燃煤电厂灰中氨的脱除利用装置及灰中氨的脱除利用方法
文献发布时间:2023-06-19 10:29:05
技术领域
本发明属于大气、固废污染物治理领域,具体涉及一种燃煤电厂灰中氨的脱除利用装置及灰中氨的脱除利用方法。
背景技术
粉煤灰以其高火山灰活性等优异性能被广泛应用于水泥混凝土中。由于国家对火电厂清洁生产提出了高标准环保要求,选择性催化还原(简称SCR)脱硝技术被广泛应用于火电厂氮氧化物的治理。SCR脱硝技术采用氨作为还原剂还原NOx,受到化学原理、催化剂性能和SCR设备流场的限制,氨无法全部利用,剩余的氨成为氨逃逸通入SCR脱硝下游空预器、除尘器等设备,根据有关研究,SCR脱硝出口氨逃逸有约80%被除尘器中粉煤灰吸附。当前,在火电厂普遍实施大气污染物超低排放形势下,SCR脱硝普遍存在过量喷氨问题,过高的氨逃逸会在锅炉粉煤灰中吸附,并随粉煤灰一道被除尘器从烟气中脱除。粉煤灰在储存、转运及其工业应用过程中,会释放出刺鼻的氨味,同时脱硝粉煤灰作为掺合料配制混凝土时,有时会发现水泥凝结时间延长,混凝土浇筑后,表面有较大气泡冒出并伴有强烈的刺激性气味,从而影响水泥及混凝土工作性能。目前,对于氨含量高的粉煤灰采取禁用,严重影响了脱硝后粉煤灰的资源化利用程度,同时大量灰中氨无组织排放即通入大气或、土壤、地下水,对环境造成二次污染。所以,有必要对火电厂产生的高含氨粉煤灰在销售前及时实现灰中氨的分离,脱除氨后的粉煤灰才尚可工业应用,同时收集脱除的含氨尾气制备成不同等级的氨水加以利用,则可避免其直接排入大气,在保护环境的同时,实现废物的资源化利用。
因此,为了有效分离灰中氨,提高粉煤灰的资源化利用水平,同时进行灰中氨的有效利用,需要研发出一种燃煤电厂灰中氨的脱除利用装置及方法,以解决现有技术中所存在的灰中氨脱除技术对含氨尾气的处理不够环保,直接排入大气造成能源浪费;多采用天然气作为热源,能耗巨大;现有配氨装置均是以纯净氨气为原料进行配制,原料成本高。
发明内容:
本发明的目的在于克服上述不足之处,提出一种燃煤电厂灰中氨的脱除利用装置及方法,既可以得到满足工业应用的粉煤灰,又可以将来自脱硝过程中未反应氨逃逸的灰中氨分离后重新制备脱硝还原剂进行二次利用,达到“以废治废”、“循环利用”的目的。
为实现以上目的,本发明采用如下技术方案:
一种燃煤电厂灰中氨的脱除利用装置,包括灰中氨脱除装置、成品灰仓和氨水制备装置,所述灰中氨脱除装置包括通过管道依次连通的给料机、旋转混合器、旋风分离器、布袋分离器,所述旋风分离器的底部通过管道与所述成品灰仓连接,所述布袋分离器通过管道与所述氨水制备装置连接。
在上述实施方式的基础上,在另一改进的实施方式中,还包括灰中氨监测装置,所述灰中氨监测装置设置在所述旋风分离器与所述成品灰仓连接的管道上。
在上述实施方式的基础上,在另一改进的实施方式中,还包括螺旋输送装置,所述螺旋输送装置用于向所述灰中氨脱除装置中的给料机输送含氨的粉煤灰。
在上述实施方式的基础上,在另一改进的实施方式中,还包括与所述氨水制备装置连接的氨气蒸发器,所述氨气蒸发器用于将所述氨水配制装置中配置的氨水进行汽化。
本发明还提供一种燃煤电厂灰中氨的脱除利用的方法,采用上述的燃煤电厂灰中氨的脱除利用装置灰中氨的脱除利用,具体包括以下步骤:
S1、含氨的粉煤灰通过给料机通入到旋转混合器中,边旋转边对含氨的粉煤灰进行加热;
S2、步骤S1中加热后的含氨的粉煤灰通入到旋风分离器中进行分离,形成成品灰和尾气;
S3、将步骤S2中分离后的成品灰通入到成品灰仓,分离后的尾气通入到布袋分离器进行分离;
S4、经过步骤S3布袋分离器处理后的含氨尾气通入到氨水配制装置中形成氨水。
在上述实施方式的基础上,在另一改进的实施方式中,所述步骤S3中分离后的成品灰通入到成品灰仓之前,先通过灰中氨监测装置在线取样的方式进行含氨量的检测。
在上述实施方式的基础上,在另一改进的实施方式中,所述步骤S1中的含氨的粉煤灰来自于燃煤电厂锅炉的烟气经过脱硝反应器处理后的粉煤灰。
在上述实施方式的基础上,在另一改进的实施方式中,还包括步骤S5,将所述步骤S4得到的氨水通过氨气蒸发器进行汽化形成氨气并喷入到燃煤电厂的脱硝入口喷氨格栅。
在上述实施方式的基础上,在另一改进的实施方式中,所述步骤S1中,采用燃煤电厂锅炉的省煤器出口处的烟气为旋转混合器提供热量。
本发明具有以下有益效果:
1、本发明的燃煤电厂灰中氨的脱除利用装置,可以将含氨的粉煤灰进行分离,获得成品灰和含氨的尾气,并将含氨的尾气配置成氨水。使用本装置既可以得到满足工业销售的粉煤灰,降低粉煤灰因含氨量高而禁止销售使用所产生的潜在经济损失;又可以将来自脱硝过程中氨逃逸的灰中氨分离,而且所制备氨水不仅可以用于脱硝工艺,亦可以用做化肥及中水处理,增加收益。
2、本发明的燃煤电厂灰中氨的脱除利用的方法,采用灰中氨脱除装置的脱除效率高、成本低,工艺流程简单可行。而且可以将分离的氨重新制备成脱硝还原剂,进行二次利用,代替了部分还原剂,节能效果明显,达到“以废治废”、“循环利用”的目的。
3、将本发明的灰中氨的脱除利用装置应用于燃煤电厂,在实现脱硝处理的同时,还将含氨的粉煤灰进行了高效的分离,可以有效降低成品灰中的含氨量,经过灰中氨脱除装置处理后,灰中氨的含量降低了90%以上,脱除氨后的粉煤灰达到工业销售要求;而且含氨尾气经过氨水配制装置,氨气的回收率达到了99%以上,所制成的氨水浓度为20%以上,可以直接用于现有燃煤电厂锅炉的烟气的SNCR氨水直喷系统。
附图说明
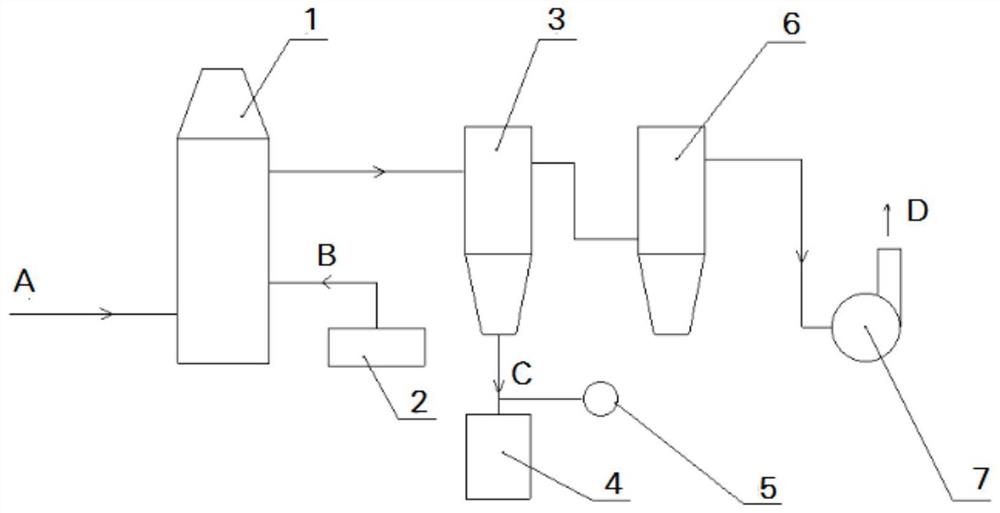
图1为实施例1中燃煤电厂灰中氨的脱除利用装置的结构示意图(箭头示意流向,未画出氨水制备装置);
图2为实施例1中燃煤电厂灰中氨的脱除利用方法的工艺路线流程示意图;
图3为实施例2中灰中氨的脱除利用装置应用在燃煤电厂锅炉时的结构示意图(箭头示意烟气流向)。
附图标记:1-旋转混合器;2-给料机;3-旋风分离器;4-成品灰仓;5-灰中氨监测装置;6-布袋分离器;7-风机;A-高温烟气;B-含氨的粉煤灰;C-成品灰;D-含氨尾气;E-氨水;8-氨水制备装置;9-氨气蒸发器;10-灰中氨脱除装置;11-锅炉;12-省煤器;13-脱硝入口喷氨格栅;14-脱硝反应器;15-除尘器;16-烟囱;17-原灰仓;18-螺旋输送装置。
具体实施方式
以下提供本发明的优选实施例,以助于进一步理解本发明。本领域技术人员应了解到,本发明实施例的说明仅是示例性的,并不是为了限制本发明的方案。
实施例1
参见附图1所示,本实施例中的燃煤电厂灰中氨的脱除利用装置,包括灰中氨脱除装置、成品灰仓4和氨水制备装置8,灰中氨脱除装置包括通过管道依次连通的给料机2、旋转混合器1、旋风分离器3、布袋分离器6,旋风分离器3的底部通过管道与成品灰仓4连接,布袋分离器6通过管道与氨水制备装置8连接。本实施例中布袋分离器6与氨水制备装置8连接的管道上还设置有风机7。
本实施例中燃煤电厂灰中氨的灰中氨脱除装置10,采用高温加热分离工艺,粉煤灰中氨的脱除效率达到90%以上,同时不会对粉煤灰的性能造成影响;具有低成本、高脱除率的优点。本实施例的装置在具体使用时,首先将含氨的粉煤灰通入到灰中氨脱除装置10,经过灰中氨脱除装置10分离后的粉煤灰作为成品灰,进入到成品灰仓中,分离后的含氨尾气经过氨水配制装置形成不用浓度的氨水,形成的氨水分别可用于SCR脱硝、SNCR脱硝及SNCR+SCR联合脱硝系统。使用本装置既可以得到满足工业销售的粉煤灰,降低粉煤灰因含氨量高而禁止销售使用所产生的潜在经济损失;又可以将来自脱硝过程中氨逃逸的灰中氨分离,而且所制备氨水不仅可以用于脱硝工艺,亦可以用做化肥及中水处理,增加收益。
在上述实施例的基础上,在另一改进的实施例中,还包括灰中氨监测装置5,灰中氨监测装置5设置在旋风分离器3与成品灰仓4连接的管道上。通过灰中氨脱除装置10处理后粉煤灰,在进入成品灰仓前的管道上配置有灰中氨在线监测装置,这样能及时掌握灰中氨脱除效果,并及时调整装置运行参数。
参见附图3的示意,在上述实施例的基础上,在另一改进的实施例中,还包括螺旋输送装置18,螺旋输送装置18用于向灰中氨脱除装置中的给料机输送含氨的粉煤灰。
参见附图3的示意,在上述实施例的基础上,在另一改进的实施例中,还包括与氨水制备装置连接的氨气蒸发器9,氨气蒸发器9用于将所述氨水配制装置中配置的氨水进行汽化。
参见附图2所示,采用本实施例中的燃煤电厂氨的脱除利用装置进行灰中氨的脱除利用,具体包括以下步骤:
S1、含氨的粉煤灰通过给料机2通入到旋转混合器1中,边旋转边对含氨的粉煤灰进行加热;
S2、步骤S1中加热后的含氨的粉煤灰通入到旋风分离器3中进行分离,形成成品灰和尾气;
S3、将步骤S2中分离后的成品灰通入到成品灰仓4,分离后的尾气通入到布袋分离器6进行分离;
S4、经过步骤S3布袋分离器6处理后的含氨尾气通入到氨水配制装置中形成氨水。
在上述实施例的基础上,在另一改进的实施例中,步骤S3中分离后的成品灰通入到成品灰仓4之前,先通过灰中氨监测装置5在线取样的方式进行含氨量的检测。
在上述实施例的基础上,在另一改进的实施例中,步骤S1中的含氨的粉煤灰来自于燃煤电厂锅炉的烟气经过脱硝反应器处理后的粉煤灰。
在上述实施例的基础上,在另一改进的实施例中,还包括步骤S5,将步骤S4得到的氨水通过氨气蒸发器进行汽化形成氨气并喷入到燃煤电厂的脱硝入口喷氨格栅。
在上述实施例的基础上,在另一改进的实施例中,所述步骤S1中,采用燃煤电厂锅炉的省煤器出口处的烟气为旋转混合器提供热量。
实施例2
参见附图3的示意,将实施例1中的灰中氨的脱除利用装置与燃煤电厂的锅炉烟尘净化装置相结合,锅炉11产生的烟气进入管道,经过省煤器12后再进入烟尘净化系统进行处理。具体的,烟尘净化系统包括依次连接的脱硝反应器14、除尘器15、原灰仓17、螺旋输送装置18以及实施例1中的燃煤电厂灰中氨的脱除利用装置,还包括与氨水配制装置连接的氨气蒸发器9;脱硝反应器用于脱除烟气中的氮氧化物,原灰仓17用于收集烟气中含氨的粉煤灰,螺旋输送装置18用于向灰中氨脱除装置10中的给料机2输送含氨的粉煤灰,氨气蒸发器9用于将氨水配制装置中配置的氨水进行汽化。其中除尘器15与烟囱16连接,经过除尘器15处理后的气体通过烟囱16排出。
参见附图3的示意,锅炉11产生的烟气,首先经过脱硝反应器14和除尘器15处理后,生成了含氨的粉煤灰;含氨的粉煤灰先通入原灰仓17,原灰仓17中的含氨的粉煤灰再经由螺旋输送装置18进入到灰中氨脱除装置10中;经灰中氨脱除装置10进行灰中氨的脱除与分离后,形成含氨量很低的成品灰和含氨尾气,其中成品灰进入成品灰仓4,脱除的含氨尾气进入氨水配制装置中;氨水配制装置将氨气配制成不同浓度的氨水,再由氨气蒸发器9将氨水进行汽化。现有技术中采用纯净氨气为原料配制氨水,原料成本高。本方案中充分利用了含氨的粉煤灰中的含氨尾气,配成氨水不仅可以用于脱硝工艺,亦可以用做化肥及中水处理,增加收益。含氨尾气属于灰中氨脱除装置的副产物,若不利用,则会直接排入大气,既造成能源浪费,又造成环境污染。
在上述实施例的基础上,在另一改进的实施例中,脱硝反应器的入口的管道中还设置有脱硝入口喷氨格栅13,氨气蒸发器9用于将汽化后的氨气喷入到脱硝入口喷氨格栅13。由于氨水配制装置,可配制出不同浓度的氨水,能满足不同SCR或SNCR脱硝用氨。本实施例中将汽化后的氨气直接用于氨水直喷系统,进行SNCR脱硝,达到设计脱硝效率要求,实现了灰中氨的循环化利用、节省还原剂降低脱硝运行成本目的。
在上述实施例的基础上,在另一改进的实施例中,脱硝入口喷氨格栅13之前设有烟气支管,烟气支管一端与燃煤电厂锅炉11的烟气管连通,另一端与灰中氨脱除装置10中的旋转混合器1连通。这样,灰中氨脱除装置10采用高温加热分离工艺,利用了锅炉11所产生的高温烟气作为热源,高温烟气温度约300-500℃,能够满足灰中氨分离的能量需求;实现了充分的能源利用,无需额外对灰中氨脱除装置10进行加热。
结合附图3的示意,简要说明本实施例中燃煤电厂的烟尘处理装置以及灰中氨的脱除利用装置的关系以及处理步骤:
S1、燃煤电厂锅炉所产生的烟气经过省煤器12和脱硝入口喷氨格栅13后,再依次通入到脱硝反应器14和除尘器15中;
S2、步骤S1中除尘器15处理后所产生的无尘烟气排入烟囱16,除尘器15处理后所产生的含氨的粉煤灰通入到原灰仓17中,通过螺旋输送装置18将原灰仓17中的含氨的粉煤灰输送到灰中氨脱除装置10;
S3、灰中氨脱除装置10将含氨的粉煤灰分离成成品灰和含氨尾气,成品灰通入到成品灰仓4中,含氨尾气通入到氨水制备装置8中制成氨水;
S4、步骤S3中的氨水通过氨水蒸发器进行汽化形成氨气,将氨气喷入到脱硝入口喷氨格栅13。
采用本实施例中的烟尘处理装置以及灰中氨的脱除利用装置对3个不同功率的燃煤电厂这机组煤粉锅炉的烟气进行处理,具体的处理结果参见以下实验例的记载。
实验例1
某1000MW机组煤粉锅炉,采用SCR脱硝工艺,还原剂为氨水,设计脱硝效率为90%,其机组运行中脱硝后灰中氨含量为60-80ppm,采用高温加热灰中氨分离装置,其中高温热源来自省煤器12旁路出口,烟气温度为300-500℃,经过灰中氨分离装置后,灰中氨含量降低92%,脱除后的粉煤灰达到工业销售要求。脱除后尾气中氨含量较高,经过氨水配制装置,氨气的回收率为99.5%,制成的氨水浓度为30%,同时配制氨水较多,重新用于现有SCR脱硝系统,大幅度降低原有还原剂氨水的用量,达到设计脱硝效率要求。从而实现了,灰中氨的回收利用,达到了“以废治废”、“循环利用”的目的。
实验例2
某300MW机组循环流化床锅炉,采用SNCR脱硝工艺,还原剂为氨水,设计脱硝效率不低于80%,其机组运行中脱硝后灰中氨含量为40-60ppm,采用高温加热灰中氨分离装置,其中高温热源来自省煤器12旁路出口,烟气温度为300-500℃,采用经过灰中氨分离装置后,灰中氨含量降低90%,脱除后的粉煤灰达到工业销售要求。含氨尾气经过氨水配制装置,氨气的回收率为99.3%,制成的氨水浓度为20%,直接用于氨水直喷系统,进行SNCR脱硝,达到设计脱硝效率要求。从而实现了,灰中氨的回收利用,达到了“以废治废”、“循环利用”的目的。
实验例3
某600MW机组W火焰锅炉,采用SNCR和SCR联合脱硝工艺,设计脱硝效率为95%,检测脱硝后灰中氨含量为80-100ppm,采用高温加热灰中氨分离装置,其中高温热源来自省煤器12旁路出口,烟气温度为400-500℃,经过灰中氨分离装置后,灰中氨含量降低90%,脱除后的粉煤灰达到工业销售要求。含氨尾气经过氨水配制装置,氨气的回收率为99.2%,制成的氨水浓度为25%,直接用于现有SNCR氨水直喷系统,进行SNCR和SCR联合脱硝,达到设计脱硝效率要求。从而实现了,灰中氨的回收利用,达到了“以废治废”、“循环利用”的目的。
最后应当说明的是,以上实施例仅用于说明本申请的技术方案而非对其保护范围的限制,尽管参照上述实施例对本申请进行了详细的说明,所述领域的普通技术人员应当理解:本领域技术人员阅读本申请后依然可对申请的具体实施方式进行种种变更、修改或等同替换,但以上变更、修改或等同替换,均在本申请的待授权或待批准之权利要求保护范围之内。
- 燃煤电厂灰中氨的脱除利用装置及灰中氨的脱除利用方法
- 燃煤电厂灰中氨的脱除利用装置