一种铝型材焊接工装
文献发布时间:2023-06-19 10:33:45
技术领域
本发明涉及一种铝型材焊接工装,具体是涉及一种新能源汽车换电箱体底板与边框的拼焊工装,属于铝型材焊接技术领域。
背景技术
随着能源危机和环境污染的日益严重,各国对新能源汽车的开发越来越重视,尤其是纯电动汽车具有零排放、低噪音、能源效率高等特点,是较理想的节能环保车型之一,随着动力电池性能不断提升,续航里程已有了显著提高,在欧美各国得到大力推广,由于其对环境影响相对传统汽车较小,其前景被广泛看好。
电池是电动汽车的核心部件,由于采用的是电池集成,必须将电池安装至电池箱里,目前采用的是钣金材质动力电池箱。钣金箱体虽然可以满足设计标准要求,但重量太重,影响的电池包的能量密度,也影响车辆的行驶里程。并且钣金的防腐性能较差,且钣金折弯处易产生撕裂。而铸铝电池箱,由于铸造缺陷等原因,容易产生气孔、针孔等缺陷。目前市场上出现了一种铝合金材质的电池换电箱体,其具有结构简单,强度高且轻质化的优点,能够很好地解决上述技术问题。为了提高换电箱体的生产效率,保证换电箱体的生产质量,目前通常是采用焊接的方式将底板和边框结合到一起,由于没有专业的焊接工装,因此焊接效率低下,且焊接过程边框容易产生变形,从而影响最终的产品质量。
发明内容
本发明所要解决的技术问题是针对上述现有技术提供一种铝型材焊接工装,其能够对底板和边框进行有效定位固定,大大提高了底板和边框的焊接效率,减小了焊接变形量,有效保证了最终的产品质量。
本发明解决上述问题所采用的技术方案为:一种铝型材焊接工装,它包括固定底板,所述固定底板上设置有边框固定座,所述边框固定座四侧开设有缺口,所述缺口位置处设置有边框固定机构,所述边框固定座外围设置有多个顶板固定机构。
可选的,所述边框固定机构包括外限位挡板,所述外限位挡板左右两侧设置有直线导轨,所述直线导轨上设置有滑座,所述滑座上设置有边框支撑座,所述边框支撑座内侧设置有内推板。
可选的,所述外限位挡板位于边框固定座外侧,所述边框支撑座位于外限位挡板内侧。
可选的,所述边框支撑座的高度与边框固定座高度齐平,所述外限位挡板和内推板的高度高于边框支撑座的高度。
可选的,所述滑座内侧设置有内气缸,所述内气缸活塞杆端与滑座相连接。
可选的,所述外限位挡板固定设置于固定底板上或所述外限位挡板外侧设置有外气缸,所述外气缸活塞杆端与外限位挡板相连接。
可选的,所述顶板固定机构包括油缸座,所述油缸座上沿竖向设置有旋转油缸,所述旋转油缸上端连接设置有压爪,所述旋转油缸外侧设置有限位支撑板,所述限位支撑板位于压爪外端下方。
与现有技术相比,本发明的优点在于:
本发明一种铝型材焊接工装,其能够对底板和边框进行有效定位固定,大大提高了底板和边框的焊接效率,减小了焊接变形量,有效保证了最终的产品质量。
附图说明
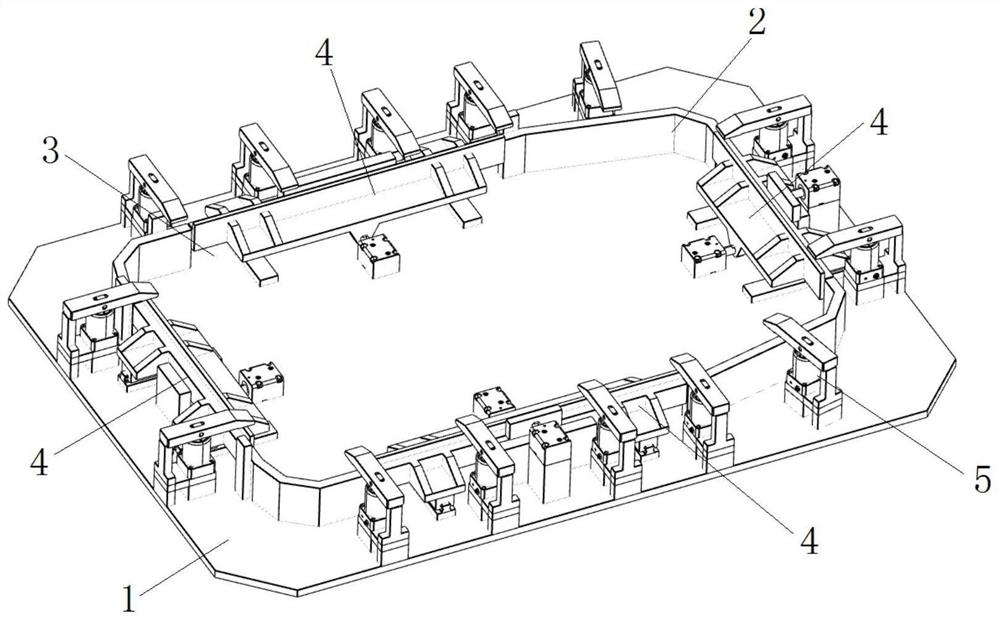
图1为本发明一种铝型材焊接工装的结构示意图。
图2为本发明一种铝型材焊接工装另一视角的结构示意图。
图3为图1中顶板固定机构的结构示意图。
图4为本发明一种铝型材焊接工装的使用状态示意图。
其中:
固定底板1
边框固定座2
缺口3
边框固定机构4
外限位挡板41
直线导轨42
滑座43
边框支撑座44
内推板45
内气缸46
外气缸47
顶板固定机构5
油缸座51
旋转油缸52
压爪53
限位支撑板54
底板6
边框7。
具体实施方式
以下结合附图实施例对本发明作进一步详细描述。
如图1~图3所示,本发明涉及的一种铝型材焊接工装,它包括固定底板1,所述固定底板1上设置有边框固定座2,所述边框固定座2四侧开设有缺口3,所述缺口3位置处设置有边框固定机构4,所述边框固定座2外围设置有多个顶板固定机构5;
所述边框固定机构4包括外限位挡板41,所述外限位挡板41左右两侧设置有直线导轨42,所述直线导轨42上设置有滑座43,所述滑座43上设置有边框支撑座44,所述边框支撑座44内侧设置有内推板45;
所述外限位挡板41位于边框固定座2外侧,所述边框支撑座44位于外限位挡板41内侧;
所述边框支撑座44的高度与边框固定座2高度齐平,所述外限位挡板41和内推板45的高度高于边框支撑座44的高度;
所述滑座43内侧设置有内气缸46,所述内气缸46活塞杆端与滑座43相连接;
所述外限位挡板41固定设置于固定底板1上或所述外限位挡板41外侧设置有外气缸47,所述外气缸47活塞杆端与外限位挡板41相连接;
所述顶板固定机构5包括油缸座51,所述油缸座51上沿竖向设置有旋转油缸52,所述旋转油缸52上端连接设置有压爪53,所述旋转油缸52外侧设置有限位支撑板54,所述限位支撑板54位于压爪53外端下方。
工作原理:
新能源汽车换电箱体底板和边框焊接时,首先将边框放置于边框固定座上,通过四侧的边框固定机构将边框进行固定(内气缸推动内推板将边框固定于内推板和外限位挡板之间),然后将底板放置于边框上,此时多个顶板固定机构将底板固定于边框上,此时即可开始焊接,由于边框和底板被工装精确定位固定,因此能够提高焊接效率,同时减小了焊接变形,有效保证了产品质量。
上述实施例外,本发明还包括有其他实施方式,凡采用等同变换或者等效替换方式形成的技术方案,均应落入本发明权利要求的保护范围之内。
- 一种焊接工装及使用该工装的铝型材
- 一种铝型材焊接工装