用于复合板和堆焊设备的小内径法兰锻管防腐组件
文献发布时间:2023-06-19 19:18:24
技术领域
本申请总体上涉及煤化工、石油化工等行业设备防腐技术领域,更具体地,本申请涉及一种用于复合板和堆焊设备的小内径法兰锻管防腐组件。
背景技术
压力容器产品涉及煤化工、石油化工、军工、核电、节能环保等领域,主要应用于耐高温、耐高压、耐腐蚀等特殊环境,为了确保压力容器产品的安全使用,设备的防腐至关重要,复合板、堆焊设备成本低,又能达到很好的防腐效果,被广泛应用于上述领域。复合板、堆焊设备上的小内径法兰锻管由于受设备技术条件的限制,无法采用法兰锻管内表面堆焊不锈钢材料的方式进行防腐,只能采用全不锈钢法兰锻管结构防腐,不锈钢法兰锻管与碳钢壳体相焊接,属于异种钢焊接范畴,极易产生裂纹,尤其是与材料为CrMo钢的壳体焊接时更易产生延迟裂纹,造成设备在运行过程中法兰锻管与壳体焊接接头处常发生泄露,从而影响设备的正常运行。
不锈钢法兰锻管与复合板、堆焊设备的碳钢壳体之间的异种焊接经常使得在实际运行中焊接接头处出现裂纹,并且时常发生泄露,因此急需对原锻管结构进行优化,保证设备长周期安全稳定运行。
发明内容
有鉴于此,本申请提供了一种用于复合板和堆焊设备的小内径法兰锻管防腐组件,解决了法兰锻管与碳钢壳体焊接接头处产生裂纹,发生泄露的问题。
本申请提供了一种用于复合板和堆焊设备的小内径法兰锻管防腐组件,包括:碳钢锻管、碳钢法兰和内衬不锈钢管;其中碳钢锻管与碳钢法兰相焊接形成一体式结构,碳钢锻管的下端焊接至复合板或堆焊设备的碳钢壳体,碳钢法兰的上端面为法兰密封面,内衬不锈钢管固定在碳钢锻管和碳钢法兰的管孔内。
可选地,法兰密封面为堆焊形成的不锈钢密封面,并且不锈钢密封面与内衬不锈钢管经由堆焊连接为一体。
可选地,碳钢锻管的下端面堆焊有不锈钢焊层,并且不锈钢焊层与内衬不锈钢管经由堆焊连接为一体。
可选地,碳钢锻管还开设有用于检查焊接密封性的检漏孔。
可选地,检漏孔被配置为通入0.4MPa~0.5MPa的压缩空气以检查焊接密封性。
可选地,碳钢锻管与碳钢法兰经由焊接形成一体式结构。
可选地,碳钢锻管与碳钢法兰之间的焊接接头经过100%射线检测。
可选地,碳钢锻管与碳钢法兰是锻造成型的一体式结构。
可选地,碳钢锻管与碳钢壳体之间的焊接接头经过100%MT检测。
可选地,碳钢锻管与碳钢壳体之间的焊接接头经过100%PT检测。
本申请所提供的小内径法兰锻管防腐组件结构简单、成本低且实用性强,其解决了不锈钢法兰锻管与碳钢壳体焊接接头处产生裂纹,发生泄露的问题,保证了设备的长周期安全稳定运行。
附图说明
为了更清楚地说明本申请的技术方案,将根据以下附图进一步说明和描述本申请的实施方式,这些附图仅用于更方便和具体地描述本申请的实施方式而不是对本申请的限制。
图1是现有不锈钢法兰锻管的结构示意图;以及
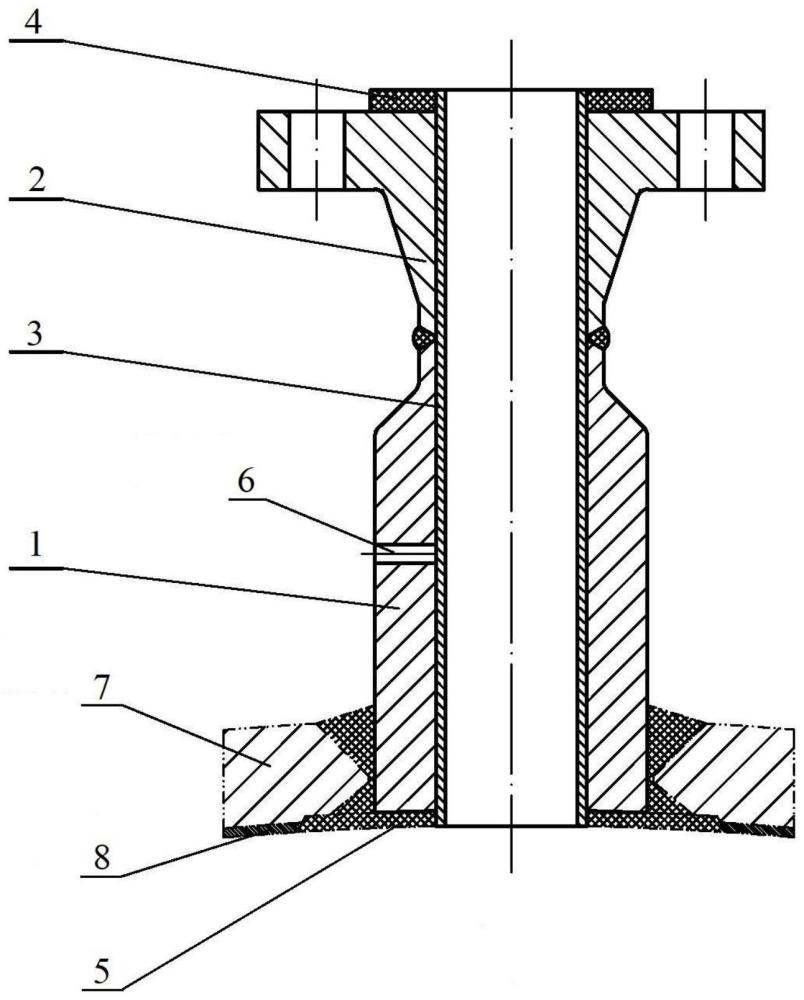
图2是根据本申请的一个示例性实施方式所提供的用于复合板和堆焊设备的小内径法兰锻管防腐组件的结构示意图。
图中:1是碳钢锻管,2是碳钢法兰,3是内衬不锈钢管,4是不锈钢密封面,5是不锈钢焊层,6是检漏孔,7是碳钢壳体的碳钢基层,8是碳钢壳体的不锈钢复层,9是不锈钢锻管,10是不锈钢法兰。
具体实施方式
受设备技术条件的限制,现有复合板、堆焊设备上的小内径法兰锻管无法通过在法兰锻管内表面堆焊不锈钢材料的方式进行防腐,只能采用全不锈钢法兰锻管结构防腐。参考图1,图1是现有不锈钢法兰锻管的结构示意图。如图1所示,现有不锈钢法兰锻管包括不锈钢锻管9与不锈钢法兰10,两者相焊接形成一体式结构,不锈钢锻管9的下端焊接至碳钢壳体。碳钢壳体通常包括碳钢基层7和不锈钢复层8,不锈钢锻管9的下端与碳钢壳体的碳钢基层7焊接连接。然而,此处的焊接属于异种钢焊接范畴,容易产生裂纹,在运行过程中,焊接接头处一旦发生泄露,只能将该设备停车。
为解决上述问题,本申请提供了本申请提供了一种用于复合板和堆焊设备的小内径法兰锻管防腐组件,其采用解决碳钢管作为外管,不锈钢管作为内管,解决了现有不锈钢法兰锻管与碳钢壳体焊接接头处产生裂纹,发生泄露的问题。参考图2,图2是根据本申请的一个示例性实施方式所提供的用于复合板和堆焊设备的小内径法兰锻管防腐组件的结构示意图。如图2所示,该小内径法兰锻管防腐组件包括碳钢锻管1、碳钢法兰2和内衬不锈钢管3;其中碳钢锻管1与碳钢法兰2相焊接形成一体式结构,碳钢锻管1的下端焊接至复合板或堆焊设备的碳钢壳体,碳钢法兰2的上端面为法兰密封面,内衬不锈钢管3固定在碳钢锻管1和碳钢法兰2的管孔内。内衬不锈钢管3起到防腐作用,并且碳钢锻管1与碳钢壳体的碳钢基层7之间为同种钢焊接,焊接结构稳定且不易产生裂纹,解决了易泄露的问题并提高了整体结构的使用寿命。在本申请的一个优选实施方式中,法兰密封面为堆焊形成的不锈钢密封面4,并且不锈钢密封面4与内衬不锈钢管3经由堆焊连接为一体。堆焊的不锈钢密封面4既可用于提高法兰密封面的密封效果,也可用于将内衬不锈钢管3固定在碳钢锻管1和碳钢法兰2的管孔内。在本申请的一个优选实施方式中,碳钢锻管1的下端面堆焊有不锈钢焊层5,并且不锈钢焊层5与内衬不锈钢管3经由堆焊连接为一体。优选地,在将碳钢锻管1焊接至碳钢壳体的碳钢基层7之后堆焊不锈钢焊层5,堆焊的不锈钢焊层5从碳钢锻管1的下端面延伸至碳钢壳体的不锈钢复层8,并且使得内衬不锈钢管3、不锈钢焊层5和碳钢壳体的不锈钢复层8均连接在一起,同种不锈钢之间的焊接更加稳定并且进一步提高了法兰锻管的密封效果。
在本申请的一个优选实施方式中,碳钢锻管1还开设有用于检查焊接密封性的检漏孔6,检漏孔6可以被配置为通入0.4MPa~0.5MPa的压缩空气以检查焊接密封性。在本申请的一个优选实施方式中,碳钢锻管1与碳钢法兰2经由焊接形成一体式结构。优选地,在焊接后,可以对碳钢锻管1与碳钢法兰2之间的焊接接头进行100%射线检测以确定焊接质量是否合格。在本申请的备选实施方式中,碳钢锻管1与碳钢法兰2是锻造成型的一体式结构,本领域技术人员可以单独设计锻造模具以锻造该一体式结构。
在本申请的一个优选实施方式中,可以对碳钢锻管1与碳钢壳体之间的焊接接头进行100%MT(Magnetic Particle Testing,磁粉探伤)和/或100%PT(PenetrationTesting,渗透探伤)检测以确定焊接质量是否合格。本申请所提供的各种检测可以按照一定顺序执行以提高检测效率。例如,在碳钢锻管1与碳钢法兰2经由焊接形成一体式结构的实施方式中,可以先对碳钢锻管1与碳钢法兰2之间的焊接接头进行100%射线检测,然后对对碳钢锻管1与碳钢壳体之间的焊接接头进行100%M和/或100%PT检测,最后从检漏孔6通入0.4MPa~0.5MPa的压缩空气以进行检测。应当理解,只要检测手段能够确定法兰锻管的质量符合要求,本领域技术人员也可以视情况采取不同的检测方式和顺序。
在本文所提供的实施方式中提供了大量具体示例,应当理解这些示例仅是为了对本申请的实施方式进行详细的阐述而并非对本申请的限制。本申请中的实施方式可以在没有这些具体示例的情况下实践。在一些实施方式中并未详细示出本领域技术人员所公知的结构和/或技术,以便不模糊对本申请的理解。
尽管本文中已经示出并描述了本申请的优选实施方式,但对于本领域技术人员容易理解的是,这些实施方式仅以示例的方式提供。本领域技术人员在不脱离本申请的情况下现将会想到多种变化、改变和替代。应当理解,本文中描述的本申请实施方式的各种替代方式任选地用于实施本申请。旨在通过权利要求限定本申请的范围,并由此涵盖这些权利要求范围内的方法、结构及其等同物。
- 一种抗腐蚀小内径锻管法兰
- 小内径锻管法兰