元件分类装置
文献发布时间:2023-06-19 10:32:14
技术领域
本发明涉及元件分类装置,更详细地说,涉及根据分类标准自动分类诸如半导体芯片的元件的元件分类装置。
背景技术
半导体元件(以下,称为“元件”)在完成封装工艺之后经过各种检查,诸如针对电特性、热或者压力的可靠性检查等。
这种针对半导体元件的检查中有老化测试(Burn-in Test),老化测试为将多个元件插入于炼板,并且将该炼板收纳于老化测试装置内并施加预定时间期间的热或者压力之后分辨在元件是否出现缺陷的测试。
老化测试用元件处理器通常是指根据优质品、不优质品等各个元件的检查结果从装载有完成老化测试的元件的炼板向各个托盘分类(卸载)元件,同时在元件所在的炼板的空位置(插座)重新插入(装载)待执行老化测试的新元件的装置。
另一方面,如上所述的元件处理器的性能通过每单位时间分类个数(UPH:UnitsPer Hour)评价,UPH取决于在构成元件处理器的各个构件之间运送元件、运送炼板的所需时间。
从而,为了提高UPH,即元件处理器的性能,有必要改善各个构成元素的结构及配置。
如上所述,作为用于提高UPH的元件分类装置有韩国授权专利第10-1133188号(专利文献1)、韩国授权专利第10-1177319号(专利文献2)、韩国公开专利10-2016-48628号(专利文献3)等。
另一方面,随着SDRAM(同步动态随机存取内存)、近来的NAND闪存等标准化元件的市场规模的扩大,正在大规模扩大生产。
然后,在大规模生产中,也增加了检查元件的需求,因此作为后续工艺有必要设置多个用于根据检查结果分类元件的元件分类装置。
发明内容
(要解决的问题)
本发明的目的在于提供一种元件分类装置,作为供应用于老化测试的元件、分类完成老化测试的元件的元件分类装置,将装载待检查的元件的装载部、用于执行DC测试的DC测试部、从炼板导出的元件装载于托盘的卸载部等的配置最优化,进而将占用空间最小化的同时可有效执行元件分类工艺。
(解决问题的手段)
本发明是为了达到如上所述的目的而提出的,本发明提供一种元件分类装置,包括:装载部100,装载托盘30,所述托盘30装载待检查的元件10;DC测试部170,从所述装载部100接收待检查的元件10来执行DC测试;X-Y工作台410,以X-Y方向移动炼板20,所述炼板20为在导出待分类的元件10的空位置装载所述DC测试部170测试为优质品的待检查的元件10;卸载部300,根据预设定的分类标准,在与该分类标准相对应的托盘30装载从所述炼板20导出的待分类的元件10;第一缓冲托盘部610,设置为向所述DC测试部170上侧的装载位置及从所述装载位置以水平方向间隔的回避位置可移动托盘30,以在所述托盘30临时装载所述DC测试部170的DC测试结果检查为不合格的元件10。
(发明的效果)
本发明的元件分类装置作为用于在诸如老化测试的检查前及检查后供应及分类元件的元件检查装置,装载部装载待检查的元件,卸载部装载在炼板检查为优质品的元件来装载托盘进行卸载,相互平行配置所述装载部的托盘及卸载部的托盘的运送方向,与卸载部相邻地执行对装置供应及排出托盘,进而具有托盘的供应及排出自动化并明显减少占用空间的优点。
另外,本发明的元件分类装置为,将装载待检查的元件的装载部、用于执行DC测试的DC测试部、在托盘装载从炼板导出的元件的卸载部等的配置最优化,进而具有将占用空间最小化的同时可有效执行元件分类工艺的优点。
另外,本发明的元件分类装置为,还具有模块交换部,根据元件的外形规格的变化,诸如平面尺寸等,自动更换在装置内部使用的DC测试部的测试插座、托盘等,进而具有装置使用便利的优点。
尤其是,本发明的元件分类装置为,将模块交换部位于装置上侧以优化配置,进而具有将占用空间最小化的同时可有效执行元件的分类工艺的优点。
例如,在所述模块交换部中将装载DC测试部的测试插座、托盘等的装载部位于上侧,尤其是与运送工具的运送轨道至少共享一部分以优化配置,进而具有将占用空间最小化的同时可有效执行元件的分类工艺的优点。
附图说明
图1是示出本发明的元件分类装置的平面配置图。
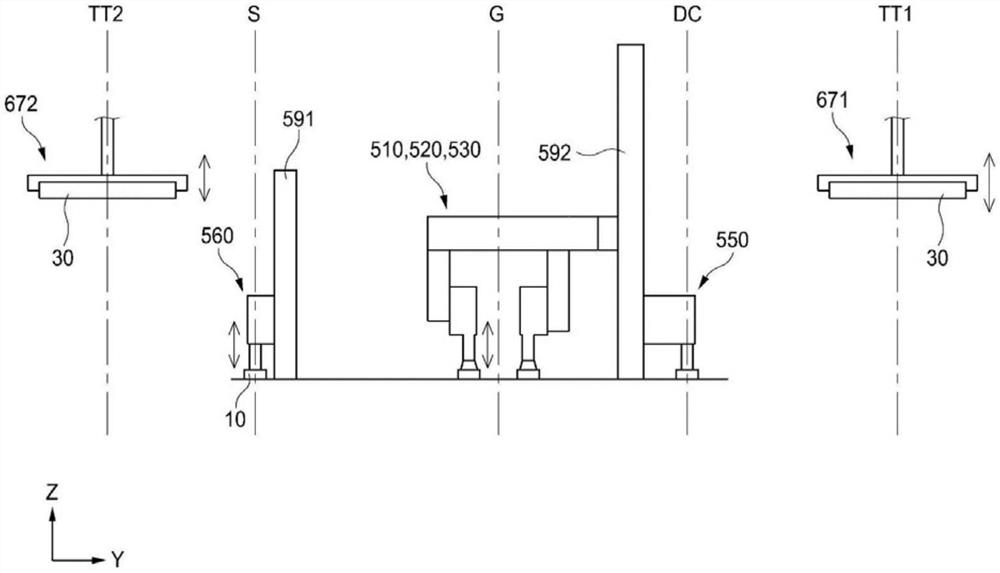
图2是示出在图1的元件分类装置中在装载部、DC测试部、第一缓冲托盘部、炼板及卸载部之间运送元件的过程中使用的运送工具的配置例的主视图。
图3是示出在图1的元件分类装置中的第一托盘运送部、运送工具、第二托盘运送部的配置的侧视图。
具体实施方式
以下,参照附图如下说明本发明的元件分类装置。
如图1至图3所示,本发明的第一实施例的元件分类装置包括:装载部100,装托盘30,所述托盘30装载有待检查的元件10;DC测试部170,从装载部100接收待检查的元件10以执行DC测试;X-Y工作台410,以X-Y方向移动炼板20,所述炼板20为在导出待分类的元件10的空位置装载由DC测试部170测试为优质品的待检查的元件10;卸载部300,根据预设定的分类标准,在与该分类标准相对应的托盘30装载从炼板20导出的待分类的元件10;第一缓冲托盘部610,设置成托盘30可移动到DC测试部170上侧的装载位置及从装载位置间隔的回避位置,以临时装载DC测试部170的DC测试结果检查为不合格的元件10。
所述炼板20是指装载元件10以通过老化测试装置(未示出)的老化测试的板,并且具有分别插入元件10的插座,以在高温下可执行电特性、信号特性的测试。
所述炼板20搭载于设置在元件分类装置的X-Y工作台410,在卸载完成老化测试的元件10的同时装载元件10。
对于所述X-Y工作台410,为了装载插入有元件10的炼板20的同时卸载插入元件10的炼板20,将炼板20作为结构之一,如图1所示,包括炼板交换装置(未示出),以接收待执行元件10交换的炼板20或者排出完成元件10交换的炼板20。
然后,所述X-Y工作台410构成为被X-Y工作台驱动部(未示出)驱动,以移动炼板20,进而通过第一运送工具530在炼板20的空位置插入元件10或者通过第二运送工具520可从炼板20导出元件10。
所述X-Y工作台驱动部为与第二运送工具520及第一运送工具530联动,装载有炼板20的X-Y工作台410以X-Y移动或者X-Y-θ移动等,使得第二运送工具520及第一运送工具530容易从炼板20导出或者装载元件10,并且可具有各种结构。
即,所述X-Y工作台驱动部构成为移动X-Y工作台410,以与第二运送工具520联动从炼板20导出元件10的同时与第一运送工具530联动将元件10插入到炼板20的空位置,若完成在炼板20插入元件10则可使X-Y工作台410移动到炼板交换位置。
另一方面,所述X-Y工作台410设置在构成本发明的元件分类装置的主体40,主体40可包括上板(未示出),所述上板形成有开口部(未示出),用于第二运送工具520及第一运送工具530从炼板20导出元件10或者装载元件10。
然后,在所述X-Y工作台410的上侧设置有插座加压件45,所述插座加压件45加压设置在炼板20的插座,以便于在炼板20导出及装载元件。
所述插座加压件45可导出插在炼板20的插座的元件或者可装载元件,根据炼板20的插座结构可具有各种结构。
另一方面,所述插座加压件45需根据元件10的外形规格而有所不同,优选设置为可实现手动或者自动更换。
然后,在所述插座加压件45的上部可设置有用于对齐炼板20的位置的视觉装置(未示出),以通过第一运送工具530及第二运送工具520导出及排出元件10。
所述装载部100作为用于装载托盘30的结构,可具有各种结构,其中所述托盘30装载有待装载于炼板20的多个元件10。
另一方面,所述装载部100可设置有2D扫描仪960,所述2D扫描仪960设置在托盘30的运送方向的上部,以进行托盘盖、托盘30本身、装在托盘30的元件10等的检查、识别QR码等。
所述装载部100为,与专利文献1至3相同,通常构成为包括引导部和驱动部(未示出),所述引导部引导各个托盘30能够以Y轴方向移动,所述驱动部用于移动托盘30。
在此,在针对所述炼板20的元件10导出位置及卸载部300的配置方向为X轴时,将在水平上与X轴垂直的方向定义为Y轴。
所述卸载部300作为根据预设定的分类标准在与该分类标准相对应的托盘30装载从炼板20导出的待分类的元件10的结构,可具有各种结构。
举一示例,如图1所示,所述卸载部300可包括:一个以上的优质品托盘部320,放置装载待分类为优质品的元件10的托盘30;一个以上的DC托盘部310,放置装载DC测试部170的检查结果检查为不合格的元件10的托盘30;一个以上的拒收托盘部330,在炼板20中与除了优质品以外的分类等级数量相对应,放置装载待分类为各个分类等级的元件10的托盘30。
所述优质品托盘部320作为放置装载待分类为优质品的元件10的托盘30的结构,结构与装载部100类似等,可具有各种结构。
所述DC托盘部310作为放置装载DC测试部170的检查结果检查为不合格的元件10的托盘30的结构,结构与装载部100类似等,可具有各种结构。
所述拒收托盘部330作为在炼板20中与除了优质品以外的分类等级数量相对应以放置装载待分类为各个分类等级的元件10的托盘30的结构,结构与装载部100类似等,可具有各种结构。
在此,所述拒收托盘部330可根据分类等级的数量决定其数量。
另一方面,所述优质品托盘部320、DC托盘部310及拒收托盘部330包括引导部和驱动部等,可具有各种结构,其中所述引导部分别引导托盘30能够以Y轴方向移动,所述驱动部用于沿着所述引导部移动托盘30。
另一方面,如图1所示,在所述装载部100从托盘30导出元件10之后的空托盘30通过设置在装置后方侧的第一托盘运送部671(参照图3)可传递到卸载部300等。
此时,在托盘30可残留元件10,为了在托盘30从装载部100传递到卸载部300之前清除残留于托盘30的元件10,还可设置托盘旋转部150,旋转托盘30以清除残留的元件10。
如图1所示,所述托盘旋转部150构成为在装载部100及卸载部300之间设置在托盘30的第一托盘运送路线TT1上,通过第一托盘运送部671从装载部100接收托盘30来旋转托盘30,之后向卸载部300传递托盘30。
另外,在所述装载部100及卸载部300之间托盘30的第一托盘运送路线TT1上可放置第一托盘装载部161,可临时装载未装载元件10的空托盘30。
对于所述第一托盘装载部161,只要是在装载部100及卸载部300之间可临时装载在托盘30的第一托盘运送路线TT1上未装载元件10的空托盘30的结构,也可以是任意一种结构。
所述DC测试部170作为设置在装载部100及插座加压件45之间从装载部100接收待检查的元件10执行DC测试的结构,可具有各种结构。
所述DC测试部170由可电连接元件10的多个插座构成等,可具有各种结构,优选为可横向设置有与托盘30的横向个数相同数量的插座。
所述DC测试部170对各个元件10的测试结果灵活用作用于在后述的DC托盘部310分类的数据。
在此,通过第三运送工具510执行从所述装载部100的托盘30向DC测试部170运送元件。
另一方面,在作为处理对象的元件10的外形规格(诸如,尺寸)发生变化的情况下,需要更换构成DC测试部170的测试插座。
在此之前,优选为,DC测试部170的测试插座设置成能够与在更换零部件装载部(未示出)装载的其他种类的测试插座自动更换。
在此,为了顺利更换所述DC测试部170的测试插座,DC测试部170的测试插座优选设置为能够以Y轴方向移动。
所述第一缓冲托盘部610作为设置成托盘30可移动到DC测试部170上侧的装载位置及从装载位置间隔的回避位置以临时装载DC测试部170的DC测试结果检查为不合格的元件10的结构,可具有各种结构。
举一示例,所述第一缓冲托盘部610可构成为,与装载部100相同,使托盘30能够以X轴方向移动。
然后,将所述DC测试部170的正上部定为装载位置,以DC测试部170的正上部为基准以X轴方向将前方及后方可定为回避位置。
另外,为了顺利传递所述DC测试部170的DC测试结果检查为不合格的元件10,可构成为运送2个以上的托盘30,并且为了移动时的干涉可上下配置移动路径。
即,优选为,所述第一缓冲托盘部610为可上下设置2个以上的移动区间,该移动区间为托盘30以Y轴方向往返移动于装载位置及DC运送工具550的移动区间DC之间的区间。
另一方面,可通过用于顺利运行处理器的各种方式执行所述DC测试部170及第一缓冲托盘部610之间传递元件10的过程。
举一示例,在通过所述第一运送工具510向DC测试部170运送元件之后DC测试结果判定为全部是优质品的情况下,通过第二运送工具520直接传递到炼板40。
另一方面,在存在所述DC测试结果检查为不合格的一部分的元件10的情况下,在DC测试部170装载的所有元件10被第一运送工具510导出之后全部装载到第一缓冲托盘部610的托盘30。
然后,在所述第一缓冲托盘部610的托盘30全部装载元件10的情况下,托盘30移动到DC运送工具550的运送路径DC上。此时,在托盘30移动到DC运送工具550的运送路径DC上的情况下,其他托盘30接收DC测试结果检查为不合格的元件10。
另一方面,在移动到后述的DC运送工具550的运送路径DC上的托盘30中,除了判定为优质品的元件10以外,DC测试结果检查为不合格的元件10通过DC运送工具550全部传递到DC托盘部302,进而在托盘30只留下优质品的元件10。
另一方面,检查为不合格的元件10被全部清除的托盘30重新移动到装载位置,之后通过第二运送工具520传递到炼板40。
然后,根据元件10的外形规格需要更换托盘30,与DC测试部170的更换过程类似,优选设置为能够与在后述的图5至图7示出的更换零部件装载部680装载的其他种类的托盘自动更换。
举一示例,所述第一缓冲托盘部610的托盘30能够以Y轴方向移动,并且设置成能够移动到上述的第一托盘运送路线TT1,进而通过第一托盘运送部671可从装载部100或者第一托盘装载部161接收其他规格的托盘30。
另一方面,对于元件10,为了顺利运送元件10,可具有各种结构,并且多个运送工具可构成各种配置。
举一示例,如图1至图3所示,所述运送工具可包括:第三运送工具510,设置成以X轴方向往返移动于装载部100及DC测试部170之间,以从装载部100向DC测试部170传递多个元件10;第一运送工具530,设置成以X轴方向往返移动于针对炼板20的元件10装载位置及DC测试部170之间,以将在DC测试部170检查为优质品的多个元件10装载于炼板20;第二运送工具520,设置在针对炼板20的元件10导出位置及卸载部300之间,以从第二缓冲托盘部620向卸载部300传递待分类为优质品的元件10。
另一方面,装载于所述炼板20的元件10的排列与装载于装载部100等的托盘30的元件10的排列相互不同,炼板20上排列相对更多。
从而,向所述炼板20运送元件10或者导出元件10的第一运送工具530及第二运送工具520优选构成为相比于剩余运送工具运送相对更多数量的元件10。例如,第一运送工具530及第二运送工具520为5×2,而剩余运送工具可以是5×1等。
在如上述构成运送工具的情况下,除了需要运送数量相对更多的元件10的位置以外,在需要运送数量相对少的位置可使用运送少量的元件10的运送工具,因此在节省装置的制造成本的同时可提高装置的尺寸及稳定性。
对于所述第一运送工具530及第二运送工具520的拾取器的横向个数,考虑到元件10的效率,可与在第一缓冲托盘部610及卸载部300的用于装载元件10的元件收容槽(未示出)的横向个数相同。
另一方面,优选为,对于所述第一运送工具530及第二运送工具520,考虑到分别与第一运送工具530及第二运送工具520相对应运送元件10,第一运送工具530及第二运送工具520的拾取器的横向个数相同。
另一方面,通常所述炼板20上的元件10之间的间距和托盘30上的元件10之间的间距相互不同(2倍),为此优选为所述第一运送工具530及第二运送工具520、第三运送工具510中的一个可改变通过拾取器拾取的元件10之间的间距。
另一方面,所述第三运送工具510、第一运送工具530及第二运送工具520沿着往返移动路线G移动。
然后,在与所述往返移动路线G以Y轴方向间隔的位置设定分类路线S,可沿着分类路线S移动分类运送工具560,在卸载部300中的托盘30装载的元件10中将DC测试部170的DC测试结果检查为不合格的元件10、从第二运送工具520接收的元件10根据分类等级装载到优质品托盘部320、DC托盘部310及拒收托盘部330中相应的托盘30。
所述分类运送工具560作为设置成可沿着分类路线S移动以在装载于卸载部300中的托盘30的元件10中将DC测试部170的DC测试结果检查为不合格的元件10、从第二运送工具520接收的元件10根据分类等级装载到优质品托盘部320、DC托盘部310及拒收托盘部330中相应的托盘30的结构,可具有各种结构。
另一方面,所述分类路线S定义为分类运送工具560沿着分类引导部件591移动的路径,所述分类引导部件591设置在与往返移动路线G以Y轴方向间隔的位置。
尤其是,优选为,所述分类路线S设置在第二托盘运送部672附近,作为与往返移动路线G以Y轴方向间隔的位置,以实现顺利的分类及将与其他结构的设置干涉最小化。
另一方面,在所述分类运送工具560将上述说明的DC测试部170的DC测试结果检查为不合格的元件10从第一缓冲托盘部610直接运送的情况下,分类运送工具560的移动路径变长,存在明显降低工作速度的问题。
另外,引导所述分类运送工具560的移动的分类引导部件591以X轴方向横跨装置设置,从而存在限制其他结构的设置等,在结构上存在很多问题。
据此,优选为,本发明的元件分类装置还包括DC运送工具550,所述DC运送工具550移动于第一缓冲托盘部610及卸载部300(尤其是,DC托盘部310)之间将DC测试部170的DC测试结果检查为不合格的元件10传递到第一缓冲托盘部610及卸载部300(尤其是,DC托盘部310)。
所述DC运送工具550作为移动于第一缓冲托盘部610及卸载部300(尤其是,DC托盘部310)之间将DC测试部170的DC测试结果检查为不合格的元件10传递到第一缓冲托盘部610及卸载部300(尤其是,DC托盘部310)的结构,可具有各种结构。
尤其是,对于所述DC运送工具550,考虑到DC测试部170的DC测试结果检查为不合格的元件10的数量相对较少,因此相比于其他运送工具可包括数量相对较少的拾取器,例如,2个拾取器。
另一方面,对于所述DC运送工具550,如图1及图3所示,考虑到比分类运送工具560的移动区间移动得更长,为了保障稳定移动,可设定成在引导第一运送工具530、第二运送工具520及第三运送工具510的移动的主引导部件592与第一运送工具530、第二运送工具520及第三运送工具510的移动路径G以Y轴方向间隔,进而能够以结合于主引导部件592的状态进行移动。
然后,所述DC运送工具550可设置成沿着与第一运送工具530、第二运送工具520及第三运送工具510的移动路径G以Y轴方向间隔设定的移动区间DC移动。
另一方面,所述运送工具510、520、530、540、550、560可包括一个以上的拾取器和拾取器移送装置,所述拾取器分别在末端具有通过真空压吸附元件10的吸附头,所述拾取器移送装置用于以X-Z、Y-Z或者X-Y-Z方向移动拾取器。
尤其是,所述运送工具可将拾取器排成一列或者排成多列,诸如5×2、4×2等。
另一方面,如图1所示,本发明的元件分类装置包括板装载器800,所述板装载器800设置在一侧以持续接收炼板20。
所述板装载器800作为装载插入有元件10的炼板20的同时依次装载插入有元件10的炼板20来运送到老化测试的结构,即用于与X-Y工作台410持续交换炼板20的结构,由在专利文献3公开的板装载器800构成等,可具有各种结构。
另一方面,优选为,所述板装载器800与装载部100相邻设置。
尤其是,若所述板装载器800与装载部100相邻设置,则与装载部100中的托盘运送方向垂直的方向称为Y轴时,针对装载部100以X轴方向结合。
此时,通过如上所述的板装载器800的结合,装载有炼板20的支架50在装置的右侧,尤其是与装载部100相邻能够以X轴方向导入或者排出。
另一方面,为了在从所述装载部100运送托盘30的路线中识别托盘30、检查装载于托盘30的元件10的上面等,即执行根据设计要求的功能,可设置摄像头、扫描仪等的第一视觉部191。
然后,可设置第二视觉部192,诸如摄像头、扫描仪等,拍摄在所述装载部100及DC测试部170之间由第三运送工具510拾取并运送的元件10的底面。
另外,可设置有第三视觉部193,诸如摄像头、扫描仪等,设置在所述DC测试部170及炼板20上的元件10装载位置之间拍摄由第一运送工具530拾取并运送的元件10的底面。
另一方面,以所述第三运送工具510、第一运送工具530及第二运送工具520移动的往返移动路线G为基准,在与第一托盘运送路线TT1相互面对的位置可设定第二托盘运送路线TT2,所述第二托盘运送路线TT2为在装载部100及卸载部300之间运送托盘30的第二托盘运送部672移动的路线。
所述第二托盘运送路线TT2作为在装载部100及卸载部300之间运送托盘30的第二托盘运送部672移动的路径,以往返移动路线G为基准设定在与第一托盘运送路线TT1相互面对的位置。
另一方面,在所述第二托盘运送路线TT2上可设置第二托盘装载部162,可临时装载未装有元件10的空托盘30。
对于所述第二托盘装载部162,只要是可临时装载在装载部100及卸载部300之间在托盘30的第二托盘运送路线TT2未装载元件10的空托盘30的结构,也可以是任意一种结构。
另外,所述第二托盘运送路线TT2可设定有分类缓冲部350,临时装载在装载部100及卸载部300之间由上述的分类托盘部330全部填满元件10的托盘30。
另外,所述第二托盘运送路线TT2可设定有覆盖托盘部169,所述覆盖托盘部169临时装载在装载部100及卸载部300之间配置在从外部以捆绑单位供应的多个托盘30的最上侧的覆盖托盘(未示出)。
另一方面,所述第二托盘运送路线TT2可设有托盘物流部168,所述托盘物流部168用于从外部接收由装载于炼板20的元件10填充的捆绑单位的托盘30或者向外部排出由优质的元件10填充的捆绑单位的托盘30、由赋予预设的分类等级的多个元件10填充的捆绑单位的托盘30。
以上仅是对可由本发明实现的优选实施例的一部分进行了说明,因此众所周知本发明的范围不得限定于上述的实施例来进行解释,以上说明的本发明的技术思想及其根本的技术思想全部包括在本发明的范围内。
- 物品分类装置、物品分类方法以及光学元件制造装置
- 半导体元件测试系统、测试处理器、测试头、半导体元件测试器的界面区块、分类经测试的半导体元件的方法、及支持半导体元件测试的方法