一种高强度胎圈钢丝用盘条的制造方法
文献发布时间:2023-06-19 09:51:02
技术领域
本发明属于盘条制备技术领域,具体为一种高强度胎圈钢丝用盘条的制造方法。
背景技术
随着我国高速公路的快速发展,子午线轮胎的应用越来越多,对胎圈钢丝和钢帘线的质量都提出了更高更新的要求。为减少环境污染,更好的保护自然环境,汽车行业以及轮胎行业越来越重视环保要求,减少二氧化碳排放。与此相应,胎圈钢丝生产企业需要开发更多适合绿色轮胎的钢丝产品,在确保轮胎正常性能的前提下,提高胎圈钢丝的各项性能指标,减少胎圈钢丝的使用量,从而减轻轮胎重量,降低汽车行驶过程中的油耗,最终达到节能减排的目的。
近年来,汽车厂商对高性能子午线轮胎的需求不断增加,因此轮胎生产厂家不仅对胎圈钢丝的强度指标要求越来越高,而且对其他性能指标的要求也不断提高。胎圈钢丝在行驶过程中承受拉伸、压缩、扭转及离心作用力,作为轮胎制品的重要骨架材料,胎圈钢丝产品的性能必须具备韧塑性好、强度高等特点。目前大多数胎圈钢丝采用
发明内容
为了克服上述现有技术中的不足,本发明的目的在于提供一种高强度胎圈钢丝用盘条的制造方法,盘条规格为
为达到上述目的,本发明的技术方案是:
一种高强度胎圈钢丝用盘条,盘条成分重量百分比为:C:0.83-0.86%,Si:0.18-0.22%,Mn:0.52-0.58%,P≤0.015%,S≤0.010%,Al≤0.005%其余为Fe和不可避免的杂质。
本发明钢的成分设计中:
C,是保证盘条及镀锌钢丝高强度所必需的化学成分,盘条在高温轧制后的控冷过程中将形成以索氏体为主的显微组织,该组织中渗碳体片层将起到强化材料的作用。在该合金成分体系下,当盘条碳含量低于0.80%时材料的强度将无法达到要求。提高合金碳含量将有利于控冷过程中盘条中形成更大体积分数的渗碳体,从而使得材料强度提高。但当钢中碳含量过高时将导致合金凝固过程中成分偏析加剧,材料韧性恶化。因此,C含量的范围选择为0.83-0.86%。
Si,冶炼过程中Si元素常作为脱氧剂加入钢中,同时固溶于铁素体相中的Si将起到强化材料的作用,可以提高原始盘条的强度,同时促进铁素体和渗碳体两相的协调变形,当Si含量少而低于0.10%时,脱氧效果和强度提高效果不充分,因此选择0.18-0.22%。
Mn,在炼钢过程也常作为脱氧剂添加,同时Mn易与钢中的有害元素S结合形成MnS,防止热脆化的效果。此外,Mn还是钢中常用的强化元素,主要起到固溶强化的作用,但当Mn含量过高时将增大钢晶粒粗化的和成分偏析倾向,另一方面Mn是容易偏析元素,特别是线材的中心偏析,对拉拔加工性有不利影响,其次Mn元素促进晶粒长大的作用,对钢的过热敏感;Mn含量过高,引起线材的抗拉强度升高,塑性指标下降,为了获得优良的显微组织、力学性能及拉拔加工性能,因此选择Mn的范围在0.52-0.58%。
P、S元素属于易偏析元素,且可造成钢的冷脆、热脆,含量过高将显著降低成品镀锌钢丝的扭转性能,因此需要在炼钢过程中加以控制,为改善成品钢丝的韧性将P含量控制在0.015%以下、S含量控制在0.010%以下。
Al元素在炼钢中可作为脱氧元素,生成的不易破碎的Al
本发明的高强胎圈钢丝用盘条的生产方法,包括如下生产工序:
(1)铁水预处理工序:
在铁水罐中加入5-7kg/吨石灰等脱硫剂,经KR预脱硫保证铁水S含量≤0.003%,扒去脱硫渣后输送至转炉冶炼。
(2)转炉冶炼工序:
转炉总装入量按145±5吨控制,其中铁水占100~120吨,废钢+生铁占总装入量的10%-25%。废钢采用无铝低钛专用废钢,减少P、S、Cu等有害元素富集。转炉冶炼采用顶底复吹转炉,底吹采用氮氩切换模式,既避免了钢水N含量偏高,又减少了Ar气消耗,降低成本。转炉出钢温度≥1590℃,出钢C控制0.07%~0.35%,出钢P控制≤0.015%。出钢90s后依次加入高纯碳化硅、低铝低钛硅铁和金属锰、低氮增碳剂、石灰和萤石,减少合金及辅料中Al、Ti等有害元素向钢水扩散。同时要求出钢结束前加完渣料,减轻LF精炼化渣压力。
(3)LF精炼工序:
精炼工序前期视炉渣流动性、碱度,加入石灰或石英砂,同时加入高纯碳化硅渣面脱氧,控制精炼渣二元碱度1.0~1.5,即满足良好的脱氧能力又有利于夹杂物充分吸附及上浮。精炼中后期钢水成分接近盘条成分且温度达1517-1527℃后,加入石英砂变渣并控制精炼渣二元碱度0.7~1.0,待钢水成分满足盘条成分,控制温度1517-1527℃,并软吹10~45min氩气。
(4)CCM连铸工序:
连铸过程控制过热度15~30℃,执行恒拉速控制且拉速为1.9±0.05m/min。采用高碳轴承钢保护渣,改善铸坯与结晶器之间的传热、润滑,避免形成铸坯深振痕或表面裂纹。目前连铸冷却主要分全水冷却、气雾冷却。全水冷却喷嘴出来全是水,通过水压、水流速、喷射角控制,实现雾化效果;气雾冷却喷嘴出来水+气,水量较小,依靠气体作为载体使水雾化,较于前者冷却更均匀,但冷却能力较弱,不利于抑制钢水凝固过程元素的选分结晶。本申请二冷采用全水强冷却,比水量2.0±0.05L/kg,,改善铸坯偏析。连铸过程中间包采用帘线钢用酸性覆盖剂,并在上面加一层碳化稻壳,钢包下水口与长水口之间氩气保护,避免钢水二次氧化。连铸钢坯(160*160mm
(5)控轧工序:所得连铸钢坯送至加热炉,采用高温轧制工艺,具体的,加热炉为三段,其中加热一段温度为850-950℃,时间为56-96min,加热二段温度为1100-1160℃,时间为36-56min,均热段温度为1180-1230℃,时间为30-50min,为控制轧材脱碳,控制加热炉空燃比0.4-0.5。加热炉内的各段加热温度的控制能够让C、Mn等合金元素充分而均匀溶解在奥氏体相中,为后续冷却过程中均匀析出,有效地控制细化显微组织珠光体片层间距及均匀性做准备。控制开轧温度1150-1180℃,吐丝温度940-960℃,轧制盘条规格为Φ7.0mm。
本发明加热温度目的在于:促进碳及合金元素扩散,减轻碳及合金元素偏析,使组织均匀致密,减轻网碳同时配备适当的轧制及冷却工艺可以有效减少心部的马氏体组织等。同时,本发明通过控制加热炉内的空燃比,采用还原性气氛或中性气氛加热,阻止和减少了钢坯脱碳,保证盘条无全脱碳,脱碳深度≤70um。
(6)控冷工序:盘条经吐丝机后散布在斯太尔摩辊道上,通过调节风机风量及网格板装置控制盘条组织转变。风机为离心式风机,风量为200000m
过共析钢轧制后开始冷却的温度落在二次碳化物析出区间(Acm-A1)内,如果冷却较慢,会导致析出网状碳化物,控冷工艺在吐丝后加强盘条冷却,会抑制二次碳化物的析出,同时可以减少盘条表面脱碳;使用佳灵装置可以调节风量,可以使盘条冷却更均匀。
通过上述工艺
与现有技术相比,本申请通过对胎圈钢丝用盘条成分的限定,结合具体的工艺调整,生产出
本发明工艺结合二冷全水强冷却及轧钢高温扩散工艺(也即控轧工序中的高温轧制工艺),在保证没有全脱碳的前提下,消除网状碳化物组织。众所周知,高温下钢坯极易发生脱碳,稍微不慎会出现全脱碳,脱碳也是胎圈钢丝控制的一个重要指标,盘条脱碳后边缘为铁素体,铁素体的拉拔性能与延展性能大大低于索氏体,如何在保证脱碳的前提下完全消除网状碳化物的工艺是本发明独有的。
附图说明
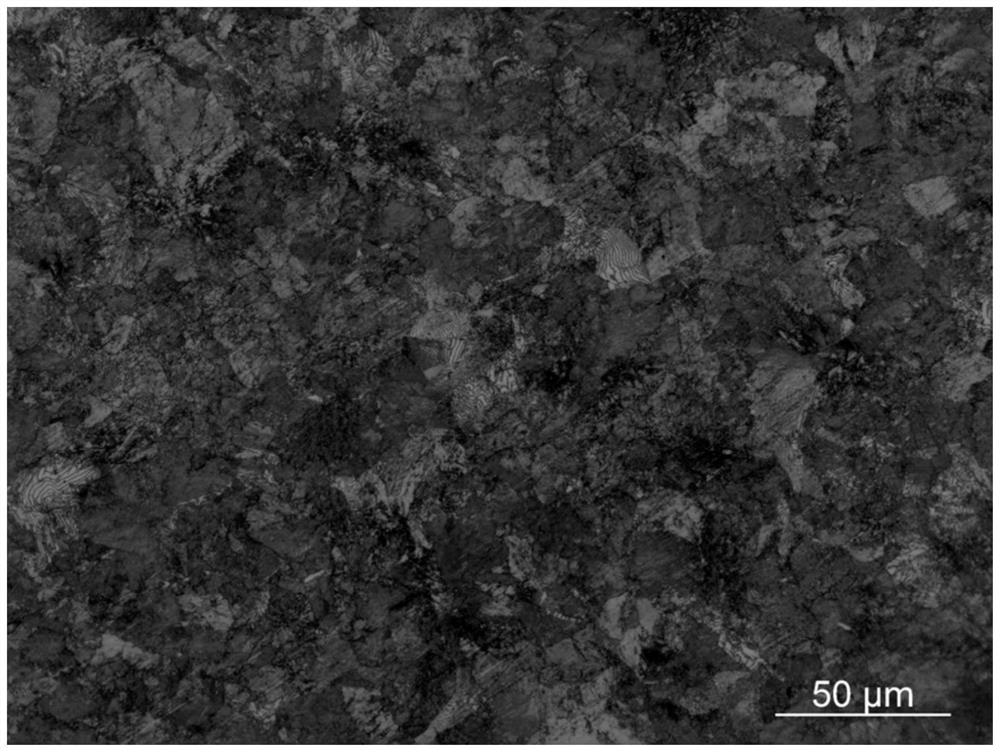
图1为本发明实施例1制备的盘条金相组织照片;
图2为本发明实施例1制备的盘条脱碳照片;
图3本发明实施例1制备的盘条片层间距;
图4为对比实施例1中盘条网状渗碳体照片;
图5为对比实施例2盘条网状渗碳体照片;
图6为对比实施例3盘条金相组织照片;
图7为对比实施例3盘条片层间距;
图8为对比实施例5脱碳金相照片。
具体实施方式
本发明下面结合实施例作进一步详述:
实施例1-4:一种高强度胎圈钢丝用盘条的制备方法,包括如下步骤:
1、成分设计
化学成分设计按重量百分比数计为C:0.83-0.86%,Si:0.18-0.22%,Mn:0.52-0.58%,P≤0.015%,S≤0.010%,Al≤0.005%,其余为Fe及其他不可避免微量元素。
2、铁水预处理
在铁水罐中加入340kg石灰脱硫剂,经KR预脱硫后铁水S含量0.002%,并扒去脱硫渣。
3、转炉冶炼工序:
转炉总装入量按147吨,其中铁水112吨,帘线专用废钢25吨,生铁10吨。转炉出钢温度1601℃,出钢C 0.15%,出钢P 0.009%。出钢90s后依次加入150kg高纯碳化硅、270kg低铝低钛硅铁、512kg金属锰、830kg低氮增碳剂、300kg石灰,80kg萤石。
4、LF精炼工序:
LF精炼时间34min,精炼入站加入200kg石灰、250kg石英砂,同时加入180kg高纯碳化硅渣面脱氧,以满足良好的脱氧能力又有利于夹杂物吸附与上浮。精炼15min后钢水成分符合设计要求(即接近盘条成分)、且测得钢水温度1515℃,加入80kg石英砂变渣,控制精炼渣二元碱度0.7~1.0,并适当通电化渣,再次测得钢水温度1520℃,此时成分合适符合设计要求(即目标盘条成分)时出钢,软吹Ar时间19min。
5、CCM连铸工序:
连铸过程控制过热度23℃,拉速控制1.90m/min。采用高碳轴承钢保护渣(实施例1-4采用河南省西保冶材集团有限公司产的094129批号高碳轴承钢专用保护渣),改善铸坯与结晶器之间的传热、润滑,避免形成铸坯深振痕或表面裂纹。二冷采用全水强冷模式,比水量控制2.0±0.05L/kg,改善铸坯偏析。连铸过程中间包采用帘线钢用酸性覆盖剂(实施例1-4连铸过程中包采用江苏嘉耐高温材料有限公司产的623601批号),并在上面加一层碳化稻壳,钢包下水口与长水口之间氩气保护,避免钢水二次氧化。连铸钢坯(断面160*160mm)经火焰切割成11.0m长,获得连铸坯,连铸坯经避风堆冷至40~60℃,荧光磁粉探伤检验表面合格后,输送至轧钢工序。
所得连铸坯送至线材厂加热炉,轧制规格Φ7mm。控制加热炉加热一段850-950℃,加热二段1100-1160℃,均热段1180-1230℃,控制加热炉空燃比0.4-0.5。吐丝温度940-960℃,盘条经吐丝机成卷后落在斯太尔摩辊道上,经9台风机冷却,开启9台风机,沿盘条行进方向的第1至第4台风机风量为85%,控制相变温度,第5至第7台风机风量为85%,控制相变温升在50℃以内,保证等温相变,第8台和第9台风机风量为70%,保证盘条组织充分转变;沿盘条行进方向的第1至第9台保温罩打开,第10至第25台保温罩关闭,网格板档位设置为1档,即保证搭接点与非搭接点冷却速率一致,缩小两者性能及组织差异,提高盘条通包及通圈性能。
各实施例制备的高强度胎圈钢丝用盘条的成分重量百分比详见表1:
表1
上述生产的盘条经过11道次连续拉拔至φ1.83mm,450-500℃去应力退火后经化学镀铜,盘条力学性能及盘条经拉拔、镀铜处理后的钢丝性能详见表2对比实施例1
采用实施例1成分及炼钢工艺,轧钢加热温度加热一段850-950℃,加热二段1050-1100℃,均热段1120-1175℃,其他工艺不变。
对比实施例2
成分采用实施例1中成分,炼钢比水量改为1.4L/kg,其它工艺不变。
对比实施例3
成分采用实施例1中成分,炼钢工艺及轧钢加热温度不变(同实施例1),控冷工艺改为吐丝温度900-930℃,盘条经吐丝机成卷后落在斯太尔摩辊道上,经9台风机冷却,开启9台风机,沿盘条行进方向的第1台至第9台风机风量为70%。
对比实施例4
实施例1中成分C改为0.82%,Mn改为0.50%,其他元素成分及工艺参数不变。
对比实施例5
采用实施例1成分及炼钢工艺,轧钢加热炉空燃比改为0.50-0.65,其他工艺不变。
对比实施例6
采用盘条规格为φ5.5mm,经过粗拉2道次至φ4.5mm,钢丝加热至920℃后铅浴,之后进行中拉8道次至φ1.83mm,后经450-500℃去应力退火后经化学镀铜。
表2
对比实例结果如下,对比实施例1中炼钢铸坯偏析加重,导致盘条网状渗碳体加重;对比实施例2高温扩散效果降低,导致盘条网状渗碳体加重;对比实施例3采用降低风量,结果为盘条强度低于实施例1,网状渗碳体略微恶化,并且索氏体化率明显低于实施例1,片层间距增大至259nm,明显高于实施例1盘条片层间距174nm;对比实施例4中C、Mn成分低于发明中范围,盘条强度低于实施例1;对比实例5采用提高空燃比,空燃比增大导致脱碳加重。五个对比实例中对比实施例1、对比实施例2、对比实施例5盘条生产的胎圈钢丝扭转次数明显降低,不符合要求;对比实施例3盘条生产的胎圈钢丝强度及扭转次数低于实施例1,均不符合要求;对比实施例4盘条生产的胎圈钢丝强度低于实施例1,不符合要求。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
本发明不局限于上述具体实施方式,本领域一般技术人员根据本发明公开的内容,可以采用其他多种具体实施方式实施本发明的,或者凡是采用本发明的设计结构和思路,做简单变化或更改的,都落入本发明的保护范围。需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
- 一种高强度胎圈钢丝用盘条的制造方法
- 一种高强度胎圈钢丝材料强化方法及胎圈钢丝的制备方法