一种电芯镍片焊接设备
文献发布时间:2023-06-19 12:04:09
技术领域
本发明涉及焊接设备领域,特别是关于一种电芯镍片焊接设备。
背景技术
点焊机系采用双面双点过流焊接的原理,工作时两个电极加压工件使两层金属在两电极的压力下形成一定的接触电阻,而焊接电流从一电极流经另一电极时在两接触电阻点形成瞬间的热熔接,且焊接电流瞬间从另一电极沿两工件流至此电极形成回路,并且不会伤及被焊工件的内部结构。
现状电子产品种类繁多,发展迅猛;诸如新能源汽车、电动单车、电动割草机等用电器所需电源功率不一,则需要不同数目的电芯(单节锂电池)以及电芯间的不同的串、并联连接方式达到所需电源参数。目前,锂电池焊接主要分电阻焊和激光焊,其中,电阻焊凭借设备成本低、操作简便等优点得到快速发展。
实际生产中,手工点焊效率低、一致性差、并且劳动强度大,工作过程中需要戴护目镜等防护装备,作业环境对人身安全存在危害。因此,采用自动化程度高的自动点焊机代替人工点焊势在必行。市面上已有很多三轴点焊机,但在效率及良品率上依旧难满足客户需求。
发明内容
有鉴于此,本发明提供一种电芯镍片焊接设备,点焊治具拆分为治具本体与合页后回流,点焊治具的回流过程有序顺畅,且回流后的点焊治具定位固定电芯的方式方便高效,将电芯放置在治具本体上表面后再安装合页即可完成电芯的固定,自动化程度高,电芯镍片焊接高效可靠。
本发明的目的通过以下技术方案实现:
一种电芯镍片焊接设备,用于将镍片焊接在电芯上,包括装载待加工电芯的点焊治具、运送点焊治具的点焊线体、设置在点焊线体旁并将镍片焊接在待加工电芯处的点焊组件、成品下料机构、以及用于回流点焊治具的回流机构,所述点焊治具包括治具本体、与治具本体可拆连接的左侧合页、以及与治具本体可拆连接的右侧合页,多个待加工电芯并排排列在所述治具本体上表面,左侧合页和右侧合页分别夹紧在待加工电芯两侧,所述回流机构包括用于回流治具本体的治具本体回流机构、以及用于回流左侧合页和右侧合页的合页回流机构。
优选的,所述点焊线体包括点焊线架体、设置在点焊线架体上并用于输送点焊治具的第一传送带、驱使第一传送带转动的第一动力源、用于将点焊治具推离输送带的第一顶起机构、第二顶起机构、第三顶起机构和第四顶起机构。
优选的,所述第一顶起机构包括顶起支架、安装在顶起支架上的顶起气缸、由顶起气缸推杆驱动的顶起板,所述第二顶起机构、第三顶起机构、第四顶起机构具有与第二顶起机构相同的组成结构。
优选的,所述点焊组件包括四轴机械手和由四轴机械手夹持的点焊器,所述四轴机械手具体包括X移动轴、Y移动轴、Z移动轴、R移动轴。
优选的,所述点焊组件设置在所述第二顶起机构旁,所述第二顶起机构上方设置有上定位板;第二顶起机构将点焊治具顶起,点焊治具上表面与所述上定位板下表面相接触时,所述点焊治具由所述第二顶起机构和所述上定位板所夹紧固定,点焊组件即可对点焊治具内电芯进行镍片焊接。
优选的,所述成品下料机构包括成品流水线、夹持电芯的电芯夹爪、驱使电芯夹爪移动的下料机械手;所述治具本体回流机构包括治具本体回流线体、设置在治具本体回流线体上并用于输送治具本体的第二传送带、驱使第二传送带转动的第二动力源、夹持治具本体的治具本体夹爪,所述治具本体夹爪由下料机械手驱使移动。
优选的,所述合页回流机构包括依次设置的拆卸左侧合页的左开合页机构、夹取左侧合页的左合页中转机构、翻转左侧合页的左合页翻转机构、回流左侧合页的左合页回流线体、以及依次设置的拆卸右侧合页的右开合页机构、夹取右侧合页的右合页中转机构、翻转右侧合页的右合页翻转机构、回流右侧合页的右合页回流线体。
优选的,所述左开合页机构包括左合页夹爪、驱使左合页夹爪开合的左合页夹爪气缸、驱使左合页夹爪移动的左合页夹爪移动气缸,所述右开合页机构包括右合页夹爪、驱使右合页夹爪开合的右合页夹爪气缸、驱使右合页夹爪移动的右合页夹爪移动气缸。
优选的,所述左合页中转机构包括左合页夹持头、驱使左合页夹持头开合的左合页夹持头气缸、驱使左合页夹持头移动的左合页夹持头位移气缸,所述右合页中转机构包括右合页夹持头、驱使右合页夹持头开合的右合页夹持头气缸、驱使右合页夹持头移动的右合页夹持头位移气缸。
优选的,所述左合页翻转机构包括左合页夹紧头、驱使左合页夹紧头开合的左合页夹紧头气缸、驱使左合页夹紧头旋转的第一旋转气缸,所述右合页翻转机构包括右合页夹紧头、驱使右合页夹紧头开合的右合页夹紧头气缸、驱使右合页夹紧头旋转的第二旋转气缸。
优选的,所述左合页回流线体上设置有用于输送左侧合页的第三传送带、驱使第三传送带转动的第三动力源,所述右合页回流线体上设置有用于输送右侧合页的第四传送带、驱使第四传送带转动的第四动力源。
本发明相较于现有技术的有益效果是:
本发明的电芯镍片焊接设备,实现镍片点焊自动化,自动装镍片,合页回流,治具回流,产品下料。点焊治具拆分为治具本体与合页后回流,点焊治具的回流过程有序顺畅,且回流后的点焊治具定位固定电芯的方式方便高效,将电芯放置在治具本体上表面后再安装合页即可完成电芯的固定,自动化程度高,电芯镍片焊接高效可靠。
本设备的优点如下:1.适用性好,相近电池包可用该结构,实现自动化生产;2.能有效提升产品品质,通过设备点焊,能提高产品的一致性和提高提升生产效率;3.设备结构布局紧凑,利用线体回流,有效利用空间;设备可以连接全自动生产线,又可以拼接人工线体进行半自动作业。
附图说明
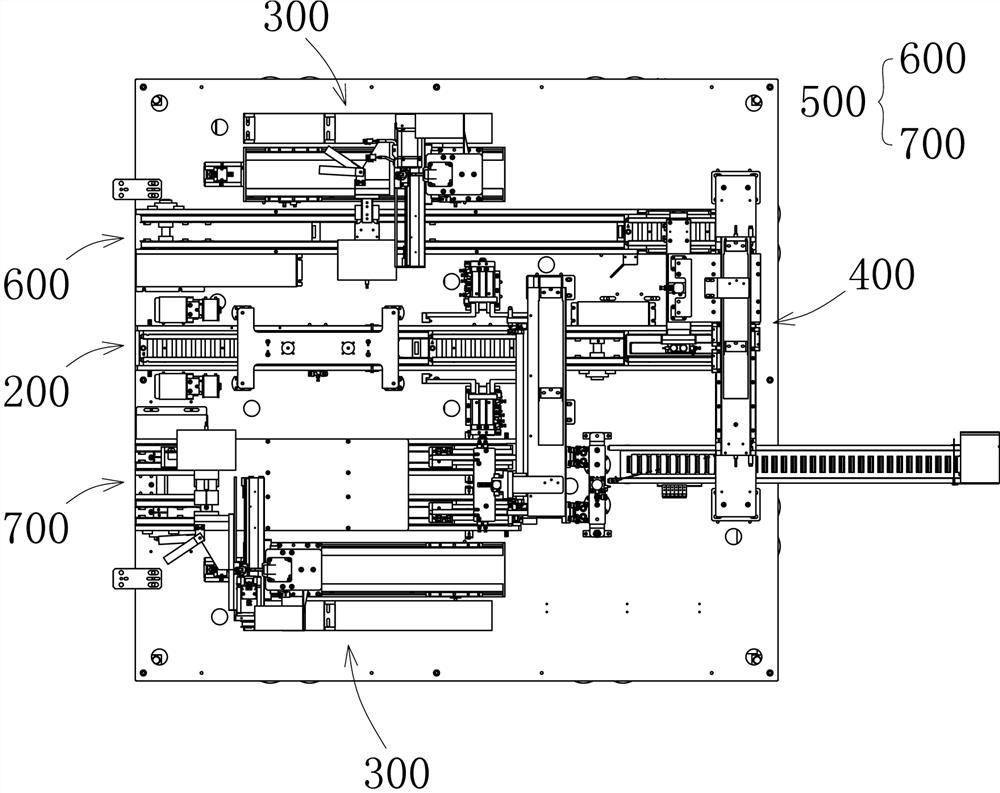
图1为本发明一实施例中电芯镍片焊接设备的结构图。
图2为本发明一实施例中点焊治具的结构图。
图3为本发明一实施例中点焊线体的结构图。
图4为本发明一实施例中点焊组件的结构图。
图5为本发明一实施例中成品下料机构的结构图。
图6为本发明一实施例中治具本体回流机构的结构图。
图7为本发明一实施例中左开合页机构和右开合页机构的结构图。
图8为本发明一实施例中左合页中转机构和右合页中转机构的结构图。
图9为本发明一实施例中左合页回流线体和右合页回流线体的结构图。
具体实施方式
为了便于本领域技术人员理解,下面将结合具体实施例及附图对本发明作进一步详细描述。
请参考图1-9,本发明实施例包括:
一种电芯镍片焊接设备,用于将镍片焊接在电芯上,包括装载待加工电芯的点焊治具100、运送点焊治具100的点焊线体200、设置在点焊线体200旁并将镍片焊接在待加工电芯处的点焊组件300、成品下料机构400、以及用于回流点焊治具100的回流机构500,点焊治具100包括治具本体101、与治具本体101可拆连接的左侧合页102、以及与治具本体101可拆连接的右侧合页103,多个待加工电芯并排排列在治具本体101上表面,左侧合页102和右侧合页103分别夹紧在待加工电芯两侧,回流机构500包括用于回流治具本体101的治具本体回流机构600、以及用于回流左侧合页102和右侧合页103的合页回流机构700。治具本体和左右合页分体设计,方便点焊实现自动化。
点焊线体200包括点焊线架体201、设置在点焊线架体201上并用于输送点焊治具100的第一传送带202、驱使第一传送带202转动的第一动力源203、用于将点焊治具100推离输送带的第一顶起机构210、第二顶起机构220、第三顶起机构230和第四顶起机构240;第一顶起机构210包括顶起支架211、安装在顶起支架211上的顶起气缸212、由顶起气缸212推杆驱动的顶起板213,第二顶起机构220、第三顶起机构、第四顶起机构具有与第二顶起机构220相同的组成结构。点焊治具到位,第二顶起机构的气缸顶起,对点焊治具进行二次定位。定位后开始焊接,焊接完流动至第三顶起机构上方,机构进行二次定位,开合页机构动作将治具本体和左右合页分开;分开后,治具本体流动至第四顶起机构,机构二次定位,成品下料,治具本体回流。若出现2个点焊治具同时来,第一顶起机构顶起分料;点焊治具流动到第一顶起机构上方时,当第一个点焊治具通过第一顶起机构上方后,第一顶起机构向上顶起,避免多个点焊治具同时进入到后续加工工位,保证生产有序进行。
点焊组件300包括四轴机械手310和由四轴机械手310夹持的点焊器320,四轴机械手310具体包括X移动轴311、Y移动轴312、Z移动轴313、R移动轴314;点焊组件300设置在第二顶起机构220旁,第二顶起机构220上方设置有上定位板221;第二顶起机构220将点焊治具100顶起,点焊治具100上表面与上定位板221下表面相接触时,点焊治具100由第二顶起机构220和上定位板221所夹紧固定,点焊组件300即可对点焊治具100内电芯进行镍片焊接。点焊治具到位后,根据产品工艺要求,点焊组件移动到相对应位置,将镍片按要求焊接在对应电芯位置上。焊针焊接,使用到一定数量后,焊针损耗,容易出现焊接质量问题,充分利用点焊组件三轴联动,实现自动磨焊针端面。
成品下料机构400包括成品流水线401、夹持电芯的电芯夹爪402、驱使电芯夹爪402移动的下料机械手403。
治具本体回流机构600包括治具本体回流线体601、设置在治具本体回流线体601上并用于输送治具本体101的第二传送带602、驱使第二传送带602转动的第二动力源603、夹持治具本体101的治具本体夹爪604,治具本体夹爪604由下料机械手403驱使移动。点焊治具流动至第四顶起机构处,下料机械手下降,电芯夹爪吸取电芯,将电芯横移送至成品流水线上,治具本体夹爪抓取治具本体,上升横移下降,将治具本体放置在治具本体回流线体,实现循环。
合页回流机构700包括依次设置的用于拆卸左侧合页102的左开合页机构710、夹取左侧合页102的左合页中转机构720、翻转左侧合页102的左合页翻转机构730、回流左侧合页102的左合页回流线体740、以及依次设置的用于拆卸右侧合页103的右开合页机构750、夹取右侧合页103的右合页中转机构760、翻转右侧合页103的右合页翻转机构770、回流右侧合页103的右合页回流线体780。
左开合页机构710包括左合页夹爪711、驱使左合页夹爪711开合的左合页夹爪气缸712、驱使左合页夹爪711移动的左合页夹爪移动气缸713,右开合页机构750包括右合页夹爪751、驱使右合页夹爪751开合的右合页夹爪气缸752、驱使右合页夹爪751移动的右合页夹爪移动气缸753。点焊治具到位后,第三顶起机构二次定位,左右合页夹爪伸出靠近点焊治具,夹爪气缸启动,夹爪夹紧合页,夹爪移动气缸驱使夹爪回位,将治具本体和左右合页分开。
左合页中转机构720包括左合页夹持头721、驱使左合页夹持头721开合的左合页夹持头气缸722、驱使左合页夹持头721移动的左合页夹持头位移气缸723,右合页中转机构760包括右合页夹持头761、驱使右合页夹持头761开合的右合页夹持头气缸762、驱使右合页夹持头761移动的右合页夹持头位移气缸763。在本实施例中,左合页夹持头位移气缸723和右合页夹持头位移气缸763共用同一个气缸。合页中转机构,夹持头位移气缸驱使夹持头下降到位,夹持头气缸驱使夹持头夹取合页,然后上升并横移,运送到合页翻转处,等待翻转回流。
左合页翻转机构730包括左合页夹紧头731、驱使左合页夹紧头731开合的左合页夹紧头气缸732、驱使左合页夹紧头731旋转的第一旋转气缸733,右合页翻转机构770包括右合页夹紧头771、驱使右合页夹紧头771开合的右合页夹紧头气缸772、驱使右合页夹紧头771旋转的第二旋转气缸773。合页翻转机构,夹紧头夹取合页,翻转放置在皮带线体上,回流至装镍片处。
左合页回流线体740上设置有用于输送左侧合页102的第三传送带741、驱使第三传送带741转动的第三动力源742,右合页回流线体780上设置有用于输送右侧合页103的第四传送带781、驱使第四传送带781转动的第四动力源782。在本实施例中,第三动力源742和第四动力源782共用同一个动力装置。
本发明的电芯镍片焊接设备,点焊治具拆分为治具本体与合页后回流,点焊治具的回流过程有序顺畅,且回流后的点焊治具定位固定电芯的方式方便高效,将电芯放置在治具本体上表面后再安装合页即可完成电芯的固定,自动化程度高,电芯镍片焊接高效可靠。
本发明的电芯镍片焊接设备的工艺流程如下,点焊治具流动到第二顶起机构上方→机构顶起定位→点焊组件进行点焊→点焊完毕后点焊治具流动至第三顶起机构上方→机构顶起定位→开合页机构打开合页,使合页与治具本体分离→合页经过中转机构落至合页回流线体→合页回流→另一方面,治具本体带着点好焊的产品流至第四顶起机构上方→产品和治具本体经下料机械手抓至成品流水线、治具本体回流线体;如此往复循环实现自动化点焊。
在本发明的描述中,需要理解的是,术语“同轴”、“底部”、“一端”、“顶部”、“中部”、“另一端”、“上”、“一侧”、“顶部”、“内”、“前部”、“中央”、“两端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
此外,术语“第一”、“第二”、“第三”、“第四”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量,由此,限定有“第一”、“第二”、“第三”、“第四”的特征可以明示或者隐含地包括至少一个该特征。
在本发明中,除非另有明确的规定和限定,术语“安装”、“设置”、“连接”、“固定”、“旋接”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 一种电芯镍片焊接设备
- 一种新型镍片及包含该新型镍片的电芯组