船用柴油机辅助鼓风机安装用预定位校验工装及方法
文献发布时间:2023-06-19 18:29:06
技术领域
本发明涉及船用柴油机的制造工艺,特别涉及一种船用柴油机辅助鼓风机安装用预定位校验工装及方法,属于船用柴油机制造技术领域。
背景技术
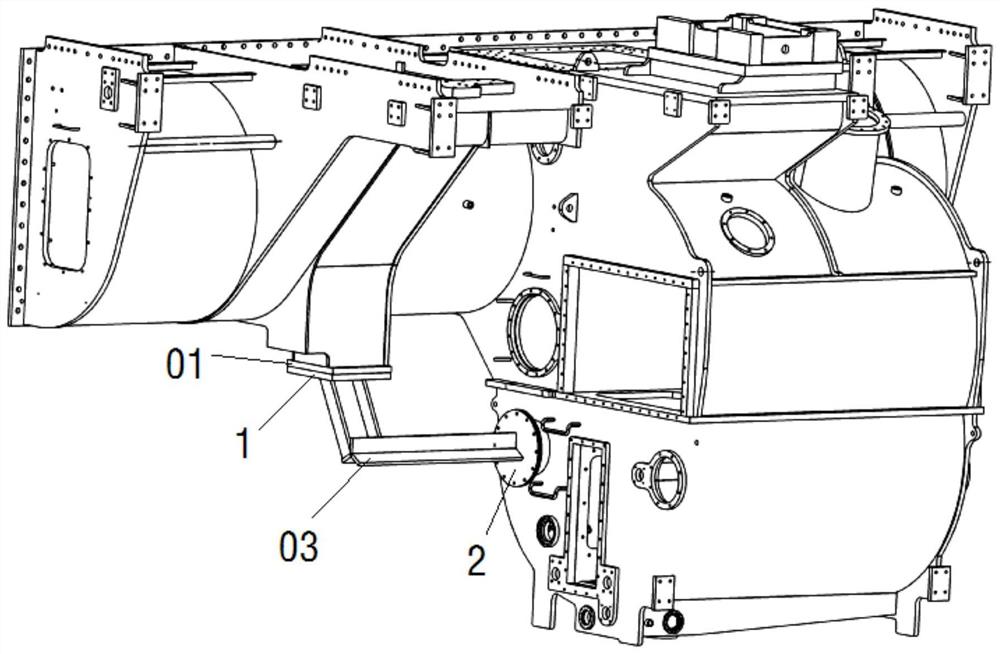
船用柴油机的扫气集管与换气箱之间安装有辅助鼓风机,请参阅图1,所述扫气集管上设置有上安装法兰01,用以连接辅助鼓风机的上部法兰,所述换气箱上设置有下安装法兰02,用以连接辅助鼓风机的下部法兰。
然而由于上安装法兰01和下安装法兰02的加工安装问题,往往当辅助鼓风机的上部法兰和下部法兰按照图纸要求精加工完成后,在现场安装辅助鼓风机时会发现开档尺寸有偏差而影响安装,以至于加装密封纸垫片也无法正确安装。因此不得不在现场安装时,要频繁再次加工辅助鼓风机的法兰面,导致产生大量的装卸、再加工的返工人力和工时的浪费。
发明内容
本发明所要解决的技术问题是:克服现有技术的不足,提供一种船用柴油机辅助鼓风机安装用预定位校验工装及方法,在安装辅助鼓风机之前,对其安装的位置和开档尺寸进行准确性检验,减少现场安装时不必要的返修,实现加工后的辅助鼓风机在现场的直接安装,从而提高辅助风机的现场安装速度,降低工艺成本。
本发明解决其技术问题采取的技术方案如下:
一种船用柴油机辅助鼓风机安装用预定位校验工装,所述辅助鼓风机安装于船用柴油机的扫气集管与换气箱之间,包括有上部法兰和下部法兰,该上部法兰与所述扫气集管的上安装法兰连接,所述下部法兰与该换气箱的下安装法兰连接;其特征在于:所述的预定位校验工装包括上校验法兰、下校验法兰和连接件,所述上校验法兰仿制所述上部法兰,形状尺寸与该上部法兰相同,所述下校验法兰仿制所述下部法兰,形状尺寸与该下部法兰相同,所述连接件的上部与所述上校验法兰固定连接,所述连接件的下部与所述下校验法兰固定连接,该连接件对所述上校验法兰和下校验法兰进行定位,使该上校验法兰和下校验法兰之间的空间位置关系和尺寸与所述辅助鼓风机的上部法兰和下部法兰之间的空间位置关系和尺寸相一致。
进一步地,所述的上校验法兰上开设有沿所述下校验法兰轴向的腰型螺栓孔。
进一步地,所述的连接件为L型构件。
进一步地,所述的预定位校验工装的上校验法兰与下校验法兰之间的空间位置关系和尺寸与图纸技术要求的允许偏差为±0.5mm。
进一步地,所述的预定位校验工装选用铝合金材料制作。
本发明的另一技术方案如下:
一种采用上述预定位校验工装实现的船用柴油机辅助鼓风机安装的预定位校验方法,包括如下具体步骤:
1)确认所述扫气集管的上安装法兰和换气箱的下安装法兰已经按照图纸要求完成加工;
2)将所述预定位校验工装的上校验法兰通过螺栓连接于所述扫气集管的上安装法兰的腰型螺栓孔中,并且保持该预定位校验工装能够沿所述下校验法兰的轴向移动;
3)沿所述下校验法兰的轴向将所述预定位校验工装缓慢推送并逐渐靠近所述换气箱的下安装法兰,同时注意观察所述下校验法兰与下安装法兰的合拢状态;
4)若所述下校验法兰与下安装法兰能够准确贴合且所述上校验法兰中的螺栓能够能够顺利贯穿所述腰型螺栓孔,则所述辅助鼓风机的安装位置校验合格,否则返修加工所述换气箱的下安装法兰,直到满足上述要求,完成所述辅助鼓风机的安装定位校验。
与现有技术相比,本发明达到了如下有益效果:
本发明能够事先验证辅助鼓风机的安装位置和尺寸,以保证满足辅助鼓风机现场安装的要求,降低了返修概率,不仅提高了现场辅助风机的安装速度,而且满足了柴油机燃气试验模式条件下所需的安全环境,具有结构简单、安装方便、定位可靠的优点,尤其适用于WinGD船用柴油机。
附图说明
图1为辅助鼓风机的安装位置示意图。
图2为本发明的结构立体图。
图3为本发明的使用状态图。
图中,
01—上安装法兰,02—下安装法兰,03—预定位校验工装,1—上校验法兰,2—下校验法兰,3—连接件。
具体实施方式
下面结合附图和实施例对本发明做进一步具体的详细说明,但不能因此而限制本发明要求保护的范围。
本发明用于船用柴油机辅助鼓风机安装时的预定位校验。请参阅图1,所述辅助鼓风机安装于船用柴油机的扫气集管和换气箱之间,包括有上部法兰和下部法兰;该上部法兰与所述扫气集管的上安装法兰01连接,所述下部法兰与该换气箱的下安装法兰02连接。
请参阅图2,图示预定位校验工装包括上校验法兰1、下校验法兰2和连接件3。
所述上校验法兰1仿制所述辅助鼓风机的上部法兰,形状、结构尺寸与该上部法兰相同,该上校验法兰1的上平面的粗糙度为6.3,且平行度基于轴线公差为 0.5mm,确保校验时完全可以达到模拟所述辅助鼓风机上部法兰的效果,并且可以满足轴向方向移动的要求。所述上校验法兰1上开设有两个沿所述下校验法兰 2轴向的腰型螺栓孔,用于安装螺栓,该两个腰型螺栓孔平行度满足0.5mm,孔径大小与螺栓配合间隙公差为1mm。
所述下校验法兰2仿制所述辅助鼓风机的下部法兰,形状、结构尺寸与该下部法兰相同,该下校验法兰2的法兰上平面的粗糙度为6.3,安装螺栓孔的孔径大小与配合间隙公差为1mm,确保校验时完全可以达到模拟所述辅助鼓风机的下部法兰的效果。
所述连接件3为L型构件,模拟所述辅助鼓风机本体的安装情况,所述连接件3的上部与所述上校验法兰1固定连接,下部与所述下校验法兰2固定连接。该连接件3对所述上校验法兰1和下校验法兰2进行定位,使该上校验法兰1和下校验法兰2之间的空间位置关系和尺寸与所述辅助鼓风机的上部法兰和下部法兰之间的空间位置关系和尺寸相一致,该上校验法兰1与下校验法兰2之间的空间位置关系和尺寸与图纸技术要求的允许偏差为±0.5mm,以确保检验的精准性。
所述预定位校验工装在满足强度和刚度要求的前提下,选用轻型材料制作,最优选择铝合金材质,确保工装反复使用时强度和刚度能够不变形,并且可以达到减轻工装自身重量,以便现场操作的目的。所述上校验法兰1、下校验法兰 2和连接件3焊接时,应严格满足图纸上相应的公差要求,尤其是焊缝和焊接定位尺寸,确保与所述辅助鼓风机的垂直和平行角度保持一致。
请参阅图3,本发明所述船用柴油机辅助鼓风机安装的预定位校验方法,包括如下具体步骤:
1)确认所述扫气集管的上安装法兰01和换气箱的下安装法兰02已经按照图纸要求完成加工;
2)将所述预定位校验工装03的上校验法兰1通过螺栓连接于所述扫气集管的上安装法兰01的腰型螺栓孔中,并且调整螺栓处于腰型螺栓孔的中间位置,使该预定位校验工装03能够沿所述下校验法兰2的轴向移动;
3)沿所述下校验法兰2的轴向,将所述预定位校验工装03推送并靠近所述换气箱的下安装法兰02,待到所述下校验法兰2与所述下安装法兰02接近时,减缓推进速度,同时注意观察所述下校验法兰2与下安装法兰02的合拢状态;
4)若所述下校验法兰2与下安装法兰02能够准确贴合,而且所述上校验法兰1中的螺栓能够顺利贯穿所述腰型螺栓孔,则所述辅助鼓风机的安装位置校验合格,否则返修加工所述换气箱的下安装法兰02的凸出量,直到满足上述要求,从而完成所述辅助鼓风机的安装定位校验。
本发明所要求的保护范围不仅限于上述实施例,也应包括其他对本发明显而易见的变换和替代方案。
- 中高速船用柴油机曲轴安装面及孔系加工装置及方法
- 用于船用低速柴油机防爆门安装铰链的校验工装及方法
- 垂直升船机大型承船厢高效安装方法及安装定位辅助工装装置