一种基于红外皮秒激光的复合材料阶梯槽加工方法
文献发布时间:2023-06-19 19:35:22
技术领域
本发明涉及激光加工技术领域,具体为一种基于红外皮秒激光的复合材料阶梯槽加工方法。
背景技术
碳纤维/树脂基复合材料由于具有强度高、模量高、重量轻和耐化学腐蚀等优点,在汽车、运动器材及航空航天等领域作为功能和结构材料被广泛使用。对于这种材料不同结构件的连接以修复问题,传统的螺钉螺栓、铆钉等机械连接方式因其打孔时的破坏、应力集中和违背轻量化设计等缺点而被粘接连接的方式渐渐替代。然而传统的粘接技术的力学性能总是令人不太满意。在一些主要的承重应用中,出于安全的考虑总是将粘接技术配合机械连接一起使用。然而,这种混合结构依然显得较为累赘。
因此,如何提高碳纤维/树脂基复合材料修复和粘接接头的力学性能成为了碳纤维/树脂基复合材料修复和粘结连接的可靠性设计中最为重要的环节。通常,碳纤维/树脂基复合材料层压板修复和粘结接头的性能主要取决于粘接剂的特性、接头的几何形状、粘接的剂厚度、采用的工艺以及表面加工。近年来,激光处理渐渐成为一种理想的加工方法。它具有快速可控的特点,兼具改变物体表面化学能和物理形貌的功能,适合大规模应用,非常契合于碳纤维/树脂基复合材料层压板加工处理。
公开号为CN110202859A的专利“一种碳纤维增强树脂层压板粘接接头及其制备方法”中使用树脂层压板粘接接头,用激光去除表层的树脂层,去除深度仅为0.2-0.3mm,激光加工的沟槽的样式包括平行沟槽和十字沟槽,然后在此深度仅为0.2-0.3mm的沟槽上加上粘接剂与另外的层压板叠加再加热高压形成粘接。该种接头结构有缺陷——沟槽的深度太浅,两块碳纤维增强树脂层压板表层的碳纤维层之间的结合仅仅是依靠厚度为0.2-0.3mm粘接剂粘接,其余层的碳纤维之间完全没有任何粘接结合。
由于碳纤维层没有直接粘接,当接头区域的材料在承受水平拉应力时,只有厚度仅为0.2-0.3mm的粘接区域的粘接层在与水平拉应力进行抗衡,上下两块碳纤维增强树脂层压板中本该提供拉伸强度的碳纤维层却无法发挥其高抗拉伸强度的特性,破坏强度完全依赖于所用的粘接剂与树脂层的结合性能。当两块层压板之间的拉应力超过厚度仅为0.2-0.3mm的粘接剂层的拉应力强度极限时,这种接头的粘接就会被破坏,粘接失效。而且这种结构的抗拉应力的强度显然远远小于未修复的碳纤维增强树脂层压板,当层压板厚度增加,这种由结构产生的应力短板会越来越严重,因此只能在拉应力小于粘接剂拉应力极限内的工况下使用,但这一点又严重削弱了碳纤维增强树脂层板原本的抗高应力高强度的特性,大大限制了碳纤维增强树脂层板的使用范围。因此有必要设计出更加合理的接头区域的结构和形状。采用合理的激光加工参数和接头区域的结构和形状设计对于制备力学性能优异的粘接处理显得尤为重要。
发明内容
为了解决上述技术问题,本发明提出了一种基于红外皮秒激光的复合材料阶梯槽加工方法。通过寻求一种新的接头结构设计并以红外皮秒激光作为加工手段来提高碳纤维/树脂基复合材料层压板粘接接头的力学性能。
本发明所要解决的技术问题采用以下技术方案来实现:
一种基于红外皮秒激光的复合材料阶梯槽加工方法,包括以下步骤:
步骤(1)确定激光加工路径:设置8个圆环台阶,从第1到第8阶圆环台阶的外径呈等差关系依次减小;
步骤(2)确定加工顺序:采用由外至内的加工顺序;
步骤(3)固定待加工复合材料:将尺寸合适的碳纤维/树脂基复合材料板固定在治具上后,调整场镜所在的Z轴位置,使激光光斑焦点处于碳纤维/树脂基复合材料板表面;
步骤(4)将步骤(1)确定好的激光加工路径矢量图导入至加工软件中,设置激光加工参数,同时启动烟尘吸取装置和吹水气装置;
步骤(5)先加工第1阶圆环台阶,并测量第1阶圆环台阶的深度是否为0.2mm,接着,按照ΔH=0.2mm的差值以及剩余7个圆环台阶深度依次呈等差关系增加,对剩余的7个圆环台阶进行逐一加工,直至8个圆环台阶全部加工完成。
作为本发明的进一步改进,步骤(1)中第1阶圆环台阶的外径为100mm,等差关系为:外径差值ΔΦ=圆环宽度=3mm,铣削深度ΔH=每一级圆台高度=0.2mm。
作为本发明的进一步改进,步骤(2)中每一阶圆环台阶分别独立加工,在加工每一阶圆环台阶时,其余的圆环台阶路径矢量图层均要关闭。
作为本发明的进一步改进,步骤(4)中红外皮秒激光加工参数:红外皮秒激光中心波长为1064nm,脉冲宽度为5-20ps,频率为50-100kHz,最大单脉冲能量为1000-2500uJ,脉冲数为1-10,光斑直径为20-120μm,功率为10-50W,扫描速度为800-1000mm/s,扫描次数为15-20次,扫描路径中X和Y方向上的直线线间距为40um,Z轴无升降。
作为本发明的进一步改进,脉冲宽度为小于12ps,频率为50kHz,最大单脉冲能量为2000uJ,脉冲数为4,光斑直径为50μ=m,功率为30W,扫描速度为1000mm/s,扫描次数为15次。
作为本发明的进一步改进,步骤(4)中烟尘吸取装置的加工参数:吸气流量为300m
作为本发明的进一步改进,步骤(4)中吹水气装置的加工参数:气体压力为0.3Mpa,水流量为0.1ml/s。
作为本发明的进一步改进,步骤(5)中采用游标卡尺测量加工深度。
作为本发明的进一步改进,步骤(5)中若测量值<0.2mm,则按步骤(3)中加工参数继续进行第1阶圆环台阶的激光扫描直到测量值=0.2mm。
作为本发明的进一步改进,步骤(5)中每加工一阶圆环台阶后,均要测量加工深度,若达到对应深度,则进行下一阶圆环台阶的激光加工,若没有达到对应深度,则重复对应阶圆环台阶的激光加工,增加扫描次数直到加工深度达到对应深度。
本发明的有益效果是:
与现有技术相比,本发明具有:
(1)精度高,激光加工可达到几十微米级精度;
(2)加工质量高,在圆环壁和圆环底部均没有明显的分层、抽丝等、崩边等机加工中常出现的缺陷;
(3)锥度小,圆环开口边缘与圆环底部最大直径之间的差距很小,可以满足碳纤维/树脂基复合材料粘接时匹配的精确度,提高粘接处的强度和力学性能;
(4)水气辅助皮秒激光加工可以提高碳纤维/树脂基复合材料有效去除效率,从而提高加工效率;
(5)水气辅助可以在激光扫描去除材料时,显著降低材料中热积累,明显降低材料表面和内部的热损伤。
附图说明
下面结合附图和实施例对本发明进一步说明:
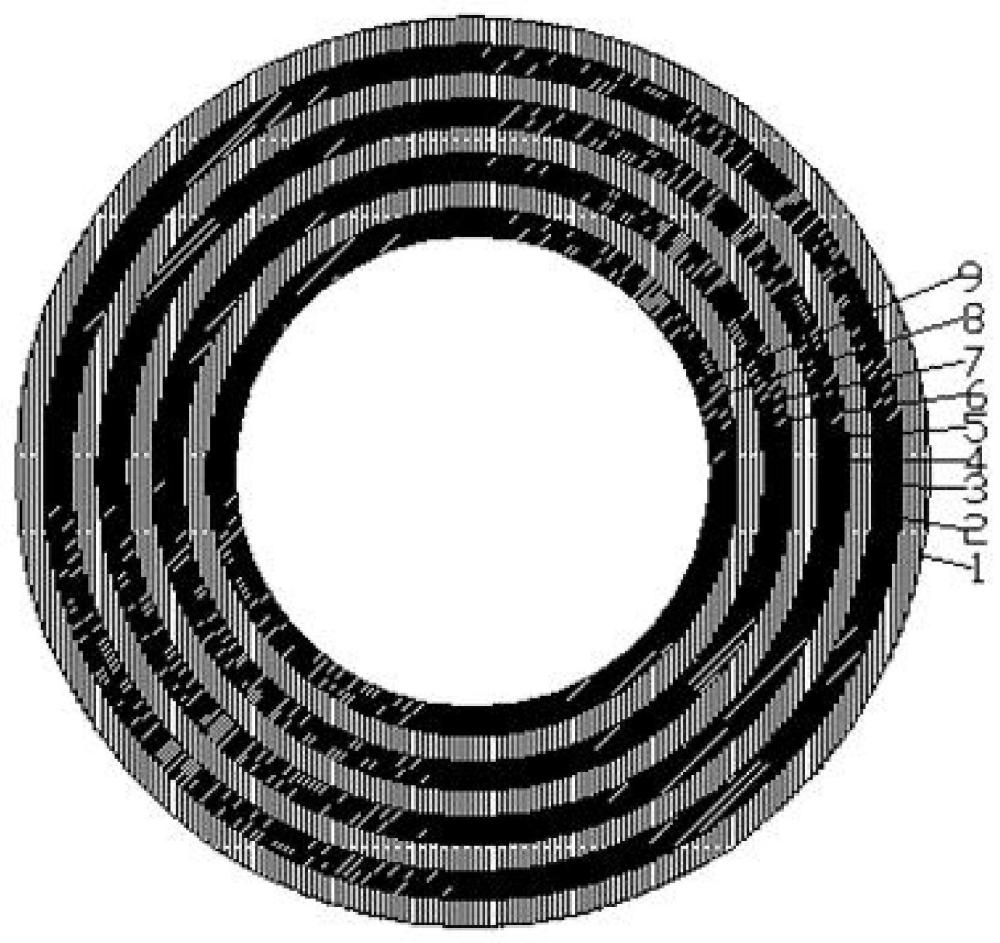
图1为在碳纤维/树脂基复合材料板上用红外皮秒激光加工8圆环台阶式槽区域的俯视图;
图2为在碳纤维/树脂基复合材料板上用红外皮秒激光加工8圆环台阶式槽区域的截面图;
图3为在碳纤维/树脂基复合材料板上用红外皮秒激光加工8圆环台阶式槽区域每个圆环的激光扫描路径放大图。
图中:1、第1阶圆环台阶外径;2、第2阶圆环台阶外径;3、第1阶圆环台阶外径;4、第4阶圆环台阶外径;5、第5阶圆环台阶外径;6、第6阶圆环台阶外径;7、第7阶圆环台阶外径;8、第8阶圆环台阶外径;9、第8阶圆环台阶内径。
具体实施方式
为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合附图以及实施例对本发明进一步阐述。
一种基于红外皮秒激光的复合材料阶梯槽加工方法,包括以下步骤:
步骤(1)确定激光加工路径:如图1所示,设置8个圆环台阶,第1阶圆环台阶的外径=100mm,从第1到第8阶圆环台阶的外径呈等差关系依次减小,外径差值ΔΦ=圆环宽度=3mm,铣削深度ΔH=每一级圆台高度=0.2mm,如图2所示。
步骤(2)确定加工顺序:采用由外至内的加工顺序,每一级圆环台阶分别独立加工,在加工每一级圆形台阶时,其余的圆形台阶路径矢量图层均要关闭。
步骤(3)固定待加工复合材料:将尺寸合适的碳纤维/树脂基复合材料板固定在治具上后,调整场镜所在的Z轴位置,使激光光斑焦点处于碳纤维/树脂基复合材料板表面。
步骤(4)将步骤(1)确定好的激光加工路径矢量图导入至加工软件中,设置激光加工参数,同时启动烟尘吸取装置和吹水气装置。
具体的,红外皮秒激光加工参数:红外皮秒激光中心波长为1064nm,脉冲宽度为5-20ps,频率为50-100kHz,最大单脉冲能量为1000-2500uJ,脉冲数为1-10,光斑直径为20-120μm,功率为10-50W,扫描速度为800-1000mm/s,扫描次数为15-20次,扫描路径中X和Y方向上的直线线间距为40um,Z轴无升降。
而在本实施例中,脉冲宽度小于12ps,频率为50kHz,最大单脉冲能量为2000uJ,脉冲数为4,光斑直径为50μ=m,功率为30W,扫描速度为1000mm/s,扫描次数为15次。
烟尘吸取装置的加工参数:吸气流量为300m
步骤(5)加工过程:先加工第1阶圆环台阶,在经过设定重复次数的激光扫描后,使用游标卡尺测量第1阶圆环台阶的深度,若测量值<0.2mm,则按步骤(3)中加工参数继续进行第1阶圆环台阶的激光扫描直到测量值=0.2mm,然后再进行第2阶圆环台阶的加工。接着,按照ΔH=0.2mm的差值,剩余7个圆形台阶深度依次呈等差关系增加。每当加工某一级圆形台阶时,均要先使用游标卡尺测量的加工深度是否达到对应的值,然后再进行下一级圆形台阶的激光加工,若没有达到对应的数值,则重复对应级圆形台阶的激光加工,增加扫描次数直到加工深度达到对应的数值,直至8个圆环台阶全部加工完成。
本发明通过上述步骤在激光去除表面树脂后,在裸露后单层碳纤维/树脂基复合材料布上进行激光加工,通过X轴和Y轴方向的弓字形路径进行激光扫描,形成彼此紧密相连、深度递增的圆环形台阶,增加粘接区域的面积和深度。
与现有技术相比,本发明的多层次圆环阶梯槽接头粘接深度更深,面积更大。当对接头区域施加压应力时,由于多层次圆环阶梯槽完全贯穿整块碳纤维/树脂基复合板,两块板每一层的碳纤维层通过粘接剂完全粘接在一起,形成一块碳纤维/树脂基复合板,作为一块板,每一层碳纤维层可以发挥碳纤维本身高强度高抗拉的性能。随着碳纤维/树脂基复合材料厚度增加和施加压应力增高,这种多层圆环形阶梯槽结构的优势越明显。
由于多层次圆环阶梯槽是多层圆环形的台阶结构,从表层到底层,圆环形槽深度以等差关系逐渐增加,环形的半径也以等差关系追加减小,形成类似铆接的结构,实现粘接中的锚定效应。上下两块板粘接压实后形成一块板,当对结合区域施加拉应力时,粘接区域铆接的结构可以发挥与单块碳纤维/树脂基复合材料抗拉伸强度相当的拉伸性能,因而可以增强粘接接头区域的力学性能。
可以高质量的完成碳纤维/树脂基复合材料进行修复和粘接的接头区域加工,压缩空气和水流产生的水膜,有效地降低激光在材料表面和材料切割截面产生的热影响区,降低热损伤;同时由于激光焦点处于加工平面,虽然随着加工深度的增加,但加工区域始终处于红外皮秒激光的有效焦深范围内,使得每一级圆形台阶上表面的外径与下一级圆形台阶的外径之间只有很小的差值,即锥度很小,因此可以获得良好的加工质量;可以获得高精度、高加工质量的多圆台形结构,从而可以增强碳纤维/树脂基复合材料层压板修复和粘接处的质量和力学性能。
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
- 一种飞秒激光相位振幅协同整形加工蝶形纳米缝隙的方法
- 一种基于飞秒激光引导放电测量流场速度的装置及方法
- 一种红外与紫外皮秒激光的出光方法以及皮秒激光加工系统
- 一种红外与紫外皮秒激光的出光方法以及皮秒激光加工系统