一种用于焊接工位夹具的气控阀装置
文献发布时间:2023-06-19 11:19:16
技术领域
本发明涉及一种气动控制装置,具体来说,涉及一种用于焊接工位夹具的气控阀装置。
背景技术
电磁阀是通过电信号控制阀体内的线圈得电失电,进一步控制阀体内阀芯的移动,但在一些特殊的化工行业,由于液体易燃易爆,存在着安全隐患,液压系统中不允许有电磁阀,气缸的伸缩控制必须采用气控式,而气控阀是通过压缩气源控制阀体内阀芯的移动,三位五通双气控中泄式气控阀的阀体左右两侧有两个进气控制口,通过压缩气源来控制阀芯的移动,阀芯有三个状态位,左右两个状态位置用于切换工作口AB的进气和出气状态,中间的状态位是泄气状态位,用于使阀体的工作口AB泄气,阀芯到达泄气位需要阀体左右两侧同时断开压缩气源,阀芯两侧有机械弹簧,如果需要停止AB口泄气,则需要阀体左右两侧任意一侧通气,使阀芯的位置发生切换;而两位五通双气控阀左右两侧有两个进气接口,用来接压缩气源来控制阀芯的移动,阀芯有两个状态位,左右两个状态位置用于切换工作口AB的进气和出气状态,阀芯左右两侧仅一侧有机械弹簧,用于阀芯复位;三位五通双气控中泄式气控阀的价格相较于普通两位五通双气控阀价格较高,且在气压有起伏变化的区域,三位五通气控阀没有两位五通气控阀稳定,且三位五通气控阀的流通性能较两位五通气控阀的小,在同等气压的情况下,三位五通气控阀的响应慢,对应阀体控制的气缸夹紧机构会有延迟,在应用于汽车白车身焊装车间的时,无法保证某些焊接工位夹具机构动作的一致性,会存在碰撞的风险。
针对相关技术中的问题,目前尚未提出有效的解决方案。
发明内容
针对相关技术中的问题本发明提出一种用于焊接工位夹具的气控阀装置,以克服现有相关技术所存在的上述技术问题。
本发明的技术方案是这样实现的:
一种用于焊接工位夹具的气控阀装置,包括气控组件、集装阀板、两位五通双气控阀模块、按钮阀模块和气缸,所述气控组件通过安装在集装阀板上的两位五通双气控阀模块连接至气缸,两位五通双气控阀模块的气控端由按钮阀模块控制。
所述气控组件,包括气源、球阀和三联件,所述气源通过气管连接球阀,所述球阀的另一端通过气管连接三联件,所述三联件的另一端连接有直通接头一,所述直通接头一的另一端通过气管连接有T形三通阀一,所述T形三通阀一的一端通过主气管连接有直通接头二,直通接头二与所述集装阀板的进气通道相连接。
所述集装阀板靠近直通接头二的一端的排气通道设置有消音器,所述集装阀板的另一端设置有堵头,所述集装阀板的顶端设置有两位五通双气控阀模块。
所述两位五通双气控阀模块,包括两位五通双气控阀一和两位五通双气控阀二,每个两位五通双气控阀都有五个气口,分别是阀体上端的工作口A、B和阀体下端出气口R1、R2加上整个阀片的进气口P组成的,两位五通双气控阀一的工作口A、B与气缸的无杆腔相连通,两位五通双气控阀二的工作口A、B与气缸的有杆腔相连通,主气路的气流通过集装阀板的进气通道与两位五通双气控阀一和两位五通双气控阀二的进气口P连接。
所述两位五通双气控阀模块中的两位五通双气控阀的顶端设置有弯头一,气缸的两端设置有弯头二,弯头一和弯头二通过气管连接。
所述按钮阀模块,包括多个按钮阀,其中按钮阀一的一端通过直通接头三、T形三通阀三与T形三通阀一的另一端连接,按钮阀一的另一端通过气管与所述两位五通双气控阀一的控制端K1连接,所述T形三通阀三的另一端通过气管连接有按钮阀二,按钮阀二的另一端通过T形三通阀二与两位五通双气控阀一的控制端K2连接,所述T形三通阀二的另一端通过气管与所述两位五通双气控阀二的控制端K2连接,所述两位五通双气控阀二的控制端K1通过气管连接有按钮阀三,所述按钮阀三的另一端通过T形三通阀四连接至两位五通双气控阀二与气缸的有杆腔连通的连通气管上。
本发明的有益效果为:本发明实现了两位五通双气控阀自动泄气的功能,应用在汽车白车身焊装手工线领域,通过此装置控制两位五通气控阀实现自动泄气,进一步控制气缸实现自动泄气,完善了白车身手工焊接夹具,对于一些上件困难有特殊定位要求的工件,可先对夹紧机构泄气,然后人工手持定位夹紧单元辅助上件,然后再执行夹紧程序,保证工件准确定位,实现了人工先按泄气按钮,手动操作手柄,进而通过压臂操作气缸的打开和夹紧,待上件完毕后,按夹紧按钮,气缸夹紧,待工件焊接完毕,按打开按钮打开。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1是根据本发明实施例的气路结构示意图;
图2是根据本发明实施例的正面结构示意图;
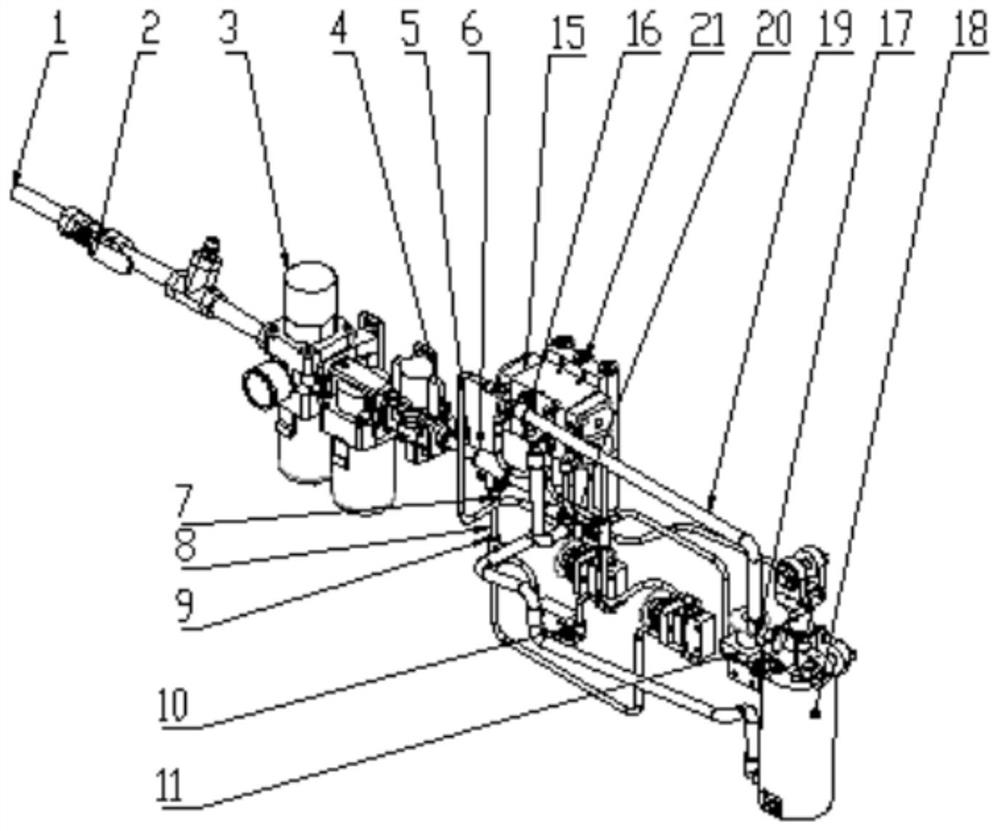
图3是根据本发明实施例的立体结构示意图;
图4是根据本发明实施例的夹紧状态图;
图5是根据本发明实施例的打开状态图;
图6是根据本发明实施例的泄气状态图。
图中:
1、气源;2、球阀;3、三联件;4、直通接头一;5、主气管;6、T形三通阀一;7、插管减径接头;8、气管;9、T形三通阀三;10、直通接头三;11、按钮阀一;12、直通接头二;13、消音器;14、集装阀板;15、两位五通双气控阀一;16、弯头一;17、弯头二;18、气缸;19、连通气管;20、T形三通阀四;21、堵头;23、按钮阀二;24、T形三通阀二;25、按钮阀三;26、两位五通双气控阀二。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员所获得的所有其他实施例,都属于本发明保护的范围。
根据本发明的实施例,提供了一种用于焊接工位夹具的气控阀装置。
如图1-3所示,一种用于焊接工位夹具的气控阀装置,包括气控组件、集装阀板、两位五通双气控阀模块、按钮阀模块和气缸,所述气控组件通过安装在集装阀板上的两位五通双气控阀模块连接至气缸,两位五通双气控阀模块的气控端由按钮阀模块控制。
所述气控组件,包括气源1、球阀2和三联件3,所述气源1通过气管连接球阀2,所述球阀2的另一端通过气管连接三联件3,所述三联件3的另一端连接有直通接头一4,所述直通接头一4的另一端通过气管连接有T形三通阀一6,所述T形三通阀一6的一端通过主气管连接有直通接头二12,直通接头二12与所述集装阀板14的进气通道相连接。
所述集装阀板14靠近直通接头二12的一端的排气通道设置有消音器13,所述集装阀板14的另一端设置有堵头21,所述集装阀板14的顶端设置有两位五通双气控阀模块。
所述两位五通双气控阀模块,包括两位五通双气控阀一15和两位五通双气控阀二26,每个两位五通双气控阀都有五个气口,分别是阀体上端的工作口A、B和阀体下端出气口R1、R2加上整个阀片的进气口P组成的,两位五通双气控阀一的工作口A、B与气缸18的无杆腔相连通,两位五通双气控阀二的工作口A、B与气缸18的有杆腔相连通,主气路的气流通过集装阀板14的进气通道与两位五通双气控阀一15和两位五通双气控阀二26的进气口P连接。
所述两位五通双气控阀模块中的两位五通双气控阀的顶端设置有弯头一16,气缸的两端设置有弯头二17,弯头一16和弯头二17通过气管连接。
所述按钮阀模块,包括多个按钮阀,其中按钮阀一11的一端通过直通接头三10、T形三通阀三9与T形三通阀一6的另一端连接,按钮阀一11的另一端通过气管与所述两位五通双气控阀一15的控制端K1连接,所述T形三通阀三9的另一端通过气管连接有按钮阀二23,按钮阀二23的另一端通过T形三通阀二24与两位五通双气控阀一15的控制端K2连接,所述T形三通阀二24的另一端通过气管与所述两位五通双气控阀二26的控制端K2连接,所述两位五通双气控阀二26的控制端K1通过气管连接有按钮阀三25,所述按钮阀三25的另一端通过T形三通阀四7连接至两位五通双气控阀二26与气缸18的有杆腔连通的连通气管19。
所述T形三通阀一6的阀体的表面设置有插管减径接头7,所述插管减径接头7的另一端通过气管8连接有T形三通阀9,所述T形三通阀9的一端部通过气管连接有直通接头三10,所述直通接头三10设置在按钮阀11的阀体上。
综上所述,借助于本发明的上述技术方案,一般空气经过空气压缩机干冷过滤后通过硬管输送到需要气体的工位形成气源1,此时球阀2有控制关闭和打开气源的作用,经三联件3过滤输送到需要气源的设备中。
通常三联件输出端是1/2″的螺纹,需搭配1/2”转
集装阀板14有三条通道进气通道P需配
集装阀板上安装的两位五通双气控阀一15堵住工作口B,两位五通双气控阀二26堵住工作口A,然后两位五通双气控阀一15的工作口A接到需要执行动作的气缸上进气口A上,两位五通双气控阀二26的工作口B接到需要执行动作的气缸上进气口B上,这样两位五通双气控阀一15、两位五通双气控阀二26和执行元件气缸18就形成了一个串联的回路。
两位五通双气控阀一15的控制端K1前面需串联一个按钮阀一11并联在控制气路上,按钮阀一11的两端安装1/8″转
两位五通双气控阀模块中两位五通双气控阀的阀片上设有复位的机械弹簧,两位五通双气控阀一和两位五通双气控阀二阀片的复位位置设置在左侧,这样使得即使设备不通气,仍然使设备保持理想的打开状态。
如图4-6所示,说明一下本申请的运行状态:
当控制气源1的球阀2打开,气源通过三联件过滤到达主气路,再达到集装阀板,再达到两位五通双气控阀一、二,此时主气路分支下的控制气路已通气,按钮阀一均处于复位断开状态,此时两位五通双气控阀一因内部机械弹簧使阀芯复位,其工作口B用堵头堵住了,而工作口A因为控制气路没有动作连接装阀板的排气通道R1出气;两位五通双气控阀二因内部机械弹簧使阀芯复位,阀芯推到前进位,使得工作口A用堵头堵住了,工作口B连接装阀板的进气通道P,两位五通双气控阀二的工作口B通气后,对应的气缸进气口B端进气,气缸的活塞杆受到进气口B端的气压缩回,气缸无杆腔内的气体就排出到集装阀板的排气通道R1,经排气通道R1的消音器排到大气,此时气缸处于缩回打开状态,即设备处于通气后的默认状态。
当气缸处于打开状态时,控制气路的按钮阀三连通两位五通双气控阀二工作口B,当按钮阀三打开时,连通气管内的气体通过按钮阀三连接至两位五通双气控阀二的控制端K1,将阀芯推动换向,此时工作口B由进气通道P切换到排气通道R2,工作口A切换到与进气通道P连通,而工作口A已用堵头堵住,气缸的进气口A、B分别接到集装阀板上的排气通道R1、R2经消音器与大气相连,此时气缸处于泄气状态,故而人工现在可以对气缸上的夹紧机构进行手动操作,如手动将翻转定位销插入工件。
当手动操作完毕后,可进行夹紧动作,使按钮阀一处于导通状态,两位五通双气控阀一的控制端K1通气,将阀芯推动到工作位,此时工作口A由排气通道R1通道切换到进气通道P,工作口B切换到排气通道R2,气缸的无杆腔端的进气口A进气,气缸的活塞杆受到进气口A端的气压伸出,此时气缸处于夹紧状态,气缸有杆腔你的气体通过到集装阀板的排气通道R2排出,使气缸处于夹紧的状态,无法进行泄气动作。
当需要对气缸进行缩回操作时,只需使按钮阀二打开,两位五通双气控阀一的控制端K2通气,将阀芯推动到后退位,工作口A由进气通道P切换到排气通道R1,工作口B由排气通道R2切换到进气通道P,此时两位五通双气控阀二的控制端K2也通气,将阀芯推动到后退位,工作口A由进气通道P切换到排气通道R1,工作口B由排气通道R2切换到进气通道P,对应的气缸进气口B端进气,气缸的活塞杆受到进气口B端的气压缩回,气缸进气口A端的气体就排出到集装阀板排气通道R1,经排气通道R1前的消音器排到大气,此时气缸处于打开状态。
以上动作可往复循环,即两个两位五通双气控阀实现了三位五通双气控中泄式气控阀的功能,因三位五通双气控中泄式气控阀要实现泄气的功能是阀芯的控制端K1、K2端同时断气,阀芯受两侧机械弹簧实现复位,即阀片的P进气口无法与A、B相通,而本发明存在一道互锁程序是气缸处于夹紧状态时,无法进行泄气动作,当气缸处于夹紧状态,故而泄气的控制气路部分无气源通过,需要气缸打开之后,才能执行泄气动作,可避免人工误操作,使得工件在焊接过程中失去定位夹紧力。
有益效果:
1、提出了一种气控阀装置,采用气控阀模块、气路连接模块和气缸的模块化,实现了两位阀体自动泄气的功能,应用在汽车白车身焊装手工线领域,在无法使用三位五通中泄式气控阀的情况下,通过此装置控制两位五通气控阀实现自动泄气,进一步控制气缸实现自动泄气,调节精度高、响应时间快。
2、完善了白车身手工焊接夹具,对于一些上件困难有特殊定位要求的工件,可先对夹紧机构泄气,然后人工手持定位夹紧单元辅助上件,然后再执行夹紧程序,保证工件准确定位。
3、实现了通过使用按钮阀,可以手动操作手柄,进而通过压臂操作气缸的打开和夹紧,待上件完毕后,按夹紧按钮,气缸夹紧,待工件焊接完毕,按按钮阀打开,使用按钮阀,防止气缸失效,提高了气缸的稳定性。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种用于焊接工位夹具的气控阀装置
- 一种用于高温气控阀的浮动式活塞结构及高温气控阀