电子行业用缓冲垫及其生产工艺
文献发布时间:2023-06-19 11:06:50
技术领域
本发明涉及一种缓冲垫及其生产工艺,尤其是涉及一种应用于电子行业的缓冲垫及其生产工艺,属于橡胶技术领域。
背景技术
目前,在线路板(PCB/FPC等)的制备过程中,需要采用缓冲垫进行叠层工艺,所述叠层即将刻蚀好铜箔电路的中间层基板夹持在覆膜好的顶层基板和底层基板之间加压加热叠合在一起(相邻各个基板之间加入半固化片热压后使得各个基板形成统一整体结构),在操作过程中为避免压机对基板造成损伤,需要垫入硅胶垫起到缓冲作用;但是,在实际应用中发现,长时间使用后,硅胶垫的平整度大不如前(其在作业过程中硅胶垫本身不可避免的会因为老化而不平整,且硅胶垫具有一定的粘性会吸附杂质导致表面不平整,而且一点粘上杂质后无法快速有效及时的进行清理),此时对基板进行叠层时会导致叠层后的线路板具有一定的弯折度,必然导致线路板内部铜箔的电阻和感应电感增大,普通电路影响不大;但是,对于一些应用于大功率场合的线路板而言,电阻的增大将极大的增加其发热量,从而影响元器件的使用寿命;同时,对于高频RF应用场合,本身对电磁兼容EMI的要求极高,铜箔上增加的感应电感无疑会影响信号的质量,导致信号在传输过程中被干扰,影响电路的正常逻辑功能;为此,亟需一种能够解决上述问题的缓冲垫及其生产工艺,使得其能够保证叠层线路板的平直度。
发明内容
本发明的目的在于克服上述不足,提供一种能够保证线路板叠压后的平直度的电子行业用缓冲垫及其生产工艺。
本发明的目的是这样实现的:
一种电子行业用缓冲垫,包含有橡胶板,以及复合于橡胶板上下表面上的金属板。
本发明一种电子行业用缓冲垫,所述金属板与橡胶板的接触面设置有增粘层,且金属板与橡胶板之间夹持有粘结剂层。
本发明一种电子行业用缓冲垫,所述橡胶板包含有位于中间的弹性骨架布,所述弹性骨架布的上下表面覆合有橡胶层。
本发明一种电子行业用缓冲垫,所述橡胶层的材质为硅橡胶,所述弹性骨架布的材质为芳纶或高弹性织物。
一种电子行业用缓冲垫生产工艺,所述工艺步骤为:将裁切好的钢板一侧表面打磨形成增粘层后,将两侧复合有半固化片的橡胶板夹持在两片钢板之间进行热压复合,最后对成型的缓冲垫的四周进行冲切至成品尺寸。
本发明一种电子行业用缓冲垫生产工艺,裁切好的钢板经由上料输送带送入打磨机构内打磨形成增粘层后、经由金属板输送带输出,金属板输送带输出的金属板一路直接经由上金属板输送带输送至上金属板搁置架作为上金属板,另一路侧经由推动气缸推送后、由翻转盘翻转180°作为下金属板、并由下金属板输送带输送至下金属板搁置架,随后,位于下金属板搁置架和上金属板搁置架之间的六轴机械手通过其端部的电磁铁先吸附下金属板搁置架上的下金属板至热压机的模框内,随后将两侧复合有半固化片的橡胶板覆盖在下金属板上,接着六轴机械手通过其端部的电磁铁将上金属板搁置架上的下金属板吸附后转移压合在橡胶板上,最后启动热压机进行热压成型。
本发明一种电子行业用缓冲垫生产工艺,所述推动气缸位于上金属板输送带和金属板输送带之间,且上金属板输送带和金属板输送带之间的间距小于金属板的长度,所述推动气缸的活塞杆的移动方向垂直于上金属板输送带和金属板输送带的传输方向,所述推动气缸的活塞杆上连接有一推动板,且推动板上安装有多个U形结构的夹板,金属板的一端卡置于夹板的U形槽内后被推动气缸推动插入翻转盘上的插槽内后推动气缸缩回,翻转盘平行设置有多个,且由同一驱动轴驱动相连,插槽均匀排布于翻转盘的盘面上,步进电机带动驱动轴旋转180°、此时驱动轴驱动翻转盘旋转并通过插槽带动金属板翻转180°后构成增粘层朝上的下金属板、且下金属板的两端分别架设在下金属板输送带和辅助输送带上,随后下金属板输送带输送下金属板至下金属板搁置架。
本发明一种电子行业用缓冲垫生产工艺,所述打磨机构包含有壳体,所述壳体的左右两端分别设置有供金属板输送带和上料输送带插入的出料窗口和进料窗口,所述壳体的上部安装有夹持机构、下部安装有升降机构;所述夹持机构包含有左夹持板和右夹持板,所述壳体的顶部设置有左右两个窗口,且左夹持板和右夹持板分别穿过上述两个窗口,且左夹持板和右夹持板的中部分别通过销轴铰接于两个窗口内,位于壳体外的夹持气缸的气缸座和左夹持板的上部相铰接,夹持气缸的活塞杆和右夹持板的上部相铰接,且左夹持板和右夹持板的下部侧壁上均设置有夹持槽;
所述升降机构位于夹持机构的下方,且升降机构位于供金属板输送带和上料输送带之间,所述升降机构包含有升降气缸、升降台、滑轨和平移小车,升降气缸左右竖向对称设置有两台,升降气缸的活塞杆的顶部连接升降台,且滑轨安装于升降台上,平移小车滑动设置于滑轨上;所述平移小车上安装有砂带机。
与现有技术相比,本发明的有益效果是:
本发明采用金属板后利用金属板的刚性实现了平整度,且金属板清理方便,通过吹扫或刮涂方式可轻松的对其进行表面清洁,避免叠压过程中影响线路板的平直度。同时,通过本发明配套工艺能够方便快捷的进行生产。
附图说明
图1为本发明一种电子行业用缓冲垫的结构示意图。
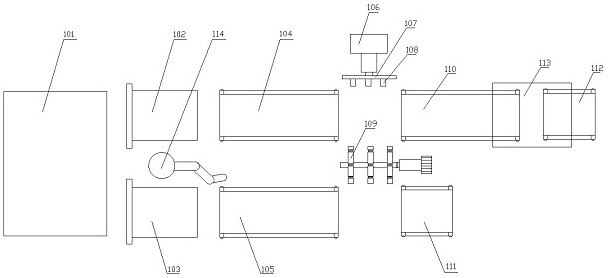
图2为本发明一种电子行业用缓冲垫生产工艺中的金属板供料系统的结构示意图。
图3为本发明一种电子行业用缓冲垫生产工艺中的金属板供料系统中的翻转盘的结构示意图。
图4为本发明一种电子行业用缓冲垫生产工艺中的打磨机构的结构示意图。
其中:
橡胶板1、金属板2;
弹性骨架布1.1、橡胶层1.2;
热压机101、上金属板搁置架102、下金属板搁置架103、上金属板输送带104、下金属板输送带105、推动气缸106、推动板107、夹板108、翻转盘109、金属板输送带110、辅助输送带111、上料输送带112、打磨机构113、六轴机械手114;
壳体201、夹持气缸202、左夹持板203、右夹持板204、升降气缸205、升降台206、滑轨207、平移小车208、砂带机209。
具体实施方式
参见图1,本发明涉及的一种电子行业用缓冲垫,包含有橡胶板1,以及复合于橡胶板1上下表面上的金属板2;
进一步的,所述金属板2与橡胶板1的接触面设置有增粘层,且金属板2与橡胶板1之间夹持有粘结剂层;
进一步的,所述橡胶板1包含有位于中间的弹性骨架布1.1,所述弹性骨架布1.1的上下表面覆合有橡胶层1.2;优选的,所述橡胶层1.2的材质为硅橡胶,所述弹性骨架布1.1的材质为芳纶等高弹性织物;
参见图2~4,一种电子行业用缓冲垫生产工艺,所述工艺步骤为:将裁切好的钢板一侧表面打磨形成增粘层后,将两侧复合有半固化片的橡胶板夹持在两片钢板之间进行热压复合,最后对成型的缓冲垫的四周进行冲切至成品尺寸;
具体的讲:裁切好的钢板经由上料输送带112送入打磨机构113内打磨形成增粘层后、经由金属板输送带110输出,金属板输送带110输出的金属板一路直接经由上金属板输送带104输送至上金属板搁置架102作为上金属板,另一路侧经由推动气缸106推送后、由翻转盘109翻转180°作为下金属板、并由下金属板输送带105输送至下金属板搁置架103,随后,位于下金属板搁置架103和上金属板搁置架102之间的六轴机械手114通过其端部的电磁铁先吸附下金属板搁置架103上的下金属板至热压机101的模框内,随后将两侧复合有半固化片的橡胶板覆盖在下金属板上,接着六轴机械手114通过其端部的电磁铁将上金属板搁置架102上的下金属板吸附后转移压合在橡胶板上,最后启动热压机101进行热压成型;
进一步的,所述推动气缸106位于上金属板输送带104和金属板输送带110之间,且上金属板输送带104和金属板输送带110之间的间距小于金属板的长度,所述推动气缸106的活塞杆的移动方向垂直于上金属板输送带104和金属板输送带110的传输方向,所述推动气缸106的活塞杆上连接有一推动板107,且推动板107上安装有多个U形结构的夹板108,金属板的一端卡置于夹板108的U形槽内后被推动气缸106推动插入翻转盘109上的插槽内后推动气缸106缩回,翻转盘109平行设置有多个,且由同一驱动轴驱动相连,插槽均匀排布于翻转盘109的盘面上,步进电机带动驱动轴旋转180°、此时驱动轴驱动翻转盘109旋转并通过插槽带动金属板翻转180°后构成增粘层朝上的下金属板、且下金属板的两端分别架设在下金属板输送带105和辅助输送带111上,随后下金属板输送带105输送下金属板至下金属板搁置架103;
进一步的,所述打磨机构113包含有壳体201,所述壳体201的左右两端分别设置有供金属板输送带110和上料输送带112插入的出料窗口和进料窗口,所述壳体201的上部安装有夹持机构、下部安装有升降机构;所述夹持机构包含有左夹持板203和右夹持板204,所述壳体201的顶部设置有左右两个窗口,且左夹持板203和右夹持板204分别穿过上述两个窗口,且左夹持板203和右夹持板204的中部分别通过销轴铰接于两个窗口内,位于壳体201外的夹持气缸202的气缸座和左夹持板203的上部相铰接,夹持气缸202的活塞杆和右夹持板204的上部相铰接,且左夹持板203和右夹持板204的下部侧壁上均设置有夹持槽;
所述升降机构位于夹持机构的下方,且升降机构位于供金属板输送带110和上料输送带112之间,所述升降机构包含有升降气缸205、升降台206、滑轨207和平移小车208,升降气缸205左右竖向对称设置有两台,升降气缸205的活塞杆的顶部连接升降台206,且滑轨207安装于升降台206上,平移小车208滑动设置于滑轨207上;所述平移小车208上安装有砂带机209;
使用时,当金属板进入金属板输送带110和上料输送带112之间后,升降机构顶升、通过砂带机209向上托起金属板,随后夹持机构的夹持气缸202动作,使得金属板夹持在左夹持板203和右夹持板204的夹持槽之间,随后启动砂带机209进行打磨在金属板的下表面形成粗糙面构成增粘层;打磨完毕后,左夹持板203和右夹持板204打开,随后升降机构带动打磨后的升降板下降、使得此时的金属板的两端依旧分别搁置在金属板输送带110和上料输送带112上,接着金属板输送带110将其向外输送;
另外:需要注意的是,上述具体实施方式仅为本专利的一个优化方案,本领域的技术人员根据上述构思所做的任何改动或改进,均在本专利的保护范围之内。
- 电子行业用缓冲垫及其生产工艺
- 电子行业专用缓冲垫