为使模具合模时保持平行,在模具底部安装导向托板的结构
文献发布时间:2023-06-19 11:47:31
技术领域
铸造工艺射芯机模具提高合模精度的技术措施。
背景技术
比较小型的砂型一般都是在射芯机一类的设备上制造,射芯机的关键是合模精度,如动静模一般都是相向安装在模具座板上。模具座板的外围有四根导向柱,导向柱直径在60-80毫米左右,模板座上有四个导套,导套在导向柱上滑行,动静模通过座板都用导套安装在导向柱上,动模靠气缸顶推在导向柱上做往复运动,合模时提供合模力,不使模具在射砂时分开。
模具是安装在两侧座板相对的一侧,模具的重量对座板形成倾复力矩,这个力矩全靠座板四周的导套与之平衡,导套极易磨损,当导套被磨损间隙偏大时,模具就会失去平行度,而是外部向下沉,在动静模之间形成一个交角。这个交角并不是相等的,而是根据模具重量而发生变化,模具越重下沉越严重,交角也就越大。严重时模具的芯头会与另一侧模具边缘相碰,进而碰坏模具。
发明内容
本发明目的是射芯机上模具在合模时恢复模具的互相平行度,对模具的倾复力矩做补偿。
技术方案是在重量较轻的模具如定模的底部两侧,朝向动模方向用螺钉安装两件动模托铁,托铁的长度以动模能和定模正常开合模长度为界,再在托铁端部增加有一定斜度的引导段,动模向定模移动时由引导段开始被托铁抬高,再移动至芯模将进入定模段,此时动模口基本与定模保持平行,可正常进行合模。
本专利最显著的效果,是利用托铁在动模即将与定模合模前,将动模抬高,使下沉量减少,保证合模时模具不会互相碰撞,托铁的抬起动模,有效的弥补了导向套的磨损间隙造成的动模倾复力矩所产生的下沉缺陷,使合模能正常进行。
附图说明
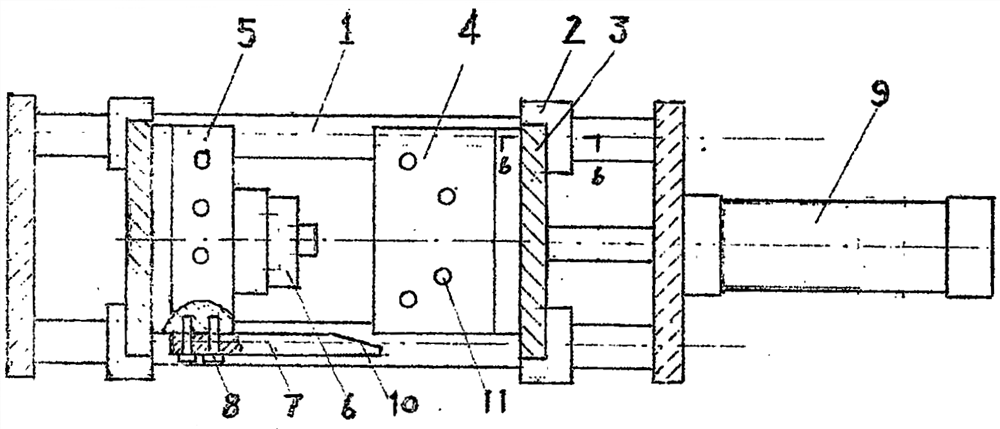
图1、模具座架侧视图。(图2的a-a剖视图)
图2、模具座架俯视图。
其中:1、导柱 2、导向套 3、模具座 4、动模 5、定模 6、芯模具 7、托铁 8、螺钉 9、气缸 10、托铁引导段 11、电加热棒
具体实施方式
在重量较轻的模具,如定模5底部的两侧,朝向动模4的方向,用螺钉 8安装两件动模托铁7,托铁7的导向长度以动模4能和定模5正常分开为界,再在托铁7端部增加有一定斜度的引导段10。
- 为使模具合模时保持平行,在模具底部安装导向托板的结构
- 为使模具合模时保持平行,在模具底部安装导向托板的结构