一种磁铁加工表面倒角打磨装置
文献发布时间:2023-06-19 18:25:54
技术领域
本发明涉及一种打磨装置,尤其涉及一种磁铁加工表面倒角打磨装置。
背景技术
磁铁在生产完成后,边角处较为粗糙,需要对其进行打磨处理。打磨时将需要打磨的磁铁通过辅助工具固定后用打磨机器械进行打磨。
专利申请CN214817523U,公开了一种磁铁加工用表面打磨装置,包括固定机构和调节机构,所述固定机构包括操作台、待打磨磁铁块、二号固定壳和转杆,所述操作台与固定块固定连接,且操作台与一号固定壳固定连接,所述一号固定壳与放置槽固定连接,所述待打磨磁铁块与放置槽滑动连接,所述二号固定壳与放置槽固定连接,所述转杆与放置槽螺纹连接。当待打磨磁铁块打磨完成后,转动转杆,通过转杆将推板向前推动,通过推板将待打磨磁铁块从放置槽内部推出,便于将待打磨磁铁块取出。虽然上述专利能够实现对磁铁进行打磨,但是每次打磨时只能对磁铁的一侧进行打磨,工作效率低下。
基于上述专利中存在的缺陷,我们提出一种能够同时对磁铁前后两侧边角处进行打磨,工作效率高的磁铁加工表面倒角打磨装置。
发明内容
为了克服上述专利每次打磨时只能对磁铁的一侧进行打磨,工作效率低下的缺点,本发明提供一种能够同时对磁铁前后两侧边角处进行打磨,工作效率高的磁铁加工表面倒角打磨装置。
本发明的技术方案如下:
一种磁铁加工表面倒角打磨装置,包括有支撑箱体、固定底板、打磨滚轮、驱动机构和运料机构,支撑箱体底部通过螺栓连接的方式连接有固定底板,支撑箱体中部前后对称转动式连接有用于对磁铁打磨的打磨滚轮,支撑箱体与固定底板和打磨滚轮之间连接有用于提供动力的驱动机构,驱动机构与支撑箱体之间连接有用于移动磁铁的运料机构。
可选地,驱动机构包括有伺服电机、第一传动组件、传动立轴、驱动齿盘和从动锥齿轮,支撑箱体前部中下侧通过螺栓连接的方式连接有伺服电机,固定底板中间转动式连接有传动立轴,传动立轴与支撑箱体转动连接,传动立轴下部与伺服电机的输出轴之间连接有第一传动组件,第一传动组件由两个皮带轮和皮带组成,一个皮带轮安装于传动立轴下部,另一个皮带轮安装于伺服电机的输出轴,皮带绕于两个皮带轮之间,传动立轴上部固接有驱动齿盘,前后两侧打磨滚轮下部都固接有从动锥齿轮,前后两侧从动锥齿轮都与驱动齿盘啮合。
可选地,运料机构包括有减速皮带组件、固定立轴和运料滚轮,支撑箱体后部间隔转动式连接有四根固定立轴,四根固定立轴上部都固接有运料滚轮,四根固定立轴下部之间连接有减速皮带组件,减速皮带组件由四个皮带轮和皮带组成,四个皮带轮分别安装于四根固定立轴下部,皮带绕于四个皮带轮之间。
可选地,还包括有用于避免磁铁上移的压料机构,压料机构包括有第一换向锥齿轮、定位皮带组件、定位导杆、定位滚轮、横移底座、定位滑套、限位胶座和限位弹簧,支撑箱体后部上侧左右对称转动式连接有第一换向锥齿轮,最左方和最右方的固定立轴上部也都固接有第一换向锥齿轮,左方两个第一换向锥齿轮相互啮合,右方两个第一换向锥齿轮相互啮合,上方左右两侧第一换向锥齿轮前部之间连接有定位皮带组件,定位皮带组件由两个皮带轮和皮带组成,两个皮带轮分别安装于上方左右两侧第一换向锥齿轮前部,皮带绕于两个皮带轮之间,支撑箱体上部中间固接有定位导杆,定位皮带组件右部上侧固接有定位滚轮,定位滚轮前部转动式连接有横移底座,横移底座前后两侧都滑动式连接有定位滑套,前后两侧定位滑套都与定位导杆滑动连接,横移底座下部滑动式连接有用于对磁铁限位的限位胶座,限位胶座中间与横移底座内部之间连接有限位弹簧。
可选地,还包括有用于对磁铁缓震的缓震机构,缓震机构包括有升降开槽板、驱动齿条、换向齿轮、横移底块、缓冲底板、定位齿条和限位滚轮,支撑箱体前部上侧滑动式连接有升降开槽板,升降开槽板左右两侧都固接有驱动齿条,支撑箱体前部中间左右对称转动式连接有换向齿轮,左右两侧驱动齿条向下移动分别能与左右两侧换向齿轮啮合,支撑箱体前部上侧左右对称滑动式连接有横移底块,左右两侧横移底块内都滑动式连接有用于对磁铁缓震的缓冲底板,左右两侧横移底块底部都固接有定位齿条,左右两侧定位齿条分别与左右两侧换向齿轮啮合,横移底座前部中间转动式连接有限位滚轮,升降开槽板套于限位滚轮上,升降开槽板与限位滚轮滑动连接。
可选地,还包括有用于收集碎屑的吸尘机构,吸尘机构包括有集尘罩、导气管、集尘布袋、抽气管、吸附涡轮、第二传动组件和第二换向锥齿轮,支撑箱体左部下侧前后对称嵌入式连接有集尘罩,前后两侧集尘罩下部之间连接有导气管,支撑箱前部左下侧放置有用于收集碎屑的集尘布袋,集尘布袋与导气管连通,固定底板左部中间固接有抽气管,抽气管与集尘布袋连通,抽气管上部中间转动式连接有吸附涡轮,传动立轴下部固接有第二换向锥齿轮,固定底板后部中间也转动式连接有第二换向锥齿轮,两个第二换向锥齿轮相互啮合,上方第二换向锥齿轮后部与吸附涡轮后部之间连接有第二传动组件,第二传动组件由两个皮带轮和皮带组成,一个皮带轮安装于上方第二换向锥齿轮后部,另一个皮带轮安装于吸附涡轮后部,皮带绕于两个皮带轮之间。
可选地,还包括有用于涂抹打磨油的供液机构,供液机构包括有定位罩、导液海绵块和进液管,支撑箱体右部下侧前后对称嵌入式连接有定位罩,前后两侧定位罩内都固接有用于涂抹打磨油的导液海绵块,前后两侧定位罩底部之间连接有进液管。
可选地,还包括有把手,集尘布袋前侧面中部固接有把手。
本发明的有益效果是:
1、本发明将磁铁从支撑箱体右侧放入,磁铁与最右方运料滚轮接触,启动伺服电机,运料滚轮正转带动磁铁向左移动,磁铁向左移动与打磨滚轮接触,同时,前后两侧打磨滚轮转动对磁铁倒角进行打磨,如此,能够同时对磁铁前后两侧边角处进行打磨,工作效率高。
2、本发明压料机构的作用下,横移底座向左移动时会下移一定距离,从而使得限位胶座更加对磁铁紧压限位,如此,可磁铁打磨时被打磨滚轮顶起。
3、本发明缓震机构的作用下,左右两侧缓冲底板向后移动与磁铁接触,从而起到缓震效果,也使得磁铁始终与运料滚轮接触,如此,可避免磁铁与运料滚轮接触不到位。
附图说明
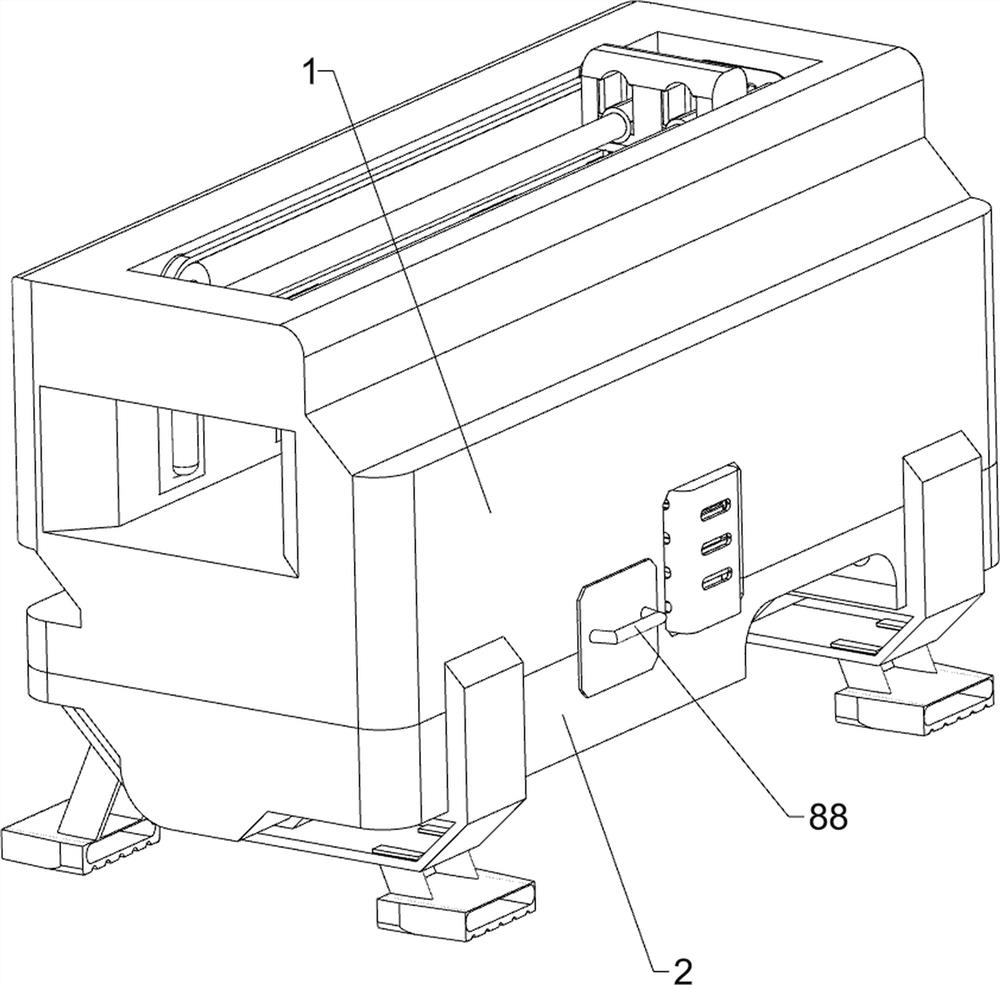
图1为本发明的第一视角立体结构示意图。
图2为本发明的第二视角立体结构示意图。
图3为本发明的第一种部分剖视结构示意图。
图4为本发明的驱动机构的部分剖视结构示意图。
图5为本发明的运料机构的部分剖视结构示意图。
图6为本发明的第二种部分剖视结构示意图。
图7为本发明的压料机构的第一种部分剖视结构示意图。
图8为本发明的压料机构的第二种部分剖视结构示意图。
图9为本发明的压料机构的第三种部分剖视结构示意图。
图10为本发明的缓震机构的第一种部分剖视结构示意图。
图11为本发明的缓震机构的第二种部分剖视结构示意图。
图12为本发明的缓震机构的第三种部分剖视结构示意图。
图13为本发明的缓震机构的第四种部分剖视结构示意图。
图14为本发明的第三种部分剖视结构示意图。
图15为本发明的吸尘机构的第一种部分剖视结构示意图。
图16为本发明的吸尘机构的第二种部分剖视结构示意图。
图17为本发明的供液机构的部分剖视结构示意图。
附图标记说明:1:支撑箱体,2:固定底板,3:打磨滚轮,4:驱动机构,41:伺服电机,42:第一传动组件,43:传动立轴,44:驱动齿盘,45:从动锥齿轮,5:运料机构,51:减速皮带组件,52:固定立轴,53:运料滚轮,6:压料机构,61:第一换向锥齿轮,62:定位皮带组件,63:定位导杆,64:定位滚轮,65:横移底座,66:定位滑套,67:限位胶座,68:限位弹簧,7:缓震机构,71:升降开槽板,72:驱动齿条,73:换向齿轮,74:横移底块,75:缓冲底板,76:定位齿条,77:限位滚轮,8:吸尘机构,81:集尘罩,82:导气管,83:集尘布袋,84:抽气管,85:吸附涡轮,86:第二传动组件,87:第二换向锥齿轮,9:供液机构,91:定位罩,92:导液海绵块,93:进液管。
具体实施方式
以下参照附图对本发明的实施方式进行说明。
实施例1
一种磁铁加工表面倒角打磨装置,如图1-图6所示,包括有支撑箱体1、固定底板2、打磨滚轮3、驱动机构4和运料机构5,支撑箱体1底部通过螺栓连接的方式连接有固定底板2,支撑箱体1中部前后对称转动式连接有打磨滚轮3,打磨滚轮3可实现对磁铁进行打磨,支撑箱体1与固定底板2和打磨滚轮3之间连接有驱动机构4,驱动机构4与支撑箱体1之间连接有运料机构5,运料机构5可实现带动磁铁移动,驱动机构4可实现为运料机构5和打磨滚轮3提供动力。
如图3和图4所示,驱动机构4包括有伺服电机41、第一传动组件42、传动立轴43、驱动齿盘44和从动锥齿轮45,支撑箱体1前部中下侧通过螺栓连接的方式连接有伺服电机41,固定底板2中间转动式连接有传动立轴43,传动立轴43与支撑箱体1转动连接,传动立轴43下部与伺服电机41的输出轴之间连接有第一传动组件42,第一传动组件42由两个皮带轮和皮带组成,一个皮带轮安装于传动立轴43下部,另一个皮带轮安装于伺服电机41的输出轴,皮带绕于两个皮带轮之间,传动立轴43上部固接有驱动齿盘44,前后两侧打磨滚轮3下部都固接有从动锥齿轮45,前后两侧从动锥齿轮45都与驱动齿盘44啮合。
如图3、图5和图6所示,运料机构5包括有减速皮带组件51、固定立轴52和运料滚轮53,支撑箱体1后部间隔转动式连接有四根固定立轴52,四根固定立轴52上部都固接有运料滚轮53,四根固定立轴52下部之间连接有减速皮带组件51,减速皮带组件51由四个皮带轮和皮带组成,四个皮带轮分别安装于四根固定立轴52下部,皮带绕于四个皮带轮之间。
首先操作人员将磁铁从支撑箱体1右侧放入,磁铁与最右方运料滚轮53接触,启动伺服电机41,伺服电机41带动第一传动组件42正转,第一传动组件42正转带动传动立轴43正转,传动立轴43正转带动驱动齿盘44正转,驱动齿盘44正转带动减速皮带组件51正转,减速皮带组件51正转带动固定立轴52正转,固定立轴52正转带动运料滚轮53正转,运料滚轮53正转带动磁铁向左移动,磁铁向左移动与打磨滚轮3接触,同时,驱动齿盘44正转前后两侧从动锥齿轮45转动,前后两侧从动锥齿轮45转动分别带动前后两侧打磨滚轮3转动,前后两侧打磨滚轮3转动对磁铁倒角进行打磨,随后磁铁打磨完成后从支撑箱体1左侧移出,拿起磁铁进行后续处理,如此反复,可不断对磁铁进行打磨,全部磁铁打磨完成后,关闭伺服电机41,伺服电机41停止通过第一传动组件42带动传动立轴43正转,运料滚轮53也就停止正转,且前后两侧打磨滚轮3也就停止转动。
实施例2
在实施例1的基础之上,如图7-图9所示,还包括有压料机构6,压料机构6包括有第一换向锥齿轮61、定位皮带组件62、定位导杆63、定位滚轮64、横移底座65、定位滑套66、限位胶座67和限位弹簧68,支撑箱体1后部上侧左右对称转动式连接有第一换向锥齿轮61,最左方和最右方的固定立轴52上部也都固接有第一换向锥齿轮61,左方两个第一换向锥齿轮61相互啮合,右方两个第一换向锥齿轮61相互啮合,上方左右两侧第一换向锥齿轮61前部之间连接有定位皮带组件62,定位皮带组件62由两个皮带轮和皮带组成,两个皮带轮分别安装于上方左右两侧第一换向锥齿轮61前部,皮带绕于两个皮带轮之间,支撑箱体1上部中间固接有定位导杆63,定位皮带组件62右部上侧固接有定位滚轮64,定位滚轮64前部转动式连接有横移底座65,横移底座65前后两侧都滑动式连接有定位滑套66,前后两侧定位滑套66都与定位导杆63滑动连接,横移底座65下部滑动式连接有限位胶座67,限位胶座67可实现对磁铁进行限位,限位胶座67中间与横移底座65内部之间连接有限位弹簧68。
如图7、图10、图11、图12和图13所示,还包括有缓震机构7,缓震机构7包括有升降开槽板71、驱动齿条72、换向齿轮73、横移底块74、缓冲底板75、定位齿条76和限位滚轮77,支撑箱体1前部上侧滑动式连接有升降开槽板71,升降开槽板71左右两侧都固接有驱动齿条72,支撑箱体1前部中间左右对称转动式连接有换向齿轮73,左右两侧驱动齿条72向下移动分别能与左右两侧换向齿轮73啮合,支撑箱体1前部上侧左右对称滑动式连接有横移底块74,左右两侧横移底块74内都滑动式连接有缓冲底板75,缓冲底板75可实现对磁铁缓震,左右两侧横移底块74底部都固接有定位齿条76,左右两侧定位齿条76分别与左右两侧换向齿轮73啮合,横移底座65前部中间转动式连接有限位滚轮77,升降开槽板71套于限位滚轮77上,升降开槽板71与限位滚轮77滑动连接。
如图14-图16所示,还包括有吸尘机构8,吸尘机构8包括有集尘罩81、导气管82、集尘布袋83、抽气管84、吸附涡轮85、第二传动组件86和第二换向锥齿轮87,支撑箱体1左部下侧前后对称嵌入式连接有集尘罩81,前后两侧集尘罩81下部之间连接有导气管82,支撑箱体1前部左下侧放置有集尘布袋83,集尘布袋83可实现收集打磨时产生的碎屑,集尘布袋83与导气管82连通,固定底板2左部中间固接有抽气管84,抽气管84与集尘布袋83连通,抽气管84上部中间转动式连接有吸附涡轮85,传动立轴43下部固接有第二换向锥齿轮87,固定底板2后部中间也转动式连接有第二换向锥齿轮87,两个第二换向锥齿轮87相互啮合,上方第二换向锥齿轮87后部与吸附涡轮85后部之间连接有第二传动组件86,第二传动组件86由两个皮带轮和皮带组成,一个皮带轮安装于上方第二换向锥齿轮87后部,另一个皮带轮安装于吸附涡轮85后部,皮带绕于两个皮带轮之间。
如图1所示,还包括有把手88,集尘布袋83前侧面中部固接有把手88。
首先操作人员将磁铁从支撑箱体1右侧放入,磁铁与限位胶座67接触,限位弹簧68起到缓冲作用,当伺服电机41工作时,最左方和最右方的固定立轴52正转分别通过左右两侧两个第一换向锥齿轮61带动定位皮带组件62正转,定位皮带组件62正转带动定位滚轮64正转,定位滚轮64正转带动横移底座65向左移动,横移底座65向左移动带动限位胶座67向左移动,限位胶座67向左移动带动磁铁向左移动,定位滑套66起到导向作用,且横移底座65向左移动时会下移一定距离,从而使得限位胶座67更加对磁铁紧压限位,磁铁打磨完成后,定位皮带组件62继续正转带动横移底座65向右移动,且横移底座65向右移动时会上移复位,限位胶座67也就向右移动复位,如此,可磁铁打磨时被打磨滚轮3顶起。
当横移底座65向下移动一定距离时,横移底座65下移带动限位滚轮77向下移动,限位滚轮77向下移动带动升降开槽板71向下移动,升降开槽板71向下移动带动左右两侧驱动齿条72向下移动,左右两侧驱动齿条72向下移动分别带动左右两侧换向齿轮73正转,左右两侧换向齿轮73正转分别带动左右两侧定位齿条76向后移动,左右两侧定位齿条76向后移动分别带动横移底块74向后移动,左右两侧横移底块74向后移动带动左右两侧缓冲底板75向后移动,左右两侧缓冲底板75向后移动与磁铁接触,从而起到缓震效果,也使得磁铁始终与运料滚轮53接触,磁铁打磨完成后,横移底座65向上移动通过限位滚轮77带动升降开槽板71向上移动复位,左右两侧缓冲底板75也就向前移动复位,如此,可避免磁铁与运料滚轮53接触不到位。
当伺服电机41工作时,传动立轴43通过两个第二换向锥齿轮87带动第二传动组件86反转,第二传动组件86反转带动吸附涡轮85反转,吸附涡轮85反转对集尘布袋83开始吸气,进而集尘布袋83通过导气管82使得前后两侧集尘罩81开始吸气,随后磁铁打磨时产生的碎屑被吸入集尘布袋83内,全部磁铁打磨完成后,关闭伺服电机41,传动立轴43停止通过两个第二换向锥齿轮87带动第二传动组件86反转,吸附涡轮85也就停止反转,再通过把手取出集尘布袋83对碎屑进行后续处理,随后将集尘布袋83放回支撑箱体1即可,如此,可方便对打磨时产生的碎屑进行收集。
实施例3
在实施例1和实施例2的基础之上,如图14和图17所示,还包括有供液机构9,供液机构9包括有定位罩91、导液海绵块92和进液管93,支撑箱体1右部下侧前后对称嵌入式连接有定位罩91,前后两侧定位罩91内都固接有导液海绵块92,导液海绵块92可实现对磁铁前后两侧边角处涂抹打磨油,前后两侧定位罩91底部之间连接有进液管93。
首先操作人员通过进液管93将适量打磨油注入前后两侧导液海绵块92内,随后磁铁向左移动时,磁铁向左移动与前后两侧导液海绵块92接触,前后两侧导液海绵块92接触对磁铁前后两侧倒角处涂抹打磨油,如此,可方便人们对磁铁涂抹打磨油。
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应所述以权利要求的保护范围为准。
- 一种管件外壁倒角打磨装置
- 一种重载型精密导轨端面专用倒角装置及其加工方法
- 一种轴承加工用轴承外表面打磨设备
- 一种五金器材加工用表面打磨设备
- 一种五金件表面打磨喷涂加工设备
- 一种紧固件螺纹倒角加工用表面打磨装置
- 一种磁铁加工用表面打磨装置