一种抛丸机的上、下料装置
文献发布时间:2023-06-19 11:55:48
技术领域
本发明涉及汽车零部件生产加工设备技术领域,具体是一种抛丸机的上、下料装置。
背景技术
在汽车零部件生产加工领域,抛丸机是不可或缺的生产加工设备之一,是指利用抛丸器抛出的高速弹丸清理或强化铸件表面的铸造设备。抛丸机能同时对工件进行落砂﹑除芯和清理,主要用于去除工件的毛刺、隔膜和铁锈等,也可以针对工件某一个部分的表面去除其上附着的污染物,并提供一个增加涂层的附着力表面轮廓,来达到强化工件的目的。
目前,抛丸机的上、下料作业均是依靠人工完成,即将待处理的工件放置到吊篮中,然后抬入抛丸机的机柜中,待处理完毕后,再将吊篮抬出,不仅工作效率低下,而且劳动强度高。为此,可采用行吊或轨道车实现上、下料的方式来取代人工操作,虽然能够明显降低劳动强度,但是由于每次只能送入一批次的工件,需要等待该批次的工件处理完成并取出后才能空出工位,然后送入下一批次的工件,即在上、下料时需要有一个等待过程,这就要耗费一定的时间,因此工作效率依然不高。
发明内容
本发明的目的是为了克服现有技术存在的缺陷和不足,提供一种抛丸机的上、下料装置,在上一批次工件移入抛丸机进行处理的过程中,即可进行下一批次工件的上料作业,待上一批次的工件处理完成并移出后,即可将下一批次的工件移入抛丸机进行处理,期间几乎无任何的等待过程,以提高工作效率。
为实现上述目的,本发明提供如下技术方案:
一种抛丸机的上、下料装置,包括有抛丸机机柜,所述抛丸机机柜的前侧敞口并安装有柜门,其特征在于:所述抛丸机机柜的顶部的两侧分别安装有轨道,两侧的所述轨道均自后向前延伸,并在前方呈逐渐张开的八字形结构,所述的轨道上安装有可沿其行走的自动收放绳机构,所述自动收放绳机构的绳索的下端连接有吊具;所述抛丸机机柜的顶部的前侧设有自前向后延伸且可供所述自动收放绳机构的绳索进出的开槽。
进一步的,所述抛丸机机柜的顶部的两侧分别固定有支架,两侧的所述轨道分别对应固定安装在两侧的所述支架上。
进一步的,所述的自动收放绳机构包括有可沿所述轨道行走的行走小车,所述行走小车的底部连接有卷扬机。
进一步的,所述的吊具包括有连接座,所述连接座的顶部固定连接在所述卷扬机的绳索的自由端,连接座的底部固定连接有竖杆,所述竖杆的下端具有一体连接的吊钩。
进一步的,所述抛丸机的上、下料装置还包括有对进出所述开槽的自动收放绳机构的绳索进行导向和限位的导向限位机构。
进一步的,所述的导向限位机构包括有转动安装在所述竖杆外部的套筒,所述套筒的外部固定连接有齿轮,所述抛丸机机柜的顶壁上在所述开槽的两侧分别固定连接有自前向后延伸的齿条。
进一步的,所述的行走小车沿所述轨道行走,带动所述自动收放绳机构的绳索进出所述开槽,带动所述齿轮沿两侧的所述齿条行走,并带动所述吊钩进出所述抛丸机机柜。
进一步的,所述开槽的两侧内壁上分别固定连接有覆盖开槽内的上部空间的挡帘。
进一步的,所述的挡帘采用橡胶条。
进一步的,抛丸机的上、下料装置的使用方法为:
S1.打开所述的柜门,敞开所述抛丸机机柜,将一批次的待处理工件放置到吊篮中,再将吊篮钩挂到一个吊钩上;
S2.然后,控制相对应的自动收放绳机构,即卷扬机回收绳索,带动下方的齿轮上升一定高度,再控制相对应的行走小车沿所在轨道向后行走,一方面带动所述绳索保持竖立的姿态移入所述的开槽,挤压所述挡帘,使挡帘张开;再一方面带动所述齿轮沿两侧的所述齿条向后行走,即向所述抛丸机机柜的内部行走,防止所述绳索产生晃动;另一方面带动上述工件移入所述抛丸机机柜;
S3.待所述的行走小车移动到位后,上述工件完全移入所述抛丸机机柜中,然后关闭所述柜门,启动抛丸机对上述工件进行处理;在处理的过程中,所述的齿轮对所述绳索进行限位,防止绳索产生剧烈晃动;
S4.在处理的过程中,将下一批次的待处理工件放置到另一个吊篮中,再将该吊篮钩挂到另一个吊钩上,实现下一批次的待处理工件的上料;
S5.待上一批次的工件处理完成后,再次开启所述的柜门,控制所述行走小车沿所在轨道向前行走,一方面带动所述绳索保持竖立的姿态移出所述开槽,使得所述挡帘逐渐收缩并复位;再一方面带动所述齿轮沿两侧的所述齿条向前行走,即向所述抛丸机机柜的外部行走,防止所述绳索产生晃动;另一方面带动已处理好的工件移出所述抛丸机机柜;
S6.然后,按照上述步骤将另一个吊钩上所钩挂的下一批次的待处理工件移入所述抛丸机机柜进行处理。
与现有技术相比,本发明的有益效果是:
1、本发明采用双轨道结构,相应的可行走的自动收放绳机构和吊具均有两套,相互独立工作,且两侧的轨道前方呈逐渐张开的八字形结构,互不干扰,在上一批次工件移入抛丸机进行处理的过程中,即可进行下一批次工件的上料作业,待上一批次的工件处理完成并移出后,即可将下一批次的工件移入抛丸机进行处理,在进行处理的过程中几乎无任何的等待过程,在时间上实现了无缝衔接,大大提高了工作效率。
2、本发明采用由二个齿条和可自由转动并可沿二个齿条行走的齿轮所组成的导向限位机构,在自动收放绳机构的绳索进出开槽的过程中,对绳索进行导向,提高了工件在移入或移出抛丸机过程中的稳定性,防止了绳索因较大的载重而出现晃动;在绳索停留在开槽的过程中,对绳索进行限位,提高了工件在处理过程中的稳定性,防止了绳索出现剧烈晃动,从而提高了安全性,保证了工件的处理质量和效果。
附图说明
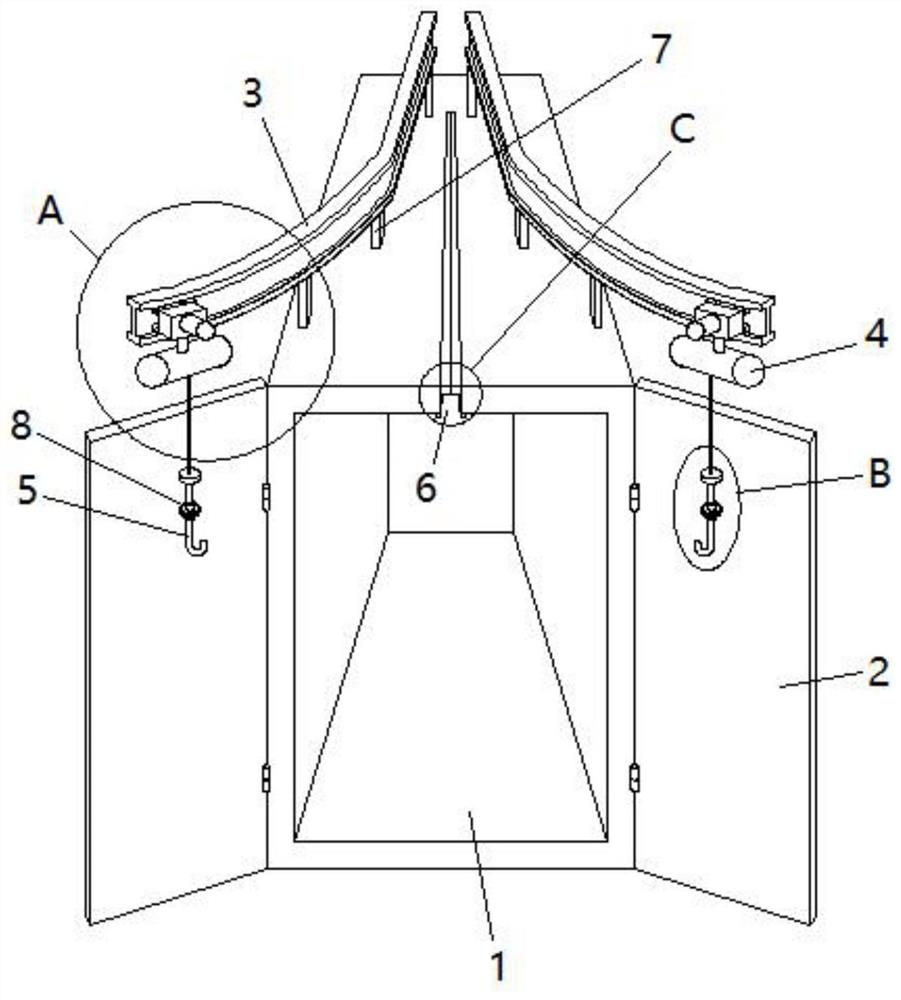
图1为本发明结构示意图;
图2为图1中A部分的结构放大示意图;
图3为图1中B部分的结构放大示意图;
图4为图1中C部分的结构放大示意图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
参见图1-4,一种抛丸机的上、下料装置,包括有抛丸机机柜1,抛丸机机柜1的前侧敞口并安装有柜门2,抛丸机机柜1的顶部的两侧分别安装有轨道3,两侧的轨道3均自后向前延伸,并在前方呈逐渐张开的八字形结构,轨道3上安装有可沿其行走的自动收放绳机构4,自动收放绳机构4的绳索421的下端连接有吊具5;抛丸机机柜1的顶部的前侧设有自前向后延伸且可供自动收放绳机构4的绳索421进出的开槽6。
本发明中,抛丸机机柜1的顶部的两侧分别固定有支架7,两侧的轨道3分别对应固定安装在两侧的支架7上。由此,实现了轨道3的安装。
本发明中,自动收放绳机构4包括有可沿轨道3行走的行走小车41,行走小车41的底部连接有卷扬机42。
本发明中,吊具5包括有连接座51,连接座51的顶部固定连接在卷扬机42的绳索421的自由端,连接座51的底部固定连接有竖杆52,竖杆52的下端具有一体连接的吊钩53。
本发明抛丸机的上、下料装置还包括有对进出开槽6的自动收放绳机构4的绳索421进行导向和限位的导向限位机构8。
相应的,导向限位机构8包括有转动安装在竖杆52外部的套筒81,套筒81的外部固定连接有齿轮82,抛丸机机柜1的顶壁上在开槽6的两侧分别固定连接有自前向后延伸的齿条83。
由此,行走小车41沿轨道3行走,带动自动收放绳机构4的绳索421,即卷扬机42的绳索421进出开槽6,带动齿轮82沿两侧的齿条83行走,并带动吊钩53,即待处理的工件进出抛丸机机柜1。
本发明中,开槽6的两侧内壁上分别固定连接有覆盖开槽6内的上部空间的挡帘9。
相应的,挡帘9采用橡胶条,在很小的外力作用下能产生较大形变,外力撤除后能恢复原状。由此,既能够在上侧封闭开槽6,隔绝灰尘,又不影响卷扬机42的绳索421正常进出开槽6。
以下结合附图对本发明作进一步的说明:
不使用时,两侧的行走小车41分别对应位于两侧的轨道3的前端,此时,柜门2保持关闭状态,吊钩53和齿轮82均位于抛丸机机柜1的外部,即位于抛丸机机柜1的前上方位置。
使用时,首先打开柜门2,敞开抛丸机机柜1,将一批次的待处理工件放置到吊篮中,再将吊篮钩挂到一个吊钩53上。
然后,通过操作手持遥控器,控制相对应的自动收放绳机构4,即卷扬机42回收绳索421,带动下方的齿轮82上升一定高度,再控制相对应的行走小车41沿所在轨道3向后行走,一方面带动绳索421保持竖立的姿态移入开槽6,挤压挡帘9,使挡帘9张开;再一方面带动齿轮82沿两侧的齿条83向后行走,即向抛丸机机柜1的内部行走,防止绳索421产生晃动;另一方面带动上述工件移入抛丸机机柜1。
待行走小车41移动到位后,上述工件完全移入抛丸机机柜1中,然后关闭柜门2,启动抛丸机对上述工件进行处理;在处理的过程中,齿轮82在中间位置对绳索421进行限位,防止绳索421产生剧烈晃动,从而防止上述工件发生掉落。
在处理的过程中,将下一批次的待处理工件放置到另一个吊篮中,再将该吊篮钩挂到另一个吊钩上,实现下一批次的待处理工件的上料。
待上一批次的工件处理完成后,再次开启柜门2,通过操作手持遥控器,控制行走小车41沿所在轨道3向前行走,一方面带动绳索421保持竖立的姿态移出开槽6,使得挡帘9逐渐收缩并复位;再一方面带动齿轮82沿两侧的齿条83向前行走,即向抛丸机机柜1的外部行走,防止绳索421产生晃动;另一方面带动已处理好的工件移出抛丸机机柜1。
然后,按照上述步骤将另一个吊钩上所钩挂的下一批次的待处理工件移入抛丸机机柜1进行处理。
后续的处理过程以此类推,在此不再赘叙。需要说明的是,由于本发明采用双轨道结构,相应的可行走的自动收放绳机构和吊具有两套,相互独立工作,且两侧的轨道前方呈逐渐张开的八字形结构,互不干扰;此外,在上一批次工件移入抛丸机进行处理的过程中,即可进行下一批次工件的上料作业,待上一批次的工件处理完成并移出后,即可将下一批次的工件移入抛丸机进行处理;因此,在进行处理的过程中几乎无任何的等待过程,在时间上实现了无缝衔接,大大提高了工作效率。
虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
故以上所述仅为本申请的较佳实施例,并非用来限定本申请的实施范围;即凡依本申请的权利要求范围所做的各种等同变换,均为本申请权利要求的保护范围。
- 一种抛丸机的上、下料装置
- 一种应用于抛丸机的下料阀门装置