用于待包装物品的包装装置和方法
文献发布时间:2023-06-19 19:07:35
技术领域
本发明涉及一种用于对待包装物品进行包装的装置和方法。
背景技术
本发明优选地但非排他性地应用在散装物品、比如用于例如咖啡的注入产品的囊状件的罐装包装件的领域中,该领域可以在下文中进行参考而不失一般性。
特别地,在相关的技术领域中,已知的是这样的包装设备,在该包装设备中,待包装物品是根据预定构型布置的,该预定构型通常允许将待包装物品以尽可能最紧凑的方式插入到盒状包装件内。
在本说明书以及所附的权利要求书中,除非另有明确指示,某些术语和表述被视为具有以下限定中所表述的含义。
在这里和下文中,“待包装物品”是指用于以一定数量被包装在容器、比如盒或一般来说的包装件中的物品。
特别地,可以设想的是,为此,待包装物品被提供在输送机线上,根据特定构型,该输送机线包括至少两排待包装物品。该构型——在下文中称为模式——是重复模式,在该重复模式中,待包装物品被定位在所述排中并且被转移至所述包装件。举例来说,预定模式的示例可以是棋盘模式。
物品可以例如是已经包装在单独的容器和包装件中的食品或糕点糖果产品,待包装物品比如是:咖啡囊状件或其他注入饮品、饮料的瓶和纸盒、酸奶罐、单独的巧克力(有包装或无包装的)、糖果、小型盒、容纳有固态、液态或半固态食物产品的贮袋;以及陶瓷工业的产品、用于卫生用途的吸收剂产品、烟草工业的产品、化妆品工业的产品、制药工业的产品、个人和家庭护理工业的产品。
物品可以彼此相同,或者物品可以在形状和/或外观的一些特征方面彼此不同,所述一些特征比如是构造、组分、颜色或相对于待包装的其他物品的取向。
再次仅举例来说,待包装物品可以由囊状件、即圆形或筒形形状的中空元件来表示,该元件具有容器、包装、壳体、保护、对容纳在该元件内的产品进行覆盖或封闭的功能,因此,该元件具有预定的形状,在该预定的形状中限定有头部和底部,可以设想的是,该元件以直立的竖向布置方式设置,从而以元件的底部搁置在由相应的输送线限定的运送平面上,但该元件也可以呈翻转的布置方式——总是相对于竖向轴线——从而以与所述底部对置的头部搁置在输送线上,其中,在输送机线上可以设置有坐置部、比如凹部和/或支撑件以将元件保持成处于上述布置方式,特别是在元件没有适于用作在所述运送平面上的稳定支撑基部的底部和/或头部的情况下更是如此。
这些位置中的一个位置可以被确定为头部至头部的直立布置方式、简称为直立布置方式,而相反的位置可以被确定为头部至底部的翻转布置方式、简称为翻转布置方式。
应当理解的是,使用两种或更多种不同的布置方式可以应用于任何待包装物品,特别是在所选定的布置方式旨在实现目标包装件内互锁和/或更紧凑的架构时更是如此。
在如上所限定的模式内部,待包装元件构成紧凑的组件,其中,相应的布置方式和/或类型在该组件内变化,但该待包装元件在组件之间同样地重复。
在囊状件的情况下,囊状件可以以直立和翻转的布置方式布置成相同的预定模式,或者根据囊状件相应的直立或翻转布置方式,囊状件相互交错和交替。
应当理解的是,当待包装物品以预定的速度移动时,待包装物品被连续给送,该预定的速度可以是变化的、即经受加速和减速,但绝不会是零。因此,连续给送不同于步进给送,在步进给送中,包装物品以步进式运动的方式移动。
“包装装置连续操作”和“连续包装方法”是指在相应的输送机线上对待包装物品和/或相应的盒状包装件进行连续给送的装置和方法。
“抓持元件”是指这样的元件:该元件设计成对一个或更多个待包装物品、优选单个待包装物品进行抓持、并且因此对一个或更多个待包装物品、优选单个待包装物品进行进行拾取和释放,以将待包装物品从一个输送机线转移至另一输送机线,并且该另一输送机线可能运送有供待包装物品插入的包装件。
“直接转移路径”是指没有中间停止的路径,其中,一定数量的待包装物品被从一个输送机线运送至随后的目的地、例如盒状包装件。
这意味着:在转移路径中,待包装物品与对该待包装物品进行拾取的相应的抓持元件保持成一体。
“转移装置”是设计成执行将待包装的物品从输送机线转移至目标盒状包装件的装置。例如,转移装置包括操纵构件、比如铰接臂的组件并且包括抓持装置,操纵构件和该抓持装置优选地能够在空间、即至少能够使该抓持装置沿着三个正交轴线(X、Y、Z)移动的空间中移动,该抓持装置是由所述操纵构件通过该抓持装置和铰接臂在空间中行进的运动规律和相关轨迹进行控制的。
转移装置的“操作容积部(volume)”是指转移装置的操纵构件和抓持装置可以移动的所有空间。
“Delta型机器人系统”或并联机器人系统是指包括通过万向节连接至基部的三个臂的机器人,其中,臂是平行四边形类型,该臂对在端部处的抓持装置的取向进行保持。
“运动规律和/或轨迹”是指对整个转移装置、即操纵构件和抓持装置在三维空间中延循的路径进行的限定,其中,“轨迹”是指在空间中所延循的曲线或成组的曲线,并且“运动规律”是指对根据时间所延循的一个或更多个路径进行的限定。
“盒状包装件的流”是指将盒状包装件等连续给送到相应的输送机线上,在该输送机线中,盒状包装件被待包装物品填充;在这方面,盒状包装件是以敞开构型被给送的,即从而允许将待包装物品插入。
“分层布置方式”是指在目标包装件中将待包装物品定位在叠置的层上。在分层布置方式中,在每层中使用待包装物品的预定模式可以使得待包装物品更加紧凑,并且因此使得物品的包装件的体积更小。
待包装物品的“正确放置”的层是指包括预期数量的待包装物品并且在目标包装件中占据预期位置的层。
相反,“不正确放置”的层是指:放置的层不包括预期数量的待包装物品以及/或者在目标包装件中未占据预期位置。
“缓冲件”是指放置多个待包装物品以等待进一步的转移的站。
“多个”元件或物品是指大于或等于二个的多个元件或物品。
申请人注意到的是,在包装过程中,将待包装物品转移和插入到目标包装件中的速度对于该过程的总经济性是至关重要的,这是因为可以用较少的包装设备实现高产量。
此外,申请人观察到的是,除了需要尽可能快地进行外,另一重要且不可避免的要求是这种类型的设施所需的灵活性、特别是在不同的包装规格方面,所述不同的包装规格可以包含例如一层或两层上的少量物品至大量的层、例如5层上的许多物品、例如二十四个(6×4)。
该需求是在下述情况下感受到的:在囊状件的情况下,囊状件具有大致截锥形或截锥体的形状或等同的形状或者具有允许将直立或翻转的囊状件以预定的布置方式放置在一起的其他形状。
举例来说,可以设想到单个小规格包装件和单个大规格包装件;单个小规格包装件可以容纳例如各自包括单排的三个或四个囊状件元件的两层或者可以容纳各自具有2×3个囊状件元件的两层。
另一方面,大规格盒可以容纳三个4×5的层或者四个或五个4×6或5×6的层,并且重要的是,同一设施不仅可以确保这些不同的包装件,而且该设施还可以在更换最小数量的部件的情况下做到这一点。
申请人还证实的是,对在连续的流中给送的包装件进行快速填充似乎是有些希望的解决方案,但是这种填充可以是由沿着预定长度的线布置的作为用于盒状包装件的转移装置的多个转移装置来进行的。
该长度的范围在大多数实用意义的情况下不能是任意的,而是必须受到旨在使包装设备保持足够紧凑的设计限制。
一般而言,转移装置通常包括拾取和放置的机器人系统。
应当指出的是,还可以采用被称为“协作机器人”或“delta机器人”等的机器人系统。
然而,申请人发现的是,使用这些机器人系统——在该机器人系统中,抓持装置对待包装物品进行拾取并且将待包装物品插入到沿着连续的流行进的包装件中——需要为这些机器人系统中的每个机器人系统提供该机器人系统自身的操作空间,使得一系列的机器人系统的长度不可避免地被每个机器人系统考虑到其所有可能运动而占据的操作空间所制约。
此外,申请人证实的是,这种机器人系统通常被编程为执行将待包装物品从出发位置转移至到达位置的转移,而单个机器人系统的控制系统自动确定运动规律和最适当的相关轨迹,以使该机器人系统的抓持装置在出发位置与到达位置之间移动,从而利用在该机器人系统的设计时为该机器人系统设置的操作空间的整个宽度。
此外,申请人理解的是,为了提高包装设备的紧凑度,需要使转移装置彼此靠近,但是存在运动规律可能确定附带干扰风险的抓持元件的轨迹的风险,而这甚至可能对包装设备的功能产生灾难性的影响。
此处概述的问题对于机器人转移和/或填充系统的任何线的连续性来说都是常见的,该机器人转移和/或填充系统中的每一者在确定的操作空间内进行操作,该操作空间是由各自的控制系统为执行预期的转移和填充任务而可能选择的所有可能轨迹限定的。
因此,申请人意识到的是,可以通过以下方式来避免参照现有技术所所提及的缺点:防止各自的控制系统为所采用的每个机器人系统选择任意一条轨迹,以将待包装物品从出发位置、例如在用于物品的输送机线上限定的位置移动至到达位置、例如供待包装物品分层插入和放置的盒状包装件。
申请人最终发现的是,将用于每个机器人系统的抓持装置的成组的运动规律和/或相关轨迹选择成使得这些轨迹不涉及任何干扰,允许使转移装置的线的机器人系统彼此靠近,甚至使转移装置的线的机器人系统以各自的操作空间部分重叠的间距彼此靠近,从而实现更紧凑的包装设备。
发明内容
特别地,在本发明的第一方面中,本发明涉及一种用于对物品进行包装的装置。
优选地,所述物品是待包装物品,并且所述包装装置设置成用于对所述物品进行包装的设备。
优选地,所述包装装置连续操作。
优选地,所述包装物品是在第一输送机线上被给送的。
优选地,所述包装装置包括第二输送机线。
优选地,所述第二输送机线布置成靠近所述第一输送机线。
优选地,适于被所述待包装物品填充的盒状包装件的流是在所述第二输送机线上被运送的。
优选地,所述盒状包装件呈敞开的构型。
优选地,所述待包装物品是以预定尺寸的层布置在所述盒状包装件中的。
优选地,包装装置包括多个转移装置,该转移装置用于从所述第一输送机线拾取待包装物品。
优选地,所述转移装置将待包装物品插入到相应的目标盒状包装件中。
优选地,所述转移装置各自包括操纵构件和抓持装置。
优选地,所述抓持装置是由所述操纵构件控制的。
优选地,所述操纵构件和所述抓持装置两者都能够沿着三个正交的轴线(X、Y、Z)移动。
优选地,包装装置包括对转移装置进行控制的控制单元。
优选地,控制单元包括对所述转移装置的运动进行限定的运动规律和/或相关轨迹的集合。
优选地,成组的运动规律和/或相关轨迹是根据待在所述盒状包装件中组成的物品层的数量和预定尺寸从所述集合选择的。
由于这些特征,可以实现具有较小整体尺寸的包装装置,同时仍然使用大量的机器人系统作为转移装置。
在第一实施方式中,这可以通以下方式来实现:将各个转移装置的操作构件和抓持装置的轨迹选择成使得各个转移装置不会相交,即使机器人系统的相应的操作空间可能是部分重叠的情况下也是如此。
在另外的实施方式中,这在各个转移装置的操纵构件和抓持装置的轨迹相交的情况下也是可以实现的。在这种情况下,将各个转移装置的运动规律选择成使得各个转移装置不会在相同的时间间隔内沿偶然轨迹行进就足够了。
因此,由于这些特征,在转移装置之间的紧密度更大的情况下,按照根据要制造的包装装置的具体类型而预先选定的轨迹和/或运动规律移动的转移装置的相应的操纵构件和抓持装置不会有相互接触的风险。
在本发明的第二方面中,本发明涉及一种用于对物品进行包装的方法。
优选地,所述物品是待包装物品。
优选地,所述包装方法是连续包装方法。
优选地,待包装物品是在第一输送机线上被给送的。
优选地,待包装物品用于被包装在相应的盒状包装件的流中。
优选地,每个包装件均呈敞开的构型。
优选地,该盒状包装件的流是在第二输送机线被运送的。
优选地,所述方法包括从所述第一输送机线对待包装物品进行拾取的步骤。
优选地,拾取的步骤是借助于多个转移装置执行的,该转移装置用于从所述第一输送机线对待包装物品进行拾取。
优选地,所述方法包括将待包装物品从所述第一输送机线转移至所述第二输送机线的步骤。
优选地,所述方法包括:通过将在前一步骤中拾取的待包装物品插入到相应的目标盒状包装件中而在所述盒状包装件中形成待包装物品的层的步骤。
优选地,在转移步骤中,所述转移装置根据从运动规律和/或相关轨迹的集合选择的运动规律和/或相关轨迹进行移动。
优选地,用于所述多个转移装置的成组的运动规律和/或相关轨迹是选自所述集合的。
优选地,该选择是根据设置在所述盒状包装件的层的预定尺寸和数量进行的。
换言之,当已经借助于控制系统选择了待填充的盒状包装件的类型、即待叠置在给送到所述流中的每个盒状包装件中的每一层的数量和形状时,为所有的转移装置选择出用于对待包装物品进行转移的成组的运动规律和相关轨迹,使得转移装置在运动期间不会彼此接触,即使每个转移装置的机器人系统的操作空间与其相邻的机器人系统的操作空间相交,也是如此。
在本发明的第三方面中,本发明涉及一种包装设备,该包装设备包括根据第一方面的用于对物品进行包装的装置。
换言之,该设备包括用于对待包装物品进行包装的装置,其中,该待包装物品是借助于包括各自的机器人系统的转移装置而被转移到盒状包装件的流中的。
特别地,这些机器人系统是Delta型的或者是并联的机器人系统、即包括通过万向节连接至基部的臂、特别是三个臂的机器人,其中,臂是平行四边形类型,该臂对端部处的抓持装置的取向进行保持。
在包装设备中,上述机器人系统是靠近所述第二输送机线且沿着所述第二输送机线对准的,并且上述机器人系统定位成靠近在一起,使得上述机器人系统的操作容积部在相邻的系统之间是部分重叠的;然而,为对待包装物品进行转移而选定的运动规律和/或相关轨迹确保上述机器人系统不会彼此接触。
在本发明的第四方面中,本发明涉及一种用于包装设备的控制系统,该控制系统提供对根据本发明的第二方面的包装方法的执行。
换言之,控制系统接收作为输入的待填充的盒状包装件的规格、特别是待放置在该盒状包装件中的每一层的数量和形状,并且控制系统从运动规律和/或相关轨迹的适当集合选择出防止转移装置在执行所分配的任务中彼此接触的成组的运动规律和/或相关轨迹。
在本发明的第五方面中,本发明涉及用于将物品从第一线转移至第二输送机线的方法或单元。
优选地,所述第一输送机线和/或所述第二输送机线是连续操作的。
优选地,上述转移是由多个转移装置执行的,该转移装置用于从所述第一输送机线对物品进行拾取并且将该物品转移至所述第二输送机线。
优选地,所述转移装置各自包括操纵构件和抓持装置,该抓持装置是由所述操纵构件控制的。
优选地,所述操纵构件和所述抓持装置能够沿着三维空间移动。
优选地,每个抓持装置沿着三个正交的轴线(X、Y、Z)以平移的方式移动。
优选地,每个转移装置具有操作容积部,相应的操纵构件和抓持装置可以在该操作容积部中移动。
优选地,转移装置布置成彼此靠近,使得转移装置的相应的操作容积部彼此相交。
优选地,所述转移是由控制单元控制的。
优选地,控制单元对转移装置进行控制。
优选地,控制单元包括对所述转移装置的运动进行限定的运动规律和/或相关轨迹的集合。
优选地,控制单元从所述集合选择出成组的运动规律和/或相关轨迹。
优选地,所述成组的运动规律和/或相关轨迹是根据要由所述转移完成的任务选择的。
优选地,所述成组的运动规律和/或相关轨迹被选择成使得所述转移装置在执行所述任务时不会接触。
在上述方面中的至少一个方面中,本发明还可以包括以下优选特征中的至少一个特征。
在本发明的优选实施方式中,每个抓持装置适于从所述第一输送机线对待包装物品的具有预定尺寸的单个层进行拾取并且将该单个层以单次解除的方式插入到相应的目标盒状包装件中。
优选地,包装装置对于每个转移装置而言包括用于每个转移装置的成组的可互换的抓持装置。
因此,每个抓持装置被设置成形成不同类型的具有预定尺寸的层。
换言之,根据要放置的层的尺寸,包装装置设置有形成期望的层所需的抓持装置,从而由合适的成组的抓持装置拾取所述层。
优选地,所述第一输送机线连续操作。
优选地,待包装物品是在所述第一输送机线上以预定的速度被运送的。
优选地,待包装物品是根据预定模式布置的。
优选地,所述第二输送机线连续操作。
优选地,所述第二输送机线以预定的速度操作。
优选地,在包装装置中,所述第一输送机线和所述第二输送机以相对于彼此逆流的方式移动。
优选地,每个转移装置包括Delta型机器人系统。
优选地,所述转移装置定位在所述第一线与所述第二线之间。
优选地,所述转移装置是一个接一个地对准的。
优选地,在包装装置中,每个抓持装置包括多个抓持元件,每个抓持元件适于对单个待包装物品进行拾取。
优选地,在包装装置中,所述第一输送机线包括根据预定模式以直立或翻转的布置方式布置的多个单排线的待包装物品,其中,待包装物品是根据所述布置方式相互交错和交替的。
优选地,所述预定模式是棋盘模式。
优选地,在包装装置中,所述第一输送机线包括成对的待包装物品的排。
在本发明的优选实施方式中,包装装置包括至少一个图像检测装置,所述至少一个图像检测装置设置成对由转移装置放置在盒状包装件中的层的一致性进行检测。
优选地,一个或更多个图像检测装置各自对应于至少一个相应的转移装置并且被定位在盒状包装件的流的附近;所述一个或更多个图像检测装置设置成在每个转移装置相对于所述流的下游对层的一致性进行检测,并且所述控制单元从所述至少一个图像检测装置接收关于层正确放置的信号和关于层不正确放置的警报信号。
在一个实施方式中,为每个转移装置设置相应的成像装置。
优选地,所述一个或更多个成像装置连接至所述控制单元,使得所述控制单元可以对关于层正确放置的信号或者关于层不正确放置的警报信号进行接收。
以这种方式,根据该实施方式的包装装置能够在不完整的层或不正确放置的物品被检测到时立即对不完整、不正确的包装件进行排除,而无需等到盒状包装件填充过程结束。
实际上,在现有技术中,对包装正确性的控制是通过对盒状包装件在被填充后的总重量进行测量来进行的,该总重量唯有通过知悉盒状包装件必须容纳的待包装物品的数量和重量来确定。
如果盒状包装件没有按照设想被填充,则该包装件被丢弃,随后对可以给送回到包装装置中的物品进行回收。
然而,除了需要附加的站来对不完整的盒状包装件进行称重以及可能将不完整的盒状包装件丢弃外,该操作还需要由操作者对待回收物品进行手动处理,从而使成本增加。
然而,由于上述特征,在本发明的包装装置中,可以立即检测到物品层的放置的不一致性,从而避免继续对待丢弃的盒状包装件进行填充。
此外,由于上述特征,还可以对由于物品在层内的不正确定位——例如在物品以一角度放置,从而损害下一层的正确放置和/或包装件的正确封闭的情况下——而导致的不一致性进行检测。应当指出的是,这种不一致性的事件不会被对包装件的最终重量的控制件检测到,而是需要操作者进行目视检查。
本应放置在已经不完整的包装件中的物品可以被立即收回并且被重新插入到包装过程中。
换言之,包装装置能够将要用于其填充不符合给定指示的包装件的包装物品放在一边,以供以后再使用。已经检测到不正确填充的包装件将被识别和丢弃,同时使待再插入到包装设备中的包装物品的量最小化。
优选地,在该实施方式中,图像检测装置包括相机,该相机具有与该相机的镜头与待检测的层之间的间距相对应的焦距。
优选地,相机镜头定位在盒状包装件的输送机线的正上方,相机镜头是以与所述盒状包装件所处的相应的运送表面相距预定间距布置的。
替代性地,每个相机将新组成的层的数字图像发送至控制单元,该控制单元将该数字图像与专用集合中的正确放置的图像进行比较:如果看到在对于预定放置的类型和层位置而言的相机图像与预期图像之间的不一致性,则输出不一致信号。
还可以对任何已经被编程为不完整的放置进行检测,使得不是构成单层的待包装物品的数量的倍数的多个待包装物品可以插入到盒状包装件中。
优选地,根据本发明的包装装置的实施方式具有多个缓冲件,所述多个缓冲件布置在所述第一输送机线的区域中。
优选地,所述多个缓冲件设置成对由所述转移装置放置的待包装物品进行接纳。
优选地,在这种实施方式中,转移装置在关于层不正确放置的所述警报信号之后将待包装物品放置在所述缓冲件中。
另外,同样在该实施方式的优选方案中,缓冲件包括支撑平面,该支撑平面定位成靠近转移装置,物品以预定的布置方式被放置在该支撑平面上。
优选地,所述支撑平面具有相应的凹部以各自对单个物品进行接纳,从而确定所述预定布置方式。
优选地,所述控制单元借助于转移装置提供从所述缓冲件对物品的移除,以将该物品转移至随后的目标包装件。
需要说明的是,转移装置的从第一输送机线至缓冲件以及从缓冲件至第二输送机线的运动也是按照在根据组成盒状包装件的物品的层的数量和尺寸所选择的成组的运动规律和/或相关轨迹中设想的运动规律和/或轨迹执行的,如上所述。
换言之,所选定的成组的运动规律和/或相关轨迹不仅包括每个单个转移装置在第一输送机线与第二输送机线之间的所有运动,而且还包括每个单个转移装置在第一输送机线和第二输送机线与相应的缓冲件之间的所有运动。
在根据本发明的包装方法的实施方式中,该包装方法包括:根据转移装置的数量和相互间距对运动规律和相关轨迹进行校准的步骤。
校准步骤包括对每个转移装置必须执行的速度和轨迹的选择和计算进行检查和可能地调整,从而对每个转移装置的操作不会导致不期望的缺点进行验证。
优选地,拾取步骤包括在相应的转移步骤之前在相应的转移装置中形成待包装物品的预定尺寸的单个层。
附图说明
本发明的特征和优点将通过对参照附图以非限制性示例的方式示出的实施方式的详细描述而变得更加清楚,在附图中:
·图1示出了包括根据本发明的用于对物品进行包装的装置的包装设备的实施方式的第一立体图;
·图2示出了图1的包装设备的第二立体图,该第二立体图从与前一图不同的角度示出了相反的侧部;
·图3示出了图1中的包装设备的俯视平面图;
·图4示出了前述图中的包装设备的第一局部立体图;
·图5示出了前述图的包装设备的第二局部立体图;
·图6示出了前述图的包装设备的第三局部立体图,该第三局部立体图允许将根据本发明制成的用于对物品进行包装的装置可视化;
·图7示出了图6中的包装装置的细节的放大视图;
·图8示出了图6的装置的侧视图;
·图9示出了图6的包装装置的转移装置的放大立体图;
·图10示出了图9中的转移装置的第一细节的仰视平面图;
·图11示出了图9中的转移装置的第二细节的侧视立体图;
·图12示出了待包装物品的正视图;
·图13示出了对盒状包装件中的待包装物品的布置方式进行例示的侧视图;以及
·图14示出了对图13的盒状包装件中的待包装物品的布置方式进行例示的俯视图。
具体实施方式
在附图中,100总体上表示用于对待包装物品1进行包装的设备,该设备包括根据本发明制造的包装装置400,而该包装装置400在所述包装装置400的头部处操作的给送器装置300。
下文所述的实施方式参考待包装在包装件、特别是盒状包装件30中的物品,在该包装件中,彼此不同的物品或相同但构型不同的物品是以分类的方式布置在叠置的层上。
在该示例中,参照图12至图14,设想的是用于非限制目的的特定的待包装物品、即囊状件1,该囊状件1比如是用于通过注入来生产饮料的囊状件。
囊状件1是由大致刚性的壳体2形成的,该壳体2具有由盖封闭的开口3,该盖在本示例中为层状元件,该层状元件是通过胶合而粘接至该开口的边缘的。开口3和盖形成囊状件1的头部4,该头部4是与底部5对置的,将在下文对该底部5进行描述。
盖4是在壳体2被填充后施加至壳体2的。
在本示例中,壳体2可以具有杯形形状、即截锥形形状,该壳体2在其较小基部处具有底部5并且具有略微喇叭状的倾斜壁6以及顶部,在该顶部处,所述开口3是由环形顶部边缘7限定的,该环形顶部边缘7在顶部圆周部上具有突出边缘8或台肩部。
底部5和顶部的盖4两者都是大致平坦的,使得壳体2、即囊状件可以呈现:第一直立的底部至头部的布置方式,在该布置方式中,壳体2搁置在底部5上;以及第二翻转的头部至底部的布置方式,在该布置方式中,壳体2搁置在盖4上,即壳体2搁置在施加有盖4的环形顶部边缘7上。
在盒状包装件30内,待包装物品被布置在叠置的层38上,该叠置的层38中的一个层位于盒状包装件30的底部处。
如果待包装物品是彼此不同的,特别是如果待包装物品具有两种不同的类型,则每层将被形成为使得不同的物品根据预定的模式布置。
另一方面,如果待包装物品是相同的但以不同的布置方式布置,特别是以两种不同的布置方式布置,则每层将被形成为使得呈不同布置方式的物品根据预定的模式布置(图13和图14)。
在本文所述的示例中,在待包装物品是上述形式的囊状件1的情况下,囊状件1将以两种不同的布置方式被布置在盒状包装件30中:上述直立布置方式和上述翻转布置方式。
在该示例的优选方案中,两种构型将以棋盘模式被布置在每个层38中,其中,处于直立构型的每个元件1的在侧向上的两侧是处于翻转构型的元件1,反之亦然。
以这种方式,每个层38可以呈现紧凑的构型,在该紧凑的构型中,相邻的囊状件1的倾斜壁6彼此附着(或者是非常靠近的)。然而,应当理解的是,棋盘模式仅是可能的模式中的一种模式,所述可能的模式还可以包括蜂窝模式或适于待包装物品的特定形状的其他模式。
在本示例的优选方案中,彼此接触的叠置的层38的囊状件1在各自的模式内被布置成使得不同层的囊状件1的底部5彼此接触以及不同层的囊状件1的盖4彼此接触。例如,这可以是通过利用棋盘模式使层38交替来实现的,在棋盘模式中,处于直立构型和处于翻转构型的叠置的囊状件1是从一层到相邻层交替的。
在本示例的优选方案中,特别地参考具有在顶部圆周部上带有突出边缘8或台肩部的环形顶部边缘7的囊状件1,每个层38的囊状件1被布置成以与突出边缘8的高度大致相等的间隔彼此交错。以这种方式,以比如通过具有如上所述的棋盘模式的层的叠置获得的紧凑构型,囊状件1的底部5将搁置在相邻的囊状件的突出边缘8上,以获得更紧凑的构型。
上述紧凑构型允许将一定数量的囊状件分配在较小的盒状包装件30中,并且在占据较少空间方面具有明显的优点。
包装设备100设置成用于使盒状包装件30成形以及用待包装物品、特别是但非排他的如上所述的囊状件1对所述容器进行填充,以获得旨在被包装成用于运输的成品包装件。
为此,本实施方式的包装设备100被给送以成叠的坯件和囊状件1,该囊状件1是在入口部分101处以直立构型被给送的。
更详细地,设备100具有第一成形线,第一成形线在该第一成形线的第一入口端部102处借助于给送站103被给送以坯件;该第一成形线通过沿着旋转成形传送件125上的曲线行进而呈现U状构型,该旋转成形传送件125包括多个成形装置150。
给送站103对单个坯件进行取出并且连接至折叠站104,在该折叠站104中,坯件被布置成在坯件输送机105上对该坯件进行传送的构型。在折叠站104中,坯件经过对形成坯件的板部和翼状部的预折叠。另外,还考虑到可以根据要制作的盒状包装件30而变化的坯件的规格,坯件是正确地彼此间隔开的。
坯件输送机105行进通过胶合站106,在该胶合站106中,多个热胶枪将适当的胶点放置在坯件的适当的翼状部上。坯件输送机向在成形传送件125上旋转的成形装置150进行给送,使得与坯件输送机105的最后部分相交的每个成形装置150对处于正确位置且已设置有必要的胶点的相应坯件进行接纳。
在成形线的弯曲部分中,成形装置150通过对形成坯件的板部的折叠操作、将设置有胶的翼状部以适当的方式粘接至坯件的板部中的一些板部来形成相应的盒状包装件30。
如将在下文更详细说明的,包装装置400设置成对在如将在下文更详细说明的第一输送机线115上给送的待包装物品进行拾取和包装。
为了对待包装物品进行包装,包装装置400对输送到第二输送机线107上的待包装物品进行插入和放置,第二输送机线107也以预定的速度连续操作,第二输送机线107被布置成靠近所述第一输送机线115。
在第二输送线107上,盒状包装件的流是以敞开构型被运送的,该盒状包装件适于被所述待包装物品以具有预定尺寸的分层的方式填充。
在该实施方式中,两个输送机线107、115被布置成彼此靠近,沿着大致平行的直线延伸并且以逆流的方式操作。
如上所述,包装设备100具有第二入口部分101,在该第二入口部分101处,囊状件1是以直立构型以基本上未分类的方式被给送的。
在入口部分101处,用于待包装物品的给送器装置300包括入口线121,在该示例中,该入口线121是由两个入口排121a和121b形成的(图4和图6)。
入口线121连接至转运站112,其中,囊状件1被布置在所述排121a、121b上,以及其中,启动设备基于考虑到后续站的装置的操作状态的反馈对囊状件1的通过进行调节。
给送器装置300包括翻转(upturning)设备301和间隔器设备302,使得在转运站112之后,囊状件1是彼此间隔开的,并且入口线121的排121a、121b中的一个排的囊状件被翻转,使得所述一排中的囊状件1呈翻转布置方式。
因此,给送器装置300包括输送线113,该输送线113具有彼此相邻的两排113a、113b的囊状件1,所述两排113a、113b中的一排对呈直立布置方式的囊状件1进行输送,并且所述两排113a、113b中的另一排对呈翻转布置方式中的囊状件1进行输送。
第一输送线113的排113a、113b位于转移站114的两侧,其中,囊状件1从第一输送线113被转移至第一输送机线115的相应的排115a、115b,其中,单个囊状件1的布置方式是根据预定的拾取模式布置的。
在给送器装置300的转移站114中,在输送线113与第一输送机线115之间设置有由相应的Delta型机器人系统实现的成对的第一转移装置251a、251b,该成对的第一转移装置251a、251b是连续布置的并且是由上方的笼状框架109支撑的。
每个第一转移装置251a、251b包括第一操纵构件,该第一操纵构件具有三个铰接的支撑臂126的第一组件,该第一操纵构件执行自移动式转移臂的功能。
第一转移装置251a、251b设置成对来自输送线113的单个排的多个囊状件1进行转移,所述囊状件1当时将全部呈直立布置方式或翻转布置方式。每个转移装置具有相应的抓持装置127,该抓持装置127具有多个抓持元件128,所述多个抓持元件128用于各自对呈任何布置方式的单个囊状件1进行抓持。
在转移期间,抓持元件128通过使已拾取的囊状件1彼此交错来移动,使得已拾取的囊状件1可以在第一输送机线115上布置成处于与第一转移装置在该第一转移装置的操作期间组成的拾取模式兼容的位置。
应当指出的是,在该转移过程中,囊状件1是以直接转移路径进行转移的,在该直接转移路径中,从输送线113中拾取的囊状件在该囊状件的路径期间是至少部分地彼此交错的,并且在没有中间停止的情况下,从输送线113中拾取的囊状件根据预定模式被放置在第一输送机线115上。
入口线121的排121a、121b的数量与输送线113的排113a、113b的数量以及第一输送机线115的排115a、115b的数量是一致的、即两个。
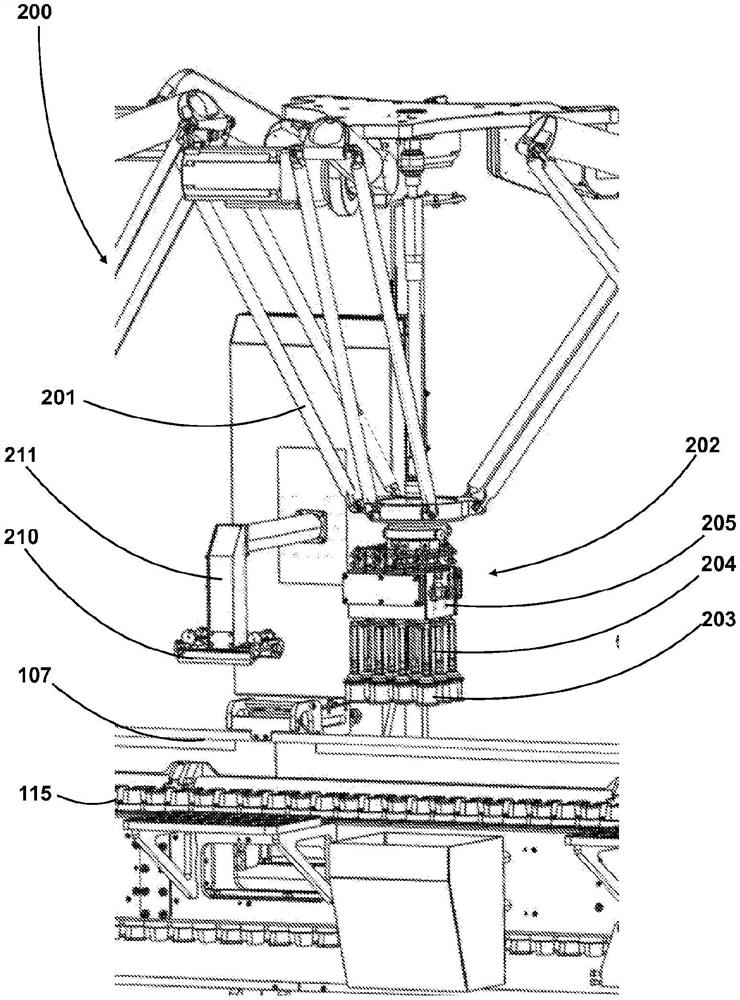
两条线107、115之间的转移是通过一系列的第二转移装置200进行的,该第二转移装置200是由并联机器人系统、特别是Delta型的机器人系统实现的,该第二转移装置200包括操纵构件、特别是三个铰接臂201的第二组件以及第二抓持装置202,该第二抓持装置202是由所述操纵构件控制的,该操纵构件和第二抓持装置202能够沿着三个正交轴线(X、Y、Z)移动。
第二机器人转移装置200是由上方的笼状框架109支撑的。
操纵构件和第二抓持装置202的可能运动为每个第二转移装置限定有操作容积部V,如图7中所示。为了紧凑起见,第二转移装置200布置成以靠近的位置、即使得各自的操作容积部V部分相交的靠近位置沿着输送机线107、115的延伸部之间的中间直线、即在至少所述第二输送机线107附近对准。
这种类型的机器人通常具有用于工作轨迹的自学习系统,并且可以设想的是,机器人对轨迹进行计算,比如以不与在该机器人侧部处的机器人碰撞。然而,该自学习系统可能不与所需的转移速率兼容。
为此,包装设备100的控制单元500对第一转移装置251a、251b和第二转移装置200进行控制,并且在这方面,该控制单元500包括对第二转移装置200的运动进行确定的运动规律和相关轨迹的集合。
运动规律和相关轨迹是选自专门的集合的,使得第二转移装置202的运动不会在潜在有灾难性影响的情况下彼此相交,即使每个第二转移装置200的操作容积部与相邻的第二转移装置的操作容积部相交的情况下也是如此。
由于第二抓持装置202的运动在速度和复杂性方面随着用于每个盒状包装件30的待包装囊状件1的数量增加而增加,因此运动规律和相关轨迹是在对包装设备100中的包装过程进行管理的控制系统中的输入步骤处根据层的数量和层的预定尺寸来选择的。
如果更大紧凑性的要求需要第一转移装置251a、251b被布置成该第一转移装置251a、251b的各自的操作容积部部分地相交,则本文针对第二包装装置400所描述的内容还可以应用于第一转移装置251a、251b。
为了对选定的轨迹与转移装置的位置是否兼容进行验证,可以提供根据转移装置的数量和相互间距对运动规律和转移装置的轨迹进行校准的步骤。
例如,可以按照对于要由转移装置执行的每个任务而言的待包装物品的路径,为第二转移装置200的第一个转移装置建立成组的运动规律和/或轨迹。
根据这些第一运动规律和/或轨迹,将对转移装置200的第二个转移装置的运动规律和/或轨迹进行计算,然后对第三个转移装置、第四个转移装置等的运动规律和/或轨迹进行计算。
最后,将可以检查转移装置的轨迹和运动速度是否在不便的情况下进行。
每个第二转移装置200适于通过在所述第一输送机线115上形成所述预定模式来从所述第一输送机线115拾取整个单层的预定尺寸的待包装物品。
由于层可以具有比第一输送机线的两个排115a、115b的宽度大的宽度,因此每个第二抓持装置202可以从第一输送机线115进行多次移除,从而例如形成需要连续两次移除的3×4规格的层,或者形成还需要从第一输送机线115的较长部分进行两次移除的4×6规格的层。
因此,移除在囊状件1中的转移步骤和插入步骤之前,使得将单个层38插入到目标盒状包装件30中是以单次解除(solution)的方式完成的。
为了能够对一定量的不同尺寸的层进行管理,对于每个第二转移装置200,第二包装装置400包括成组的可互换的抓持装置202,使得该成组的可互换的抓持装置202中的每个抓持装置设置成用于第二包装装置400可以处理的整个范围的层。
抓持装置202包括多个抓持元件203,每个抓持元件203适于对单个囊状件1进行移除,所述多个抓持元件203是由相应的支撑件204支撑的,该支撑元件204从第二抓持装置202的本体205突出。
为了实现尽可能最大的紧凑性,抓持元件203可以通过容纳在所述本体205中的驱动设备206而彼此靠近且彼此交错。
应当指出的是,在该实施方式中,抓持元件203具有两种类型:第一类型203’,该第一类型203’设置成对囊状件1的头部4进行抓持;以及第二类型203”,该第二类型203”设置成对囊状件1的底部进行抓持(图11)。
使由第二抓持装置202抓取的每个层38的囊状件1靠近且错开允许将该层插入到较小的盒状包装件中。
在该实施方式中,对于每个第二转移装置200,包装装置400包括图像检测装置210、特别是数字相机,该图像检测装置210连接至控制单元。然而,应当理解的是,包装装置400可以具有比第二转移装置200的数量少的多个相机,但是相机可以被用于多于一个第二转移装置200。
在该示例中,图像检测装置210相对于第二输送机线107被定位在每个转移装置200的下游,以在插入后对放置在与第二输送机线107相关联的流的盒状包装件中的层38的一致性进行检测。
在本示例中,相机以与相机的镜头和待检测的层之间的间距相对应的焦距进行操作,以对层的存在或不存在进行区分。
相机通过固定的支撑件211以与所述盒状包装件30所处的用于支撑的相应的运送表面相距的预定间距被定位在第二输送机线107正上方。
替代性地,每个相机可以将新组成的层的数字图像发送至控制单元,该控制单元将该数字图像与专用集合中的正确放置的图像进行比较:如果看到对于预定放置的类型和层位置而言的相机图像与预期图像之间的不一致性,则输出不一致信号。
因此,在所有这些变型中,图像检测装置210还包括图像处理单元,该图像处理单元能够对由相机检测到的图像进行分析,并且该图像处理单元能够对由相机检测到的图像和与层的正确布置方式相对应的控制图像进行比较,以对任何差异进行检测。然后,图像处理单元能够输出层正确放置的信号或者输出层不正确放置的警报信号,并且该图像处理单元能够将该信号转移至控制单元。应当指出的是,图像处理单元可以在物理上被定位在相机处或控制单元处。
包装装置400包括布置在所述第一输送机线115的区域中的多个缓冲件116,在不能将囊状件1插入到目标包装件的情况下,该缓冲件116适于将由第二转移装置200放置的囊状件1接纳在该缓冲件116中。
特别地,结合所述图像检测装置210和向控制单元提供的信号,第二转移装置200在前一层不正确形成的信号之后放置囊状件,使得囊状件不会被放置在要被丢弃的包装件中。
缓冲件116包括支撑平面,该支撑平面被定位成靠近第二转移装置200,囊状件以预定的布置方式被定位在该支撑平面上。
在这方面,支撑平面具有各自的凹部以各自对单个囊状件进行接纳,从而对所述预定的布置方式进行确定。
控制单元可以借助于第二转移装置200在适当的时候提供从所述缓冲件116移除囊状件1,以将该囊状件1转移至随后的目标包装件。在这种情况下,转运站112将使入口线121上的囊状件1的流中断。
如果在重大故障之后所述缓冲件116中的空间被耗尽,则在缓冲件116的旁边设置有回收箱117,该回收箱117适于对来自第二转移装置200的过量囊状件进行接纳。
应当理解的是,对于已经检测到缺少与囊状件的放置、特别是对由上述转移装置200转移的囊状件层的放置有关的指示的一致性的容器,无论该容器是否已经完成该容器的填充或者该容器是否仍然缺少层,该容器的囊状件被放置在缓冲件116中,在该容器的输送机线107的端部处,该容器被分流器设备丢弃,该分流器设备可以是基本上常规的类型。
然后,如果可能的话,被丢弃的材料将被回收并且重新引入至包装循环。
当填充完成后,经填充的盒状包装件30达到封闭站110处。随后,经封闭的盒状包装件30到达排出端111,该经封闭的盒状包装件30从该排出端111被递送至包装设备。
对于用于对待包装物品进行包装的上述包装设备和包装装置以及包装方法而言,为了满足附加和附带的要求,本领域技术人员可以进行多种另外的修改和变化,然而,所有这些修改和变化都落在本发明的由所附权利要求限定的保护范围内。