型模具5,期间经控制台板23上控制开关控制供气泵34和第三电磁阀365开启,将主体罐11内腔的高温氮气由出气管35抽离,经传导管361由第一分导管362输送至聚气空腔333内部,对供液通腔332内部的金属溶液进行保温处理,避免金属溶液固化到供液通腔332内部,影响后续的继续使用,保证金属溶液顺畅经供液通腔332直接输送至定型模具5,期间高温的氮气经聚气空腔333的开口处形成环形的高速气流,形成气流幕,将金属溶液与外界空气进行有效隔离,避免高温的金属溶液在浇铸时发生氧化,同样该气流幕可有效阻挡金属溶液的迸溅和外漏,有效避免金属溶液外撒造成的原料的浪费及安全事故的发生,保证本装置可安全使用,待单次浇铸工作完成后,使用者继续使用控制台板23上的控制开关开启第二电磁阀364,可将浇铸管33内的供液通腔332残留的金属溶液压回溶液罐1内腔,从而避免因金属溶液残存造成供液通腔332的堵塞,保证本装置的持续有效的使用效果,从而延长本装置的使用寿命。
所述溶液罐1包括主体罐11,所述主体罐11外侧壁设有罐板12,所述主体罐11底部固定设有球面状底板,所述加热炉2包括炉体21,所述炉体21外侧设有炉板22,所述炉体21一侧外壁固定设有控制台板23,所述炉体21包括炉壳211,所述炉壳211内部设有加热腔212,所述炉壳211内部设有隔热空腔213,所述控制台板23上设有多个控制开关,所述第一电磁阀32、供气泵34、第二电磁阀364和第三电磁阀365分别与多个控制开关一一对应且电性连接,所述聚气空腔333远离溶液罐1一端贯穿主体管331,于供液通腔332外侧呈环状开口,所述氮气补充管31远离溶液罐1的一端外连氮气发生器或氮气存储罐,所述溶液罐1上还包括气压表,所述气压表检测端设置于溶液罐1内腔,所述溶液罐1、加热炉2、氮气补充管31、浇铸管33、出气管35、传导管361、第一分导管362、第二分导管363和定型模具5均由耐高温陶瓷材料制成;
如图1-6所示的,实施方式具体为:主体罐11底部球面状的底板可保证加热炉2提供热量时的加热效果,增大了接触面积,且球面状的主体罐11底板可在金属溶液经浇铸管33压离溶液罐1时,保证金属溶液的压出量,可最大限度降低金属溶液的残留量,降低原材料的损耗量,各零部件均采用耐高温陶瓷材料,可降低因高温环境造成本装置使用寿命的降低,而隔热空腔213的设置可进行热量隔绝,降低加热炉2外壁的温度,避免因温度过高造成人员的烫伤事件的发生,同样可避免对控制台板23上的控制开关造成影响。
最后应说明的几点是:首先,在本申请的描述中,需要说明的是,除非另有规定和限定,术语“安装”、“相连”、“连接”应做广义理解,可以是机械连接或电连接,也可以是两个元件内部的连通,可以是直接相连,“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变,则相对位置关系可能发生改变;
其次:本发明公开实施例附图中,只涉及到与本公开实施例涉及到的结构,其他结构可参考通常设计,在不冲突情况下,本发明同一实施例及不同实施例可以相互组合;
最后:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 矿用LED巷道灯防爆壳体铸造用金属溶液浇铸装置
- 矿用LED巷道灯防爆壳体铸造用金属溶液浇铸装置