一种钢卷尾部和钢卷ID自动识别结构及方法
文献发布时间:2023-06-19 09:38:30
技术领域
本发明涉及热轧平整产线技术领域,尤其涉及到一种钢卷尾部和钢卷ID自动识别结构及方法。
背景技术
在钢铁冶金行业中,热轧生产中的平整机组用于对热轧完成后,存放于热轧产品库的热轧钢卷进行平整,以改善板形提高热轧卷产品的表面质量。目前热轧平整机组入口钢卷ID核对为人工作业,同时缺少入口钢卷尾部定位装置,带尾定位只能在地辊站上由人工进行调整。人工作业的操作方法如下:(1)入口钢卷ID核对。①记录钢卷ID:当钢卷达到拆捆位时,人工从L2画面上记录该钢卷的ID号。②现场核对:先封锁入口步进梁区域,将L2画面上记录下来的钢卷ID与现场拆捆位的钢卷进行核对,ID号是否一致,如一致则进行下一步操作,否则退料处理。③下一步操作:剪切捆带完成,解封步进梁区域,步进梁运卷,继续进行下一个钢卷ID核对;(2)钢卷尾部定位:当带尾在5-8点钟方向之间,可满足后续操作;当带尾在9-3点钟方向之间,需要将钢卷先运行至地辊站由人工手动旋转地辊来调整带尾位置,带尾定位完成后,再将钢卷返回至拆捆位进行后续作业。目前的人工核对钢卷ID方法,使得人工作业量较大,生产效率较低,而且存在人工失误风险,造成生产混钢风险。因此,如何精确、高效的完成热轧平整机组的入口钢卷尾部定位和钢卷ID的识别核对,对提高热轧平整机组生产效率,节约人力成本和生产成本非常重要。
发明内容
针对上述技术问题,提出一种钢卷尾部和钢卷ID自动结构及方法,实现入口钢卷尾部自动定位和ID自动识别并核对,提高自动化生产效率,达到人员精简的效果。
为实现上述目的,本发明采用如下技术方案:
一种钢卷尾部和钢卷ID自动识别结构,包括步进梁,还包括设置在步进梁上方的旋转鞍座及一组旋转地辊鞍座,所述旋转鞍座与设有的液压马达相连,所述旋转地辊鞍座设置在旋转鞍座的上方且对称设于旋转鞍座两端,所述旋转鞍座两侧分别安装有摄像头,所述摄像头安装在摄像头支架上,所述旋转地辊鞍座一侧安装有定位传感器,所述摄像头和定位传感器均与步进梁的控制系统相连接。
进一步的,所述摄像头有多个,旋转鞍座两侧的摄像头个数相同。
进一步的,所述摄像头安装在摄像头支架的上下不同位置,便于对钢卷全面扫描,快速捕捉到钢卷ID号。
进一步的,所述定位传感器为激光测距传感器,用于带尾的位置检测。
进一步的,所述步进梁的控制系统包括光栅检测器。
一种钢卷尾部和钢卷ID自动识别方法,包括如下步骤:
S1:新卷到达步进梁设有钢卷ID识别结构的位置;
S2:步进梁控制系统接收到检测传感器检传来的钢卷检测信号,并且接收到该位置的钢卷信息;
S3:启动旋转鞍座正向旋转90°,两侧的摄像头进行钢卷端面扫描,摄像头扫描到钢卷ID号;
S4:步进梁控制系统识别出ID号,并在终端上进行显示;
S5:ID识别完成,旋转鞍座反向旋转90°;
S6:步进梁下降到下极限,钢卷被旋转地辊鞍座托住;
S7:旋转地辊鞍座顺时针进行旋转,同时定位传感器随之扫描钢卷外圈;
S8:带尾定位,当定位传感器检测到外径变化超出当前带钢的厚度范围,旋转地辊鞍座即刻停止旋转;
S9:钢卷尾部定位完成。
本发明的有益效果:
(1)全自动作业,完全消除了人员现场作业,提高作业效率;
(2)实用性强,通过系统识别钢卷ID,避免了人为失误造成的生产混钢事故发生的风险,带尾定位保障了后续准备站开卷机开卷机开卷的自动运行;
(3)维修简易,装置小巧简单,点检维修方便易行。
附图说明
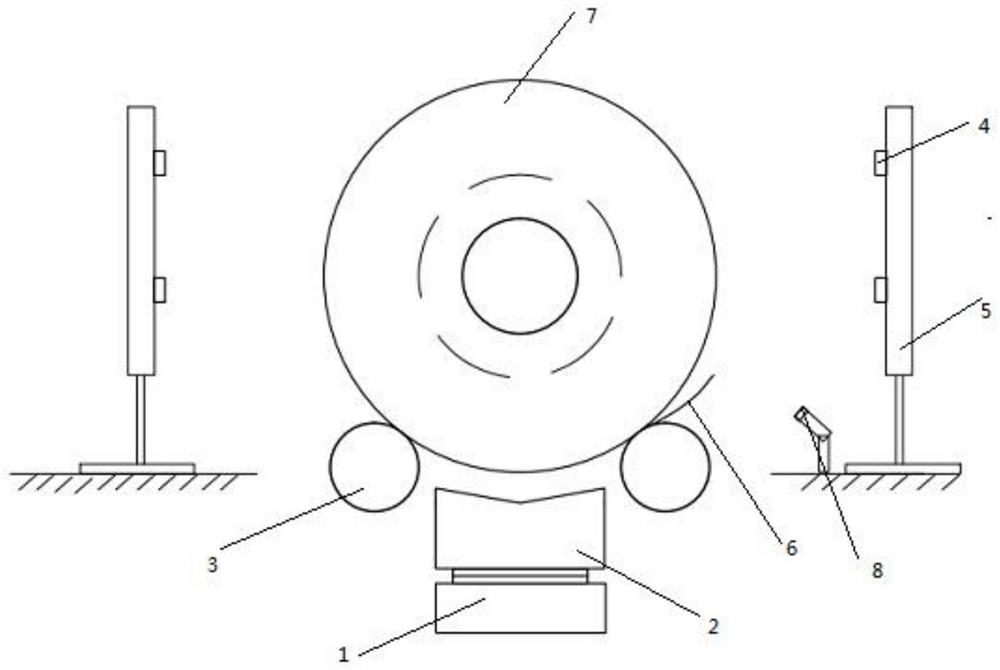
图1是本发明钢卷尾部和钢卷ID识别结构组成示意图;
图2是本发明钢卷尾部定位和钢卷ID识别结构的工作流程图。
以上附图中的附图标记如下:
1-步进梁;2-旋转鞍座;3-旋转地辊鞍座;4-摄像头;5-摄像头支架;6-带尾;7-钢卷;8-定位传感器。
具体实施方式
为使本发明具体实施方式的目的和技术方案更加清楚,下面将结合本发明的附图和具体实施方式的实施实例,对本发明具体实施方式的技术方案进行清楚、完整地描述。显然,所描述的具体实施方式是本发明的一部分具体实施方式,而不是全部的具体实施方式。
如图1所示,一种钢卷尾部和钢卷ID自动识别结构,包括步进梁1及设置在步进梁上方的旋转鞍座2和一组旋转地辊鞍座3,步进梁1受控制系统控制,控制系统设有光栅检测器,旋转鞍座2与设有的液压马达相连,旋转地辊鞍座3设置在旋转鞍座的上方且对称设于旋转鞍座两端,旋转鞍座2两侧分别安装有摄像头4,摄像头4安装在摄像头支架5上,旋转地辊鞍座3一侧安装有定位传感器8,定位传感器8为激光测距传感器,用于带尾6的位置检测,摄像头4和激光测距传感器均与步进梁的控制系统相连接;
摄像头4有四个,旋转鞍座2两侧的摄像头4各两个,分别设置在摄像头支架5的上端和下端,确保摄像头的扫描范围覆盖了钢卷7上下位置,可以对钢卷7全面扫描,快速捕捉到钢卷ID号;
如图2所示,一种钢卷尾部和钢卷ID自动识别方法,包括如下步骤:
S1:新卷到达步进梁设有钢卷ID识别结构的位置;
S2:步进梁控制系统接收到检测传感器检传来的钢卷检测信号,并且接收到该位置的钢卷信息;
S3:启动旋转鞍座正向旋转90°,两侧的摄像头进行钢卷端面扫描,摄像头扫描到钢卷ID号;
S4:步进梁控制系统识别出ID号,并在终端上进行显示;
S5:ID识别完成,旋转鞍座反向旋转90°;
S6:步进梁下降到下极限,钢卷被旋转地辊鞍座托住;
S7:旋转地辊鞍座顺时针进行旋转,同时定位传感器随之扫描钢卷外圈;
S8:带尾定位,当定位传感器检测到外径变化超出当前带钢的厚度范围,旋转地辊鞍座即刻停止旋转;
S9:钢卷尾部定位完成。
控制原理:新卷在步进梁上移动,当移动到步进梁设有识别结构的位置处,步进梁控制系统接收到光栅检测器钢卷产生的遮挡信号,接收占位信息后,控制系统发出指令,步进梁上升,固定安装在步进梁上的旋转鞍座随之上升托住新卷,进而按上述钢卷尾部和钢卷ID识别方法工作,如果识别ID异常,控制系统报警,步进梁封锁,如果ID识别正常,则完成钢卷尾部定位和钢卷ID识别,继续后面作业。
本发明提出的钢卷尾部和钢卷ID自动识别结构和方法,实现了全自动作业,提高作业效率,避免了人为失误造成的生产混钢事故发生的风险,对于热轧生产平整机组产线的高效作业具有积极意义。
在本说明书的描述中,所公开的具体特征、结构、材料或特点可以在任何一个或多个实施方案或示例中以任何合适的方式组合。尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定,都属于本发明保护的范围。
- 一种钢卷尾部和钢卷ID自动识别结构及方法
- 一种针对无人天车钢卷完整抓取自动识别方法