一种PVC冗边地毯自动生产线
文献发布时间:2023-06-19 12:16:29
技术领域
本发明属于PVC冗边地毯生产技术领域,具体涉及一种PVC冗边地毯自动生产线。
背景技术
传统的PVC冗边地毯生产工序为:PVC胶层敷设、将事先裁切成块的地毯毛料放置到PVC胶层上、塑化冷却、留冗余量裁切。
现有PVC块状地毯的生产,尤其是对于留冗余量的产品,尚未有成熟的自动化生产线,如何实现PVC冗边地毯的自动生产,一直困扰行业内技术人员。
发明内容
本发明的目的在于提供一种加工效率高、节省人工劳动量的PVC冗边地毯自动生产线。
本发明解决其技术问题所采用的技术方案是:一种PVC冗边地毯自动生产线,包括配合使用的PVC胶面调整设备、地毯毛料上料设备、塑化设备、风冷平衡设备、切割设备和下料设备,PVC胶面调整设备、地毯毛料上料设备、塑化设备、风冷平衡设备、切割设备和下料设备均设置于生产线的传送带上,PVC胶面调整设备用于将PVC胶层按照指定宽度和厚度敷设在生产线的传送带上,地毯毛料上料设备位于PVC胶面调整设备的后方,地毯毛料上料设备用于将地毯毛料敷设在PVC胶层上,地毯毛料上料设备的后方设有塑化设备,塑化设备用于将敷设好的PVC胶层和地毯毛料塑化成型,塑化设备的出口处设有风冷平衡设备,风冷平衡设备的后方依次设有切割设备和下料设备,PVC胶面调整设备、地毯毛料上料设备、塑化设备、风冷平衡设备、切割设备和下料设备均与控制模块连接。
进一步地,所述PVC胶面调整设备包括厚度调整组件和宽度调整组件,用于调整PVC胶层的厚度和宽度。
进一步地,所述厚度调整组件包括托辊、刮刀、刀柄、调整手轮、调整丝杆、导向结构、安装板、托轴、固定块,调整丝杆的上端连接调整手轮,调整丝杆的下端与安装板连接固定,安装板套设于导向结构上并能沿导向结构上下滑动,安装板的下方与固定块连接,固定块上设有条形孔,托轴安装于条形孔内,托轴通过刀柄与刮刀连接,刮刀的下方设有托辊,通过旋转调整手轮带动安装板进而带动刮刀上下移动,实现刮刀与托辊之间的距离调整。
进一步地,所述宽度调整组件包括左侧挡料板、驱动装置、右侧挡料板、同步带惰轮、导向轴、同步带,导向轴横跨于传送带上方,同步带穿过驱动装置并绕过两端的同步带惰轮,左侧挡料板与右侧挡料板分别固定在同步带中心对称位置的两侧并滑动安装于导向轴上。
进一步地,所述地毯毛料上料设备包括用于盛放地毯毛料的料仓一和料仓二,料仓一和料仓二之间设有上料组件,料仓一、料仓二、上料组件上方设有桁架,桁架上设有能沿桁架移动的桁架机械手一和桁架机械手二,桁架机械手一与料仓一配合使用,桁架机械手二与料仓二配合使用,桁架机械手一和桁架机械手二的底部均连接有用于从料仓一、料仓二中取料的夹爪一,上料组件的末端连接至PVC胶层上。
进一步地,所述切割设备包括切割平台,切割平台的一端跨设有桁架,桁架上设有能够沿桁架往复移动的扫描装置,切割平台上铺设有产品带,切割平台上依次设置有切割装置一、切割装置二、切割装置三、切割装置四,切割装置一、切割装置二、切割装置三、切割装置四分别对应一列地毯毛料。
进一步地,所述下料设备包括支撑组件、X轴组件、Y轴组件、Z轴组件、夹爪二,支撑组件分置于传送带的两侧,X轴组件固定于支撑组件的顶部,Y轴组件滑动连接于X轴组件上,Z轴组件安装于Y轴组件的端部并能上下运动,Z轴组件的底部安装有用于取料的夹爪二。
本发明具有以下有益效果:本发明的自动生产线通过PVC胶面调整设备、地毯毛料上料设备、塑化设备、风冷平衡设备、切割设备、下料设备的配合使用,实现全自动生产,PVC胶面调整设备敷设出规定尺寸的PVC胶面,地毯毛料上料设备将地毯毛料放置到PVC胶层上,塑化设备将其塑化成型,经风冷平衡设备冷却进入切割设备,切割设备根据产品要求,将产品裁切成块,随切割平台进入下料区域,经下料设备将产品取下码垛。解决了人工上下料、切割的弊端,可实现全自动生产方式,提高了加工效率,节省了人工。
附图说明
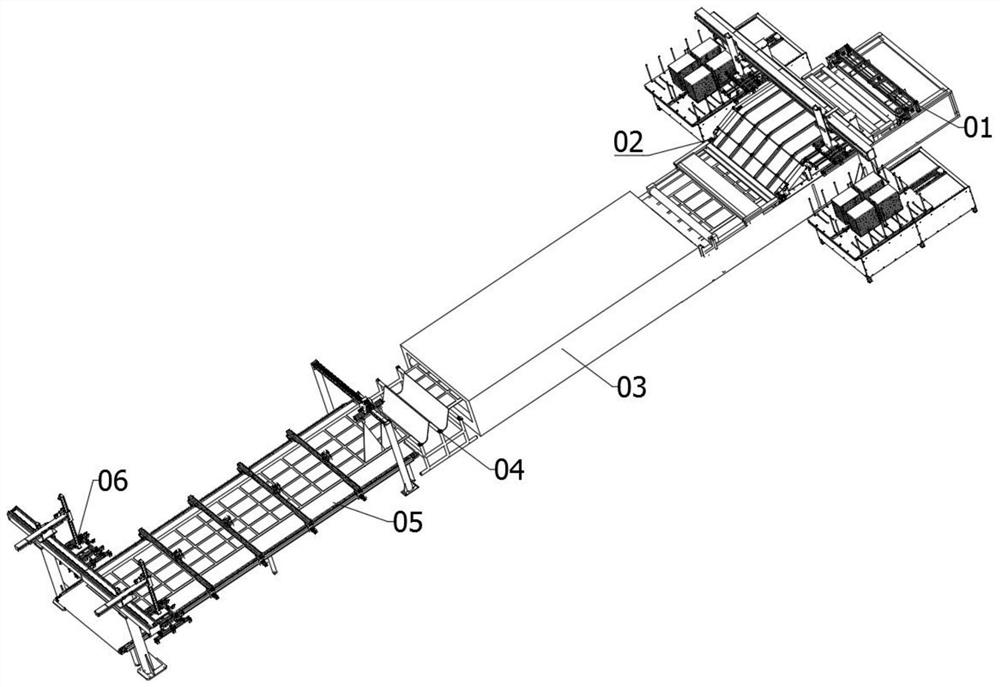
图1为本发明生产线的整体结构立体图。
图2为本发明生产线的产品带主视图。
图3为本发明生产线的PVC胶面调整设备立体图。
图4为本发明生产线的厚度调整组件立体图。
图5为本发明生产线的厚度调整组件局部放大立体图。
图6为本发明生产线的宽度调整组件立体图。
图7为本发明生产线的地毯毛料上料设备立体图。
图8为本发明生产线的切割设备立体图。
图9为本发明生产线的下料设备立体图。
图中,01-PVC胶面调整设备;02-地毯毛料上料设备;03-塑化设备;04-风冷平衡设备;05-切割设备;06-下料设备;07-PVC胶层;08-地毯毛料;11-厚度调整组件;12-宽度调整组件;111-托辊;112-刮刀;113-刀柄;114-调整手轮;115-调整丝杆;116-导向结构;117-安装板;118-托轴;119-固定块;12-宽度调整组件;121-左侧挡料板;122-驱动装置;123-右侧挡料板;124-同步带惰轮;125-导向轴;126-同步带;21-料仓一;22-夹爪一;23-桁架机械手一;24-桁架机械手二;25-料仓二;26-上料组件;51-扫描装置;52-产品带;53-切割平台;54-切割装置一;55-切割装置二;56-切割装置三;57-切割装置四;61-支撑组件;62-X轴组件;63-Y轴组件;64-Z轴组件;65-夹爪二。
具体实施方式
以下是本发明的具体实施例,对本发明的技术方案做进一步描述,但是本发明的保护范围并不限于这些实施例。凡是不背离本发明构思的改变或等同替代均包括在本发明的保护范围之内。
一种PVC冗边地毯自动生产线,如图1所示,包括配合使用的PVC胶面调整设备01、地毯毛料上料设备02、塑化设备03、风冷平衡设备04、切割设备05和下料设备06,PVC胶面调整设备01、地毯毛料上料设备02、塑化设备03、风冷平衡设备04、切割设备05和下料设备06均设置于生产线的传送带上,PVC胶面调整设备01用于将PVC胶层07按照指定宽度和厚度敷设在生产线的传送带上,地毯毛料上料设备02位于PVC胶面调整设备01的后方,地毯毛料上料设备02用于将地毯毛料08敷设在PVC胶层07上,地毯毛料上料设备02的后方设有塑化设备03,塑化设备03用于将敷设好的PVC胶层07和地毯毛料08塑化成型,塑化设备03的出口处设有风冷平衡设备04,风冷平衡设备04的后方依次设有切割设备05和下料设备06,PVC胶面调整设备01、地毯毛料上料设备02、塑化设备03、风冷平衡设备04、切割设备05和下料设备06均与控制模块连接。
进一步地,PVC胶面调整设备01包括厚度调整组件11和宽度调整组件12,如图3所示,用于调整PVC胶层07的厚度和宽度。
厚度调整组件11包括托辊111、刮刀112、刀柄113、调整手轮114、调整丝杆115、导向结构116、安装板117、托轴118、固定块119,如图4、5所示,调整手轮114、调整丝杆115、导向结构116、安装板117、托轴118、固定块119均设有两套,分别设置于传送带的两侧,调整丝杆115的上端连接调整手轮114,调整丝杆115的下端与安装板117连接固定,安装板117套设于导向结构116上并能沿导向结构116上下滑动,安装板117的下方与固定块119连接,固定块119上设有条形孔,托轴118安装于条形孔内,托轴118通过刀柄113与刮刀112连接,刮刀112的下方设有托辊111,通过旋转调整手轮114带动安装板117进而带动刮刀112上下移动,实现刮刀112与托辊111之间的距离调整,PVC胶层07从刮刀112与托辊111之间穿过,进而实现PVC胶层07厚度的调整。
在其中一个实施方式中,托轴118安装在固定块119的条形孔内,单独一侧调整时,此侧带动刮刀112升高或降低,另一侧托轴118会在固定块119的条形孔内滑动,消除了刮刀112在单独一侧调整时,刮刀112倾斜所产生的结构应力。
宽度调整组件12包括左侧挡料板121、驱动装置122、右侧挡料板123、同步带惰轮124、导向轴125、同步带126,如图6所示,导向轴125横跨于传送带上方,同步带126穿过驱动装置122并绕过两端的同步带惰轮124,左侧挡料板121与右侧挡料板123分别固定在同步带126中心对称位置的两侧并滑动安装于导向轴125上,以此达到左侧挡料板121与右侧挡料板123呈中心线对称运动,实现PVC胶层07宽度的自动调整。
如图7所示,地毯毛料上料设备02包括用于盛放地毯毛料08的料仓一21和料仓二25,料仓一21和料仓二25之间设有上料组件26,料仓一21、料仓二25、上料组件26上方设有桁架,桁架上设有能沿桁架移动的桁架机械手一23和桁架机械手二24,桁架机械手一23与料仓一21配合使用,桁架机械手二24与料仓二25配合使用,桁架机械手一23和桁架机械手二24的底部均连接有用于从料仓一21、料仓二25中取料的夹爪一22,上料组件26的末端连接至PVC胶层07上。桁架机械手一23和桁架机械手二24带动夹爪一22从对应的料仓一21和料仓二25将地毯毛料08取来,放在上料组件26上,上料组件26再将地毯毛料08敷设在PVC胶层07上。
切割设备05包括切割平台53,如图8所示,切割平台53的一端跨设有桁架,桁架上设有能够沿桁架往复移动的扫描装置51,切割平台53上铺设有产品带52,产品带52的结构示意图如图2所示。切割平台53上依次设置有切割装置一54、切割装置二55、切割装置三56、切割装置四57,切割装置一54、切割装置二55、切割装置三56、切割装置四57分别对应一列地毯毛料08。扫描装置51将地毯的尺寸、位置经过数据处理、计算,同时加上冗余量,传输给控制系统,而后四套切割装置再对各自区域内的产品进行冗边切割。
下料设备06包括支撑组件61、X轴组件62、Y轴组件63、Z轴组件64、夹爪二65,如图9所示,支撑组件61分置于传送带的两侧,X轴组件62固定于支撑组件61的顶部,Y轴组件63滑动连接于X轴组件62上,Z轴组件64安装于Y轴组件63的端部并能上下运动,Z轴组件64的底部安装有用于取料的夹爪二65。下料设备06也可根据扫描装置51提供的位置信息整合切割平台53的运动距离,精确定位。
PVC胶面调整装置01敷设出规定尺寸的PVC胶层07,地毯毛料上料设备02将地毯毛料08放置到PVC胶层07上,塑化设备03将其塑化成型,经风冷平衡设备04冷却进入切割设备05,切割设备05根据产品要求,将产品裁切成块,随切割平台53进入下料区域,经下料设备06将产品取下码垛。
本发明不局限于上述实施方式,任何人应得知在本发明的启示下作出的结构变化,凡是与本发明具有相同或相近的技术方案,均落入本发明的保护范围之内。
本发明未详细描述的技术、形状、构造部分均为公知技术。
- 一种PVC冗边地毯自动生产线
- 一种PVC冗边地毯取料装置