平立转换轧机固定底座标高及水平度的测量方法
文献发布时间:2023-06-19 12:18:04
技术领域
本发明属于冶金设备检修领域,具体涉及一种平立转换轧机固定底座标高及水平度的测量方法。
背景技术
平立转换轧机有两种工作模式,根据生产需要经常在水平轧机和立式轧机模式进行切换,要保证两种工作模式下轧机都能正常工作,需要保证轧机旋转底座的平立转换减速机和伞形减速机的输出轴在两种生产模式下和地面减速机能够正常连接,而轧机旋转底座的定位精度直接影响两个减速机和地面减速机连接精度,为保证轧机旋转底座的定位精度,最关键的是保证固定底座上四个锁定水平和垂直状态旋转底座的液压夹的安装精度,由于固定底座结构特点,加工面只有固定底座的底面、侧面和液压夹孔,要保证固定底座的标高、水平度,常规方法就只有保证底座下方垫板的安装精度,但是由于垫板数量多、安装精度不高、固定底座底面不好直接测量,上部的固定底座的安装精度无法保证,影响旋转底座定位精度和轧机平立转换功能的正常使用。
现有技术中,平立转换轧机常规安装技术,包括底座的找平、找标高,但都是常规的用水平仪找平,水准仪通过底座底面来找标高,但具体的找平方法没有详细描述,通过水准仪测量底座底面方法由于现场安装位置狭窄,底座底面和垫板贴合在一起,实际安装时无法采用测底面标高方法对标高进行测量。
发明内容
本发明所要解决的技术问题是:提供一种平立转换轧机固定底座标高及水平度的测量方法,解决了现有技术中平立转换轧机安装过程中底座水平度及标高测量难度大,安装精度低的问题。
本发明为解决上述技术问题采用以下技术方案:
平立转换轧机固定底座标高及水平度的测量方法,采取平垫板粗调结合辅助测量装置精调对平立转换轧机固定底座的标高及水平度进行测量调节;首先,固定平垫板,调节平垫板的标高及水平度;其次,吊装固定底座,将固定底座放在预先设置好的垫铁组上;最后,待固定底座就位后,通过辅助测量装置对固定底座的标高及水平度进行精密调节。
所述平垫板粗调的具体过程如下:
采用坐浆法安装平垫板,平垫板的四角焊接调节螺母,调节螺母与固定在设备基础上的螺杆活动连接;使用精密水准仪检查平垫板的标高,并对每块平垫板的标高进行记录,使用框式或条式水平仪检测平垫板的水平度;通过螺母将所有的平垫板均调整到目标范围后,用灌浆料灌实。
固定底座就位前,按每块平垫板的标高测量记录配置并摆放好垫板组,所有垫板组相对标高按0.05mm控制。
固定底座就位后,使用0.03mm塞尺检查每组垫板与设备底平面的接触情况并做好记录;安装液压夹孔内的测量芯轴,用于测量固定底座标高、横向水平度及两侧固定底座的相对高差。
吊装固定底座的过程中,使用专业吊具将固定底座吊装到安装位置,专业吊具上挂两个5吨葫芦,将固定底座用行车吊钩吊到螺杆上方时对好位后使用葫芦下放,平稳将固定底座放在垫板组上。
所述辅助测量装置包括安装在水平位置固定底座液压夹孔和操作侧导轮安装孔上的四个测量芯轴,通过调节测量芯轴的相对高度差控制固定底座安装水平度;通过水平位置固定座液压夹孔中心线和轧制中心线高差、操作侧导轮安装孔中心线和轧制中心线高差确定固定底座安装标高。
在液压夹孔内设置0.02mm/m条式水平仪测量固定底座轧制方向的水平度。
应用0.05-1mm的塞尺测量芯轴与孔之间的顶间隙和侧间隙,对测量芯轴进行水平找正。
芯轴水平找正后,通过精密水准仪和铟钢尺配合测量调整固定底座标高及水平度,同时用框式水平仪打水平固定座加工面复核水平度。
固定底座垂直度测量方法如下:在固定底座上吊0.5mm钢丝及重锤,用内径千分尺测量底座上下偏差测出固定底座垂直度。检查面以检查液压夹安装孔加工面为检查面。同时可用框式水平仪打垂直底座加工面复核底座垂直度。
固定底座轧制中心线方向位置确定方法如下:
安装固定底座时在引出的轧机预埋的中心标板上做钢弦架绷钢琴线拉出轧机机列中心线,根据轧机固定底座内侧间距和水平固定座定位键中心距调整固定底座中心位置。
固定底座轧机机列方向位置确定的过程如下:
安装固定底座时在底座操作侧导轮安装孔上装好测量芯轴,将测量芯轴分中,找出芯轴中心线,根据导轮安装孔到轧制中心线距离确定固定底座轧制中心线方向位置,在轧制中心线辅助线上放电子经纬仪用钢板尺测量固定底座导轮安装孔到辅助线的距离。
固定底座就位后将螺栓紧固,使用液压扳手,预紧力达到4236N.m;用0.03mm塞尺检查固定底座和垫铁的接触周长要大于75%;根据轧制中心线调整固定底座的标高、水平度、垂直度,再调整固定底座的定位中心线,保证和图纸尺寸相符并能达到安装精度要求。
与现有技术相比,本发明具有以下有益效果:
1、采用芯轴作为辅助测量装置,将芯轴设置在液压夹孔和导轮安装孔中,将工作面引出再进行测量,方便操作,有效提高了测量精度。
2、采取垫板粗调结合芯轴精调的平立转换轧机固定底座标高及水平度的测量方法,能够方便、准确对固定底座的标高、水平度进行测量,保证固定底座的安装精度。
3、该测量方法简单有效、可大幅度提升平立转换轧机固定底座安装精度,缩短安装时间,减少设备故障几率,有很好的应用和推广前景。
附图说明
图1为平立转换轧机俯视图。
图2为平立转换轧机侧视图。
图3为本发明平垫板调整结构示意图。
图4为本发明垫铁标高、水平度测量图。
图5为本发明固定底座吊装示意图。
图6为本发明固定底座安装示意图。
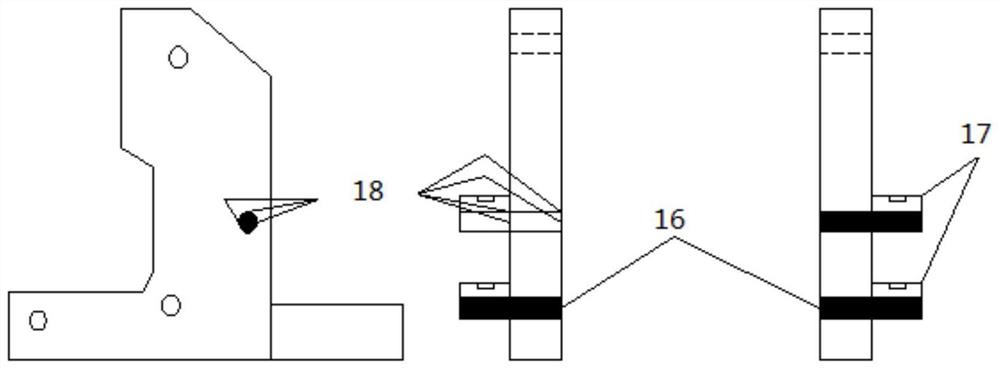
图7为本发明测量芯轴水平找正示意图。
图8为本发明固定底座标高及水平度找正示意图。
其中,图中的标识为:1-轧机电机;2-地面减速机;3-平立转换减速机;4-轧机;5-旋转底座;6-固定底座;7-锁定液压夹;8-旋转底座导轮;9-轧机锁定液压夹;10-座浆坑;11-全丝螺杆;12-框式或条式水平仪;13-固定螺母;14-调节螺母;15-设备基础;16-测量芯轴;17-条式水平仪;18-塞尺位置;19-铟钢尺;20-垫板组;21-精密水准仪;22-轧制中心线;23-吊具;24-行车吊钩;25-手拉葫芦;26-钢丝绳;27-水平位置固定座液压夹孔中心线;28-操作侧导轮安装孔中心线;29-钢琴线;30-线锤;31-中心标板。
具体实施方式
下面结合附图对本发明的结构及工作过程作进一步说明。
平立转换轧机固定底座标高及水平度的测量方法,采取平垫板粗调结合辅助测量装置精调对平立转换轧机固定底座的标高及水平度进行测量调节;首先,固定平垫板,调节平垫板的标高及水平度;其次,吊装固定底座,将固定底座放在预先设置好的垫铁组上;最后,待固定底座就位后,通过辅助测量装置对固定底座的标高及水平度进行精密调节。
采取垫板粗调结合芯轴精调的平立转换轧机固定底座标高及水平度的测量方法,能够方便、准确对固定底座的标高、水平度进行测量,保证固定底座的安装精度。
具体实施例,如图1至图8所示,
平立转换轧机固定底座标高及水平度的测量方法,所述平立转换轧机包括轧机电机1、地面减速机2、平立转换减速机3、轧机4、旋转底座5、固定底座6、锁定液压夹7、旋转底座导轮8、轧机锁定液压夹9;采取平垫板粗调结合辅助测量装置精调对平立转换轧机固定底座6的标高及水平度进行测量调节;所述平垫板粗调方法如下:
采用坐浆法安装平垫板,平垫板的四角焊接固定螺母13和调节螺母14,固定螺母13与平垫板点焊链接,调节螺母14与固定在设备基础15上的螺杆活动连接,所述螺杆为全丝螺杆11;使用精密水准仪21检查平垫板的标高,并对每块平垫板的标高进行记录,使用框式或条式水平仪12检测平垫板的水平度,检测水平度是否达到规范要求(标高(-0.5~0)mm,纵横向水平度0.05/1000mm);通过调节螺母14将所有的平垫板均调整到目标范围后,用灌浆料灌实。
该实施例中,座浆坑每边不小于平垫板30mm,其他部件的规格根据现场需求进行匹配调整。
吊装固定底座:固定底座就位前,按每块平垫板的标高测量记录配置并摆放好垫板组20,所有垫板组20相对标高按0.05mm控制。
吊装固定底座的过程中,使用专业吊具23将固定底座吊装到安装位置,专业吊具上挂两个5吨手拉葫芦25,将固定底座用行车吊钩24吊到螺杆上方时对好位后使用手拉葫芦25下放,平稳将固定底座放在垫板组上。
在液压夹孔内设置0.02mm/m条式水平仪测量固定底座轧制方向的水平度。
固定底座就位后,使用0.03mm塞尺检查每组垫板与设备底平面的接触情况并做好记录;安装液压夹孔内的测量芯轴,用于测量固定底座标高、横向水平度及两侧固定底座的相对高差。
固定底座就位后将螺栓紧固,使用液压扳手,预紧力达到4236N.m;用0.03mm塞尺检查固定底座和垫铁的接触周长要大于75%;根据轧制中心线调整固定底座的标高、水平度、垂直度,再调整固定底座的定位中心线,保证和图纸尺寸相符并能达到安装精度要求。
辅助测量装置包括测量芯轴16、条式水平仪17、铟钢尺19,测量芯轴16包括4个,分别安装在水平位置固定底座液压夹孔和操作侧导轮安装孔上,通过调节测量芯轴16的相对高度差控制固定底座安装水平度;通过水平位置固定座液压夹孔中心线27和轧制中心线22高差、操作侧导轮安装孔中心线28和轧制中心线22高差确定固定底座安装标高。
同时用框式水平仪打水平固定座加工面复核水平度。测量步骤为:
A、固定底座液压夹孔水平找正:0.02mm/m条式水平仪在液压夹孔内测量固定底座纵向水平度。
B、芯轴水平找正;应用0.05-1mm的塞尺测量芯轴与孔之间的顶间隙和侧间隙,塞尺位置18如图所示,对测量芯轴进行水平找正。
C、固定底座标高及水平度找正;通过精密水准仪和铟钢尺配合测量固定底座的标高和水平度。
根据轧制中心线通过平垫板上加减垫片调整固定底座的标高、水平度,保证和图纸尺寸相符并能达到安装精度要求(标高允许偏差±0.25mm,水平度0.05/1000mm)。
固定底座垂直度测量方法如下:在固定底座上吊0.5mm钢丝及重锤,用内径千分尺测量底座上下偏差测出固定底座垂直度。将检查液压夹安装孔加工面作为检查面。同时可用框式水平仪打垂直底座加工面复核底座垂直度。
采用芯轴作为辅助测量装置,将芯轴设置在液压夹孔和导轮安装孔中,将工作面引出再进行测量,方便操作,有效提高了测量精度。
固定底座轧制中心线方向位置确定方法如下:
安装固定底座时在引出的轧机预埋的中心标板31上做钢弦架绷钢琴线29,钢琴线29下端吊线锤30,拉出轧机机列中心线,根据轧机固定底座内侧间距和水平固定座定位键中心距调整固定底座中心位置。
固定底座轧机机列方向位置确定的过程如下:
安装固定底座时在底座操作侧导轮安装孔上装好测量芯轴,将测量芯轴分中,找出芯轴中心线,根据导轮安装孔到轧制中心线距离确定固定底座轧制中心线方向位置,在轧制中心线辅助线上放电子经纬仪用钢板尺测量固定底座导轮安装孔到辅助线的距离。
该测量方法简单有效、可大幅度提升平立转换轧机固定底座安装精度,缩短安装时间,减少设备故障几率,有很好的应用和推广前景。
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
本领域技术人员应该理解,本领域技术人员在结合现有技术以及上述实施例可以实现变化例,在此不做赘述。这样的变化例并不影响本发明的实质内容,在此不予赘述。
以上对本发明的较佳实施例进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,其中未尽详细描述的设备和结构应该理解为用本领域中的普通方式予以实施;任何熟悉本领域的技术人员,在不脱离本发明技术方案范围情况下,都可利用上述揭示的方法和技术内容对本发明技术方案做出许多可能的变动和修饰,或修改为等同变化的等效实施例,这并不影响本发明的实质内容。因此,凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均仍属于本发明技术方案保护的范围。
- 平立转换轧机固定底座标高及水平度的测量方法
- 平立转换轧机固定底座标高及水平度的测量辅助装置