一种复合式自动车床
文献发布时间:2023-06-19 11:24:21
技术领域
本发明涉及机械加工技术领域,尤其涉及一种复合式自动车床。
背景技术
随进社会的进步,制造业也在发生着日新月异的变化,现在,机械加工设备逐渐向着数字化、自动化控制的方向发展,例如:数控车床、数控加工中心等设备,这些设备不但提高了零件的加工精度,而且大幅提升了机加工效率。
目前在五金机加工行业中,常规的自动车床五个刀架只能实现车削功能,用于加工轴形零件,如车削外圆、内圆和内孔等,参见公开号为CN203918439U中国实用新型专利申请公开了一种改进结构的自动车床,由于在自动车床分别设置了伺服电机和主电机,在进行钻孔或攻牙加工时,直接利用伺服电机来完成钻孔或攻牙的加工作业,但其只能够在轴形零件的两个轴向端面进行钻孔或攻牙,无法实现在轴形零件的外径面钻孔、攻牙、铣槽和铣扁等功能。虽CNC电脑数控车铣复合机床能实现此功能但生产效率低,机床设备价格昂贵导致企业投资压力大,且直径5mm以下的轴形棒料无法实现加工。
发明内容
(一)要解决的技术问题
鉴于现有技术的上述缺点、不足,本发明提供一种复合式自动车床,实现了轴形工件的外径面钻孔、攻牙、铣槽和铣扁功能且加工效率高、生产成本低。
(二)技术方案
为了达到上述目的,本发明采用的主要技术方案包括:
本发明提供了一种复合式自动车床,包括机架,在机架上方还包括主轴、多个加工单元、主电机、主轴伺服电机和加工单元伺服电机;
主轴设置在机架上用于夹持工件,主轴伺服电机用于驱动主轴转动;
多个加工单元沿主轴的轴线周向设置且设置在与主轴垂直的平面上,加工单元用于安装车刀以及钻头、丝攻、铣刀或铣刀片;
加工单元伺服电机用于驱动加工单元上钻头、丝攻、铣刀或铣刀片转动,以实现钻头对工件径向外侧的钻孔、攻牙、铣槽或铣扁;
主电机用于驱动加工单元上的车刀、钻头、丝攻、铣刀或铣刀片沿进给方向移动。
优选地,多个加工单元包括第一加工单元、第二加工单元、第三加工单元、第四加工单元和第五加工单元;
第一加工单元、第二加工单元、第三加工单元、第四加工单元和第五加工单元依次沿主轴的轴线周向设置且设置在与主轴垂直的平面上;
第一加工单元和第五加工单元相对设置,且水平设置在机架上;
铣刀片安装在第一加工单元和/或第五加工单元上。
优选地,加工单元均包括滑板;
主电机驱动滑板沿进给方向移动。
优选地,第一加工单元和第五加工单元还包括滑轨,滑轨沿主轴的轴线方向平行设置;
第一加工单元和第五加工单元上的刀架与滑轨滑动连接,滑轨设置在滑板上,滑板带动滑轨沿进给方向移动。
优选地,车刀通过车刀刀架设置在滑板上;
钻头、丝攻或铣刀通过安装刀架设置在滑板上;
铣刀片通过铣刀片刀架设置在滑板上。
优选地,安装刀架包括电机安装主座、转轴和夹头;
电机安装主座的内部设有容纳腔,电机安装主座的两端开口;
转轴设置在容纳腔内,转轴的第一端通过联轴器与加工单元伺服电机的输出轴连接,转轴的第二端与伸出电机安装主座的开口通过锁紧螺帽与夹头连接;
夹头与钻头、铣刀或丝攻联接。
优选地,安装刀架还包括第一轴承和第二轴承;
电机安装主座为长方体,电机安装主座的第一端向电机安装主座的第二端延伸且电机安装主座的第二端渐缩为锥形,电机安装主座的第一端与加工单元伺服电机连接;
电机安装主座的上部镂空成通槽,通槽与容纳腔连通,通槽的横向长度大于电机安装主座的容纳腔的横向长度;
第一轴承设置在容纳腔与通槽的连接处,第二轴承设置在电机安装主座的第二端;
转轴设置在第一轴承和第二轴承上。
优选地,铣刀片刀架包括侧铣主座、转动轴、第一轴承、第二轴承、第一同步皮带轮、第二同步皮带轮和同步皮带;
侧铣主座内横向设置设有通孔,转动轴设置在侧铣主座的第一端,第一轴承和第二轴承分别设置在侧铣主座第一端的上侧和下侧,转动轴设置在第一轴承和第二轴承上,在转动轴的外侧套设有第一同步皮带轮;
加工单元伺服电机的输出轴穿过通孔与转动轴平行设置,在输出轴外侧套设有第二同步皮带轮,第一同步皮带轮与第二同步皮带轮通过同步皮带连接;
铣刀片套设在转动轴上并通过螺丝固定。
优选地,还包括端面攻牙单元和端面钻孔单元;
端面攻牙单元和端面钻孔单元均设置在主轴的前方,端面攻牙单元用于工件的端面攻牙,端面钻孔单元用于工件的端面钻孔。
优选地,加工单元还包括刀微调杆。
(三)有益效果
本发明的有益效果是:
本发明提供一种复合式自动车床,通过在设置带动主轴转动的主轴伺服电机,并在加工单元上安装车刀、钻头、丝攻、铣刀或铣刀片,当常规工件在自动车床车削生产后,需进行二次加工钻侧孔、攻侧孔牙、铣槽和铣扁的工序时能够在本复合式自动车床上一次性加工完成,实现了轴形工件的外径面360度的钻孔、攻牙、铣槽和铣扁功能且加工效率高、生产成本低。
附图说明
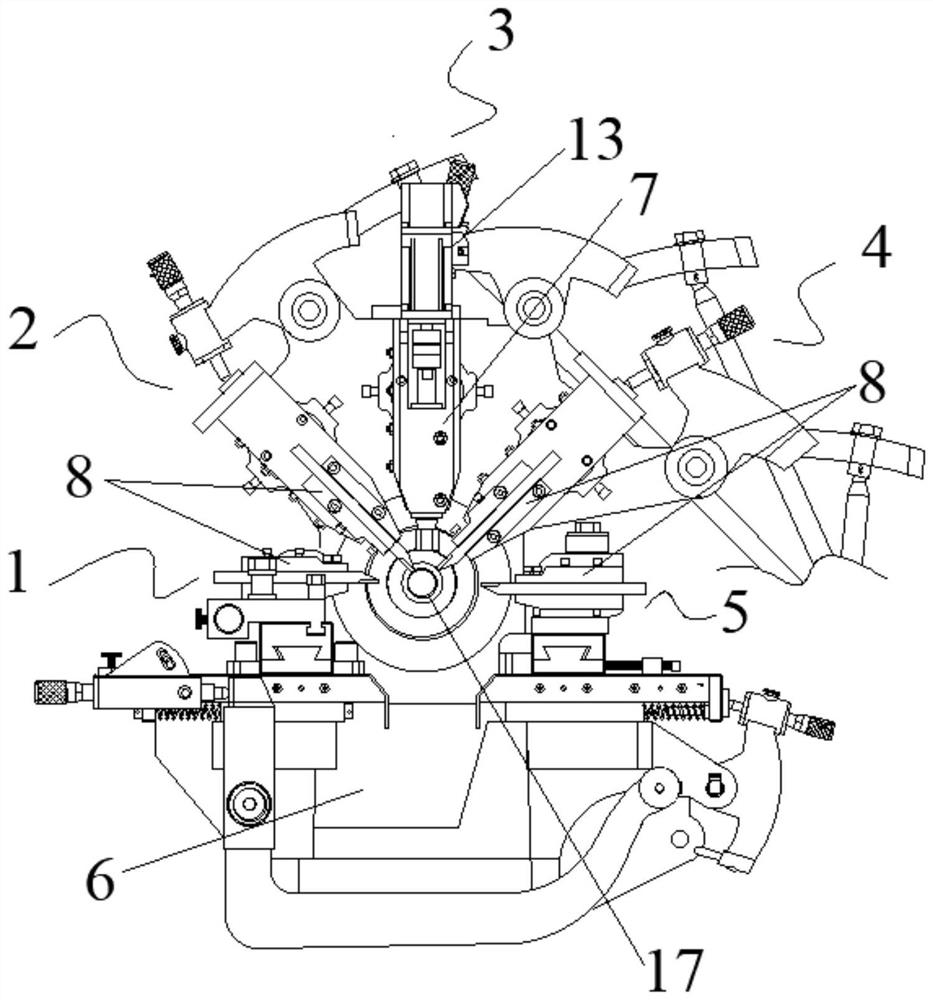
图1为实施例一、二中复合式自动车床的结构示意图;
图2为实施例一复合式自动车床中主轴和主轴伺服电机、主电机和凸轮主电机转动机构的结构示意图;
图3为实施例一中安装刀架及加工单元伺服电机的结构示意图;
图4为实施例一中铣刀片刀架及加工单元伺服电机的结构示意图;
图5为实施例三中复合式自动车床的结构示意图;
图6为实施例四中复合式自动车床的结构示意图。
【附图标记说明】
1:第一加工单元;2:第二加工单元;3:第三加工单元;4:第四加工单元;5:第五加工单元;6:机架;7:安装刀架;71:电机安装主座;72:转轴;73:联轴器;74:第一轴承;75:第二轴承;76:锁紧螺帽;77:夹头;8:车刀刀架;9:铣刀片刀架;91:侧铣主座;92:转动轴;93:第一同步皮带轮;94:第二同步皮带轮;95:同步皮带;96:第一轴承;97:第二轴承;98:压片;99:螺丝;10:滑板;11:滑轨;12:刀微调杆;13:加工单元伺服电机;14:车刀;15:钻头、丝攻或铣刀;16:铣刀片;17:主轴;18:主电机;19:主轴伺服电机;20:凸轮转动结构;21:主电机转动机构;22:攻牙转动结构。
具体实施方式
为了更好的解释本发明,以便于理解,下面结合附图,通过具体实施方式,对本发明作详细描述。
实施例一
如图1至4所示,本实施提供了一种复合式自动车床,包括机架6,主轴17、多个加工单元、主电机18、主轴伺服电机19和加工单元伺服电机13。主轴17、多个加工单元、主电机18、主轴伺服电机19和加工单元伺服电机13均设置在机架6上,其中主轴17设置在机架6上用于夹持工件,主轴伺服电机19用于驱动主轴17转动,多个加工单元沿主轴17的轴线周向设置且设置在与主轴17垂直的平面上,加工单元用于安装车刀14以及钻头、丝攻、铣刀或铣刀片16,加工单元伺服电机13用于驱动加工单元上钻头、丝攻、铣刀或铣刀片16转动,以实现钻头对工件径向外侧的钻孔、攻牙、铣槽或铣扁,主电机18驱动加工单元上的车刀14、钻头、丝攻、铣刀或铣刀片16沿进给方向移动。应当说明的是,车刀14及钻头、丝攻或铣刀16安装在任一加工单元上。由于设置了主轴伺服电机19用于驱动主轴17转动使主轴17转动时偏转的角度精度高从而提高了加工精度,且单独设置主轴伺服电机19减少了主电机18的工作负荷,提高了主电机18的使用寿命。
且本实施例提供的复合式自动车床与CNC电脑数控车床相比,由于CNC电脑数控车床上的刀具较大仅适合加工直径5mm以上的轴形棒料,无法加工直径较小的棒料,而本实施例提供的复合式自动车床因为具有多个加工单元可同时用于加工轴形工件提高了加工效率,且能够加工直径为5mm以下的轴形棒料。
如图2所示,在实际应用的过程中,复合式自动车床还包括端面攻牙单元和端面钻孔单元(图中未示出),端面攻牙单元和端面钻孔单元均设置在主轴17的前方,端面攻牙单元用于轴形工件端面的攻牙、端面钻孔单元用于轴形工件端面的钻孔。主电机18通过主电机转动机构21驱动凸轮转动结构20运动从而带动加工单元上的车刀14、钻头、丝攻、铣刀或铣刀片16沿进给方向移动,当然主电机18也通过主电机转动机构21驱动攻牙转动结构从而带动端面攻牙单元和端面钻孔单元沿进给方向移动。
本实施例提供的一种复合式自动车床,通过在设置带动主轴17转动的主轴伺服电机19,并在加工单元上安装车刀14、钻头、丝攻、铣刀或铣刀片16,当常规工件在自动车床车削生产后,需进行二次加工钻侧孔、攻侧孔牙、铣槽和铣扁的工序时能够在本复合式自动车床上一次性加工完成,实现了轴形工件的外径面360度的钻孔、攻牙、铣槽和铣扁功能且加工效率高、生产成本低。且通过设置主轴伺服电机19与驱动器连接并通过同步轮带动主轴17转动,能够实现主轴17转数可以任意设定、主轴17任意停止、分度和启动。
具体地,多个加工单元包括第一加工单元1、第二加工单元2、第三加工单元3、第四加工单元4和第五加工单元5。第一加工单元1、第二加工单元2、第三加工单元3、第四加工单元4和第五加工单元5依次沿主轴17的轴线周向设置且设置在与主轴17垂直的平面上,第三加工单元3竖直设置,第一加工单元1和第五加工单元5相对设置,且水平设置在机架6上,铣刀片16安装在第一加工单元1和/或第五加工单元5上。
在本实施例中,加工单元均包括滑板10,主电机18能够驱动滑板10沿进给方向移动从而带动加工单元上的车刀14以及钻头、丝攻、铣刀或铣刀片16沿进给方向移动即工件的径向进给加工。
当然,第一加工单元1和第五加工单元5还包括滑轨11,其中滑轨11沿主轴17的轴线方向平行设置。第一加工单元1和第五加工单元5上的刀架与滑轨11滑动连接,从而刀架能够沿主轴17的轴线方向移动从而能够带动铣刀片16沿工件的轴线方向移动,且滑轨11设置在滑板10上,滑板10带动滑轨11上的刀具沿进给方向移动。
具体地,车刀14通过车刀刀架8设置在滑板10上,钻头、丝攻或铣刀15通过安装刀架7设置在滑板10上,铣刀片16通过铣刀片刀架9设置在滑板10上。
如图3所示,安装刀架7包括电机安装主座71、转轴72、轴承和夹头77;电机安装主座71的内部设有容纳腔,电机安装主座71的两端开口,转轴72设置在容纳腔内,转轴72的第一端通过联轴器73与加工单元伺服电机13的输出轴连接,转轴72的第二端与伸出电机安装主座71的开口通过锁紧螺帽76与夹头77连接,夹头77与钻头、铣刀或丝攻联接。
具体地,安装刀架7还包括第一轴承74和第二轴承75,电机安装主座71为长方体,电机安装主座71的第一端向电机安装主座71的第二端延伸且电机安装主座71的第二端渐缩为锥形,电机安装主座71的第一端与加工单元伺服电机13连接。电机安装主座71的上部镂空成通槽,通槽与容纳腔连通,通槽的横向长度大于电机安装主座71的容纳腔的横向长度,第一轴承74设置在容纳腔与通槽的连接处,第二轴承75设置在电机安装主座71的第二端,转轴72设置在第一轴承74和第二轴承75上。加工单元伺服电机13驱动转轴72转动从而带动转轴72上的转动钻头、铣刀或丝攻转动来实现轴形工件的径向外侧面的钻侧孔、攻侧孔牙或铣槽。
如图4所示,铣刀片刀架9包括侧铣主座91、转动轴92、第一轴承96、第二轴承97、第一同步皮带轮93、第二同步皮带轮94和同步皮带95,侧铣主座91内横向设置设有通孔,转动轴92设置在侧铣主座91的第一端,第一轴承96和第二轴承97分别设置在侧铣主座91第一端的上侧和下侧,转动轴92设置在第一轴承96和第二轴承97上,在转动轴92的外侧套设有第一同步皮带轮93。加工单元伺服电机13的输出轴穿过通孔与转动轴92平行设置,在输出轴外侧套设有第二同步皮带轮94,第一同步皮带轮93与第二同步皮带轮94通过同步皮带95连接,铣刀片16套设在转动轴92上且在铣刀片16上垫有压片98并通过螺丝99固定。
优选地,加工单元还包括刀微调杆12。
实施例二
如图1所示,在本实施例中,采用实施例一中的复合式自动车床,并在第一加工单元1、第二加工单元2、第四加工单元4和第五加工单元5上均安装车刀刀架8来安装车刀14,在第三加工单元3上设有安装刀架7,用于安装钻头、铣刀或丝攻。从而实现轴形工件车削生产后,对轴形工件的径向外侧进行二次加工钻侧孔、攻侧孔牙和铣槽。
当进行车削时,主电机18驱动第三加工单元3上的滑板10带动钻头、铣刀或丝攻远离工件,主电机18驱动第一加工单元1、第二加工单元2、第四加工单元4和第五加工单元5上的滑板10贴近工件,主轴伺服电机19驱动主轴17带动主轴17上的工件转动从而实现车削;
当进行钻孔、攻牙或铣槽时,主电机18驱动主电机转动机构21带动凸轮转动结构20运动,从而驱动第三加工单元3上的滑板10带动钻头、铣刀或丝攻贴近工件,主电机18驱动主电机转动机构21带动凸轮转动结构20运动,从而驱动第一加工单元1、第二加工单元2、第四加工单元4和第五加工单元5上的滑板10远离工件工件,主轴伺服电机19刹车停止从而主轴17上的工件不转动,第三加工单元3上的钻头、铣刀或丝攻对工件的径向外侧面进行钻孔、攻孔牙或铣槽。当需对工件外侧面的另一角度进行钻孔、攻孔牙或铣槽时,主轴伺服电机19驱动主轴17带动工件转动一角度后,加工单元伺服电机13驱动钻头、铣刀或丝攻转动进行钻孔、攻孔牙或铣槽。
应当说明的是,在本实施例中,当需要对工件进行钻孔时,在第三加工单元3上安装钻头,当需要对工件进行攻牙时,在第三加工单元3上安装攻牙,当需要对工件进行铣槽时,在第三加工单元3上安装铣刀。
实施例三
如图5所示,在本实施例中,采用实施例一中的复合式自动车床,并在第一加工单元1、第二加工单元2、第四加工单元4上均安装车刀刀架8来安装车刀14,在第三加工单元3上设有安装刀架7,用于安装钻头、铣刀或丝攻,在第五加工单元5上设有铣刀片刀架9,用于安装铣刀片16,从而实现轴形工件车削生产后,对轴形工件的径向外侧进行二次加工钻侧孔、攻侧孔牙、铣槽和铣扁。
当进行车削时,主电机18驱动第三加工单元3上的滑板10带动钻头、铣刀或丝攻远离工件,主电机18驱动第五单元上的滑板10带动铣刀片16远离工件,主电机18驱动第一加工单元1、第二加工单元2和第四加工单元4上的滑板10贴近工件,主轴伺服电机19驱动主轴17带动主轴17上的工件转动从而实现车削;
当进行钻孔、攻牙或铣槽时,主电机18驱动第三加工单元3上的滑板10带动钻头、铣刀或丝攻贴近工件,主电机18驱动第一加工单元1、第二加工单元2、第四加工单元4和第五加工单元5上的滑板10远离工件工件,主轴伺服电机19刹车停止从而主轴17上的工件不转动,第三加工单元3上的钻头、铣刀或丝攻对工件的径向外侧面进行钻孔、攻孔牙或铣槽。当需对工件外侧面的另一角度进行钻孔、攻孔牙或铣槽时,主轴伺服电机19驱动主轴17带动工件转动一角度后,加工单元伺服电机13驱动钻头、铣刀或丝攻转动进行钻孔、攻孔牙或铣槽。
当进行铣扁时,主电机18驱动第五单元上的滑板10带动铣刀片16贴近工件,主电机18驱动第一加工单元1、第二加工单元2、第三加工单元3和第四加工单元4上的滑板10远离工件工件,主轴伺服电机19刹车停止从而主轴17上的工件不转动,第五加工单元5上的铣刀片16转动对工件的径向外侧面进行铣扁。当需对工件外侧面的另一角度进行铣扁时,主轴伺服电机19驱动主轴17带动工件转动一角度后,加工单元伺服电机13驱动铣刀片16转动对工件进行铣扁。
应当说明的是,在本实施例中,当需要对工件进行钻孔时,在第三加工单元3上安装钻头,当需要对工件进行攻牙时,在第三加工单元3上安装丝攻,当需要对工件进行铣槽时,在第三加工单元3上安装铣刀。
实施例四
如图6所示,在本实施例中,采用实施例一中的复合式自动车床,并在第一加工单元1、第二加工单元2、第四加工单元4上均安装车刀刀架8来安装车刀14,在第三加工单元3和第五单元上均设有安装刀架7,用于安装钻头、铣刀或丝攻,从而实现轴形工件车削生产后,对轴形工件的径向外侧进行二次加工钻侧孔、攻侧孔牙和铣槽。
当进行车削时,主电机18驱动第三加工单元3和第五加工单元5上的滑板10带动钻头、铣刀或丝攻远离工件,主电机18驱动第一加工单元1、第二加工单元2和第四加工单元4上的滑板10贴近工件,主轴伺服电机19驱动主轴17带动主轴17上的工件转动从而实现车削;
当进行钻孔、攻牙或铣槽时,主电机18驱动第三加工单元3和第五加工单元5上的滑板10带动钻头、铣刀或丝攻贴近工件,主电机18驱动第一加工单元1、第二加工单元2、第四加工单元4上的滑板10远离工件,主轴伺服电机19刹车停止从而主轴17上的工件不转动,第三加工单元3和/或第五加工单元5上的钻头、铣刀或丝攻对工件的径向外侧面进行钻孔、攻孔牙或铣槽。当需对工件外侧面的另一角度进行钻孔、攻孔牙或铣槽时,主轴伺服电机19驱动主轴17带动工件转动一角度后,加工单元伺服电机13驱动钻头、铣刀或丝攻转动进行钻孔、攻孔牙或铣槽。
应当说明的是,在本实施例中,当需要对工件进行钻孔时,在第三加工单元3和/或第五加工单元5上安装钻头,当需要对工件进行攻牙时,在第三加工单元3和/或第五加工单元5上安装丝攻,当需要对工件进行铣槽时,在第三加工单元3和/或第五加工单元5上安装铣刀。
在实际应用的过程中,复合式自动车床还包括控制装置,控制装置包括智能操作控制显示板和控制电箱,在控制电箱内设有两个PLC控制器,其中,PLC控制器分别与智能操作控制显示板、主轴伺服电机19和加工单元伺服电机13通讯连接。用户通过智能操作控制显示板向PLC控制器发出指令分别使PLC控制器控制主轴伺服电机19启动、停止、分度、主轴17转动速度等,加工单元伺服电机13启动、停止和转速等。
在本说明书的描述中,术语“一个实施例”、“一些实施例”、“实施例”、“示例”、“具体示例”或“一些示例”等的描述,是指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行改动、修改、替换和变型。
- 一种复合式自动车床
- 带有多车削单元数控复合式自动车床