一种用于自动变速器液压阀板快速工装设计方法
文献发布时间:2023-06-19 11:45:49
技术领域
本发明涉及自动变速器液压系统技术领域,尤其涉及一种用于自动变速器液压阀板快速工装设计方法。
背景技术
自动变速器液压阀板对应的工装设计是一项繁琐的机械设计工程,由人工对复杂的液压阀板表面进行量测,极易出现尺寸测量误差,而工装设计的尺寸匹配性要求极高,加工后工装模块一旦出现尺寸不匹配现象,则前期测量、设计、加工等一系列工作步骤需要重新检查,不仅耗时费力,而且直接导致实验效率的下降。并且,工装模块与液压阀板的贴合表面配合度要求十分严格,即使设计的工装模块基本能够实现安装,但液压阀板与贴合表面如果出现间隙,极易在试验过程中造成漏油现象,从而影响试验测试的可靠性。因此,快速、准确、可靠地对自动变速器液压阀板进行工装设计具有十分重要的意义。
对于工装设计的具体细节,应保证自动变速器液压阀板上表面与工装模块之间的配合程度,以及自动变速器液压阀板上表面与变速器壳体之间的油路连接和螺栓连接关系等配合程度保证一致。自动变速器壳体油路和螺栓接口布局复杂,且不易定位,使得工装模型和液压阀板之间的接口尺寸和贴合关系在实际加工过程中易出现误差。
发明内容
有鉴于此,本发明提供了一种用于自动变速器液压阀板快速工装设计方法,用以快速、准确、高效地实现自动变速器液压阀板的工装设计,从而保证液压阀板性能测试的可靠性和结果的有效性。
本发明提供的一种用于自动变速器液压阀板快速工装设计方法,包括如下步骤:
S1:通过三维扫描仪,获取自动变速器液压阀板的三维物理模型数据,以及与自动变速器液压阀板的油路接口一致对应的壳体的三维物理模型数据;
S2:对壳体的三维物理模型进行实体化填充,得到工装模型;
S3:将液压阀板的三维物理模型与工装模型相贴合,保证液压阀板的油路接口与工装模型贴合表面的油路接口相重合,且液压阀板的螺栓孔与工装模型贴合表面的螺栓孔相重合,对贴合后工装模型的各贴合表面进行干涉检测,标记干涉部分,生成工装模型各贴合表面的建议偏移尺寸,对工装模型中分别位于两个平面的相邻两个贴合表面之间的过渡位置进行圆角平滑处理;
S4:获取壳体油路接口的轮廓尺寸数据和空间相对位置数据,得到壳体油路接口的轮廓构型,根据壳体油路接口的轮廓构型,在工装模型贴合表面油路接口的外围,设计O型圈安装沟槽;
S5:根据壳体油路接口确定与工装模型连接的传感器,在工装模型中与贴合表面相对的表面设计传感器接口,将工装模型传感器接口与工装模型贴合表面油路接口连通形成油路,保证各油路互不干涉,得到规则化立方体工装模型;
S6:对规则化立方体工装模块进行3D实体打印,并与液压阀板贴合校验。
在一种可能的实现方式中,在本发明提供的上述用于自动变速器液压阀板快速工装设计方法中,步骤S2,具体包括:
量取液压阀板的最大长度和最大宽度,将液压阀板的最大长度和最大宽度分别扩至1.2~1.5倍后形成的矩形作为规则水平面,选取工装模型的最高水平面为第一参考平面,将规则水平面调整于第一参考平面后垂直拉伸形成工装模型,工装模型待贴合表面的油路接口与液压阀板的油路接口一致对应,工装模型待贴合表面的螺栓孔与液压阀板的螺栓孔一致对应;其中,工装模型的最高水平面与液压阀板的最低水平面对应。
在一种可能的实现方式中,在本发明提供的上述用于自动变速器液压阀板快速工装设计方法中,步骤S3中,将液压阀板的三维物理模型与工装模型相贴合,具体包括:
选取工装模型与液压阀板定位销配合的位置为第一基准,根据第一基准和第一参考平面构建第一空间三维坐标系;选取液压阀板定位销中心为第二基准,液压阀板最低水平面为第二参考平面,根据第二基准和第二参考平面构建第二空间三维坐标系;将第一空间三维坐标系和第二空间三维坐标系相贴合,实现液压阀板的三维物理模型与工装模型相贴合。
在一种可能的实现方式中,在本发明提供的上述用于自动变速器液压阀板快速工装设计方法中,在执行步骤S4,根据壳体油路接口的轮廓构型,在工装模型贴合表面油路接口的外围,设计O型圈安装沟槽的过程中,还包括:
若相邻两个工装模型贴合表面油路接口间的间隙尺寸小于对应的两个O型圈的轮廓尺寸之和,则自适应缩小该两个工装模型贴合表面油路接口的尺寸。
在一种可能的实现方式中,在本发明提供的上述用于自动变速器液压阀板快速工装设计方法中,在执行步骤S5,根据壳体油路接口确定与工装模型连接的传感器,在工装模型中与贴合表面相对的表面设计传感器接口的过程中,还包括:
若相邻两个工装模型传感器接口发生干涉,则将该两个工装模型传感器接口进行反向偏移,若偏移距离超过工装模型传感器接口的尺寸,则将该两个工装模型传感器接口中的任一个设计在工装模型的侧面。
在一种可能的实现方式中,在本发明提供的上述用于自动变速器液压阀板快速工装设计方法中,在执行步骤S5之后,在执行步骤S6之前,还包括:
自适应调整工装模型的视角方向,对工装模型进行可视化调整优化,对未设置油路接口、传感器接口和油路的区域删减多余物料。
本发明提供的上述用于自动变速器液压阀板快速工装设计方法,操作流程简单高效,能够有效满足工装设计的准确性和工装试验的可靠性要求。利用三维扫描仪获取液压阀板和壳体油路接口的三维物理模型数据,可以保证数据来源的可靠性,利用3D打印校验工装模型,可以保证油路接口和贴合平面的尺寸精度要求,保证工装模型能够高效加工完成。本发明将复杂繁琐的测量、设计、验证等人工操作步骤集成于同一测试系统中,且集成液压阀板对应工装设计的所有操作环节,不仅可以缩短液压阀板工装设计的时间,提升液压阀板工装设计的工作效率,还可以保证数据获取和工装模型尺寸的准确性、工装模型设计过程的便捷性以及液压阀板性能实验测试的可靠性。
附图说明
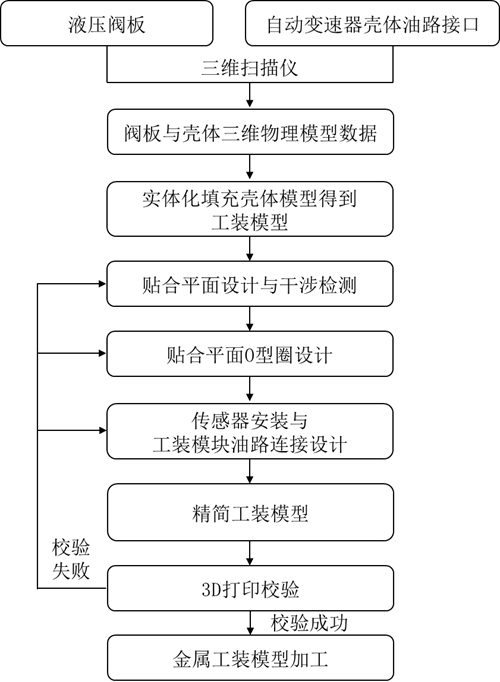
图1为本发明提供的一种用于自动变速器液压阀板快速工装设计方法的流程示意图。
具体实施方式
下面将结合本发明实施方式中的附图,对本发明实施方式中的技术方案进行清楚、完整的描述,显然,所描述的实施方式仅仅是作为例示,并非用于限制本发明。
如图1所示,为本发明提供的一种用于自动变速器液压阀板快速工装设计方法的流程示意图。具体实施环节包括:获取液压阀板和自动变速器壳体接口的三维物理模型数据,将其导入测试系统中,测试系统可以为Geomagic和Catia建模软件,并对所获取的自动变速器壳体接口模型进行实体化填充工装模型,形成规则立方体工装模型;随后,对工装模型进行贴合平面设计,保证液压阀板与工装模型的水平面和竖直面不存在机械干涉,进一步,为避免贴合面发生漏油现象,对工装模型贴合面进行O型圈轮廓设计,并给出符合国家标准的O型圈尺寸规格参数;接着,贴合平面设计完成后,可根据不同功能接口的测试要求,对不同油路接口对应的传感器进行虚拟安装,根据设计过程中的安装要求,自适应完成对油路的设计,连接油路端口可设计至工装模型的上表面或工装模型的侧表面;工装模型主要功能确保无误后,在保证加工效率的前提下,对工装模型多余物料进行精简,对优化调整后的模型可通过3D打印,并与液压阀板油路接口进行配合校验;校验成功后即可加工金属工装模型,进行液压阀板性能试验。
下面通过一个具体的实施例对本发明提供的上述用于自动变速器液压阀板快速工装设计方法的具体实施进行详细说明。
实施例1:
第一步:获取三维物理模型数据。
通过三维扫描仪,获取自动变速器液压阀板的三维物理模型数据,以及与自动变速器液压阀板的油路接口一致对应的壳体的三维物理模型数据。
第二步:实体化填充工装模型。
液压阀板作为完整实体,其通过三维扫描所获取的模型具有完整结构;而对自动变速器壳体接口进行扫描,由于液压阀板油路接口只对应相应壳体油路管道,自动变速器壳体接口结构大部分处于空心状态,因此仅能获取对应油路接口和贴合平面的具体尺寸和相对空间位置。因此,在保证油路接口和贴合平面的尺寸与位置的要求下,需要对壳体的三维物理模型进行实体化填充,得到工装模型。
具体地,实体化填充需量取液压阀板的最大长度和最大宽度,将液压阀板的最大长度和最大宽度分别扩至1.2~1.5倍后形成的矩形作为规则水平面,选取工装模型的最高水平面为第一参考平面,将规则水平面调整于第一参考平面后垂直拉伸形成工装模型,工装模型待贴合表面的油路接口与液压阀板的油路接口一致对应,且工装模型待贴合表面的螺栓孔与液压阀板的螺栓孔一致对应;其中,工装模型的最高水平面与液压阀板的最低水平面对应。
第三步:贴合平面设计与干涉检测。
由于液压阀板上表面覆盖空间设计复杂,实体化填充的工装模型下表面可能与液压阀板上表面发生水平面干涉和垂直面干涉。基于此,将液压阀板的三维物理模型与工装模型相贴合,保证液压阀板的油路接口与工装模型贴合表面的油路接口相重合,且液压阀板的螺栓孔与工装模型贴合表面的螺栓孔相重合,对贴合后工装模型的各贴合表面进行干涉检测,标记干涉部分,生成工装模型各贴合表面的建议偏移尺寸,对工装模型中分别位于两个平面的相邻两个贴合表面之间的过渡位置进行圆角平滑处理。
将液压阀板的三维物理模型与工装模型相贴合,保证液压阀板的油路接口与工装模型贴合表面的油路接口相重合,且液压阀板的螺栓孔与工装模型贴合表面的螺栓孔相重合,具体可以通过以下方式来实现:选取工装模型与液压阀板定位销配合的位置为第一基准,根据第一基准和第一参考平面构建第一空间三维坐标系;选取液压阀板定位销中心为第二基准,液压阀板最低水平面为第二参考平面,根据第二基准和第二参考平面构建第二空间三维坐标系;将第一空间三维坐标系和第二空间三维坐标系相贴合,实现液压阀板的三维物理模型与工装模型相贴合,保证液压阀板的油路接口与工装模型贴合表面的油路接口相重合,且液压阀板的螺栓孔与工装模型贴合表面的螺栓孔相重合。
测试系统对贴合后工装模型的各贴合表面可能存在的机械干涉进行自动检测,测试系统会对干涉部分进行标记,并生成工装模型各贴合表面的建议偏移尺寸,操作人员可根据实际需求进行工装实体模型调整,对工装模型中分别位于两个平面的相邻两个贴合表面之间的过渡位置,测试系统可采用自动圆角平滑处理。此外,测试系统能够对所设计的工装模型进行线框式转换,操作人员能够直观地观察到机械干涉部位。第三步保证了液压阀板与工装模型之间的贴合平面不存在机械干涉,完成了工装模型贴合平面的设计。
第四步:贴合平面O型圈设计。
为保证液压阀板与工装模型之间不漏油,还需对工装模型的油路接口进行O型圈轮廓设计。测试系统会根据实际油路接口尺寸生成符合国家标准的O型圈安装沟槽,并从数据库中读取相应O型圈的尺寸规格。
具体地,获取壳体油路接口的轮廓尺寸数据和空间相对位置数据,得到壳体油路接口的轮廓构型,根据壳体油路接口的轮廓构型,在工装模型贴合表面油路接口的外围,设计O型圈安装沟槽。在工装模型贴合表面油路接口的外围,设计O型圈安装沟槽的过程中,若相邻两个工装模型贴合表面油路接口间的间隙尺寸小于对应的两个O型圈的轮廓尺寸之和,则自适应缩小该两个工装模型贴合表面油路接口的尺寸。
第五步:传感器安装与工装模块油路连接设计。
完成工装模型下表面的设计后,需对工装模型的上表面和油路进行设计,需预先判断实际油路接口所对应的功能以及应连接传感器。测试系统具有传感器模型数据库,包括尺寸、型号、可测试功能等具体指标,操作人员可根据待测接口需求进行虚拟安装,如流量传感器、压力传感器等不同规格的传感器。
具体地,根据壳体油路接口确定与工装模型连接的传感器,在工装模型中与贴合表面相对的表面设计传感器接口,将工装模型传感器接口与工装模型贴合表面油路接口连通形成油路,保证各油路互不干涉,得到规则化立方体工装模型。
在工装模型中与贴合表面相对的表面设计传感器接口的过程中,安装传感器的接口不一定与油路接口的尺寸保持一致,若相邻两个工装模型传感器接口发生干涉,则将该两个工装模型传感器接口进行反向偏移,进一步地,若偏移距离超过工装模型传感器接口的尺寸,则将该两个工装模型传感器接口中的任一个设计在工装模型的侧面。传感器的安装确定后,需对工装模型的油路进行设计,测试系统可通过三维物理模型线框转换查看工装模型内部是否存在油路干涉,避免工装模型油路内部发生窜油现象,并保证贴合表面与传感器之间的油路关系一一对应。
第六步:精简工装模型。
较佳地,完成工装模型的贴合平面、传感器安装以及油路设计后,可对规则化立方体工装模型进行优化调整。在保证功能接口位置和功能确定的前提下,同时考虑加工操作的可行性,测试系统可自适应调整工装模型的视角方向,对工装模型进行可视化调整优化,测试系统可选中多余模型,通过空间定义的方式或者人为操作的方式进行模型勾选并对未设置油路接口、传感器接口和油路的区域删减多余物料。同时,为保证工装模型能够利用角钢连接固定于工装试验台,还需满足在工装两侧开设螺纹孔的安装要求。
第七步:3D打印校验。
对优化调整后的工装模型进行3D实体打印,并与液压阀板贴合校验,可使用工程塑料材质进行打印打工,在保证工装模型无误的情况下再进行金属工装模型加工。同时,测试系统可在工装模型的上表面编辑功能接口型号字样,便于不同油路接口的区分和判别。
在测试系统操作实施过程中,可对三维物理模型数据全程可视化处理,包括实体化模型填充、坐标系自动重合、贴合平面自动对齐、机械干涉检测、传感器安装校验、工装模块油路设计、生成工装设计实体模型进行3D打印等涉及工装模型的一系列过程均可在测试系统中完成。
本发明提供的上述用于自动变速器液压阀板快速工装设计方法,操作流程简单高效,能够有效满足工装设计的准确性和工装试验的可靠性要求。利用三维扫描仪获取液压阀板和壳体油路接口的三维物理模型数据,可以保证数据来源的可靠性,利用3D打印校验工装模型,可以保证油路接口和贴合平面的尺寸精度要求,保证工装模型能够高效加工完成。本发明将复杂繁琐的测量、设计、验证等人工操作步骤集成于同一测试系统中,且集成液压阀板对应工装设计的所有操作环节,不仅可以缩短液压阀板工装设计的时间,提升液压阀板工装设计的工作效率,还可以保证数据获取和工装模型尺寸的准确性、工装模型设计过程的便捷性以及液压阀板性能实验测试的可靠性。
显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。