芯片组件焊接方法及半导体激光器
文献发布时间:2023-06-19 19:35:22
技术领域
本发明涉及半导体激光器焊接技术领域,尤其是涉及一种芯片组件焊接方法及半导体激光器。
背景技术
半导体激光器包括基座和芯片组件,芯片组件包括芯片和热沉,芯片固定在热沉的上表面上,热沉的下表面与基座焊接。
热沉与基座焊接通常采用真空回流焊接的方式,该方式需要将基座和芯片组件放置于真空回流炉中,基座、芯片组件和焊料都会被加热,以实现焊料温度的升降,从而完成热沉与基座的焊接。
但是,在焊料降温过程中,由于基座和芯片组件在焊料升温过程中进行了加热,基座和芯片组件的温度相对较高,基座、芯片组件和焊料整体散热量较大,导致焊料降温的速度较慢,无法使得焊料形成细腻的颗粒,造成半导体激光器焊接质量较差。
发明内容
本发明的目的在于提供一种芯片组件焊接方法,以解决现有技术中的半导体激光器焊接质量较差的技术问题。
本发明提供的芯片组件焊接方法,包括以下步骤:
设置焊料层步骤:在基座与芯片组件之间设置焊料层;
导电组件包括第一导电件和第二导电件,将第一导电件和第二导电件分别能够与焊料层内部连接;
通电步骤:对第一导电件和第二导电件通电,以熔化焊料层。
进一步地,所述焊料层包括第一焊料层和第二焊料层;
导电组件还包括导电片,第一导电件和第二导电件分别与导电片连接;
设置焊料层步骤还包括:将第一焊料层、导电片和第二焊料层依次层叠在基座与芯片组件之间,将第一导电件设置在第一焊料层和第二焊料层外部,将第二导电件设置在第一焊料层和第二焊料层外部。
进一步地,导电片上设有多个通孔。
进一步地,导电片的外表面上设有电镀层,且多个通孔均匀分布在导电片上。
进一步地,将第一焊料层、导电片和第二焊料层依次层叠在基座与芯片组件之间的步骤还包括以下步骤:
导电片包括相背设置的第一端面和第二端面;
将第一焊料层涂覆在第一端面上,将第二焊料层涂覆在第二端面上。
进一步地,设置焊料层步骤还包括:
将焊料层设置为片状;
在焊料层成型过程中,将第一导电件的一端和第二导电件的一端分别嵌入焊料层内。
进一步地,所述芯片组件焊接方法还包括以下步骤:
下压步骤:对芯片组件的顶面施加朝向基座的压力,压力为0.15N-0.2N。
进一步地,通电步骤还包括以下步骤:
预热步骤:对第一导电件和第二导电件均通入第一电流,并保持第一预设时间,以对基座、芯片组件、导电组件和焊料层进行预热;
熔化步骤:对第一导电件和第二导电件均通入第二电流,并保持第二预设时间,以熔化焊料层。
进一步地,通电步骤还包括以下步骤:
使用电流调节组件对第一电流和第二电流进行调节;电流调节组件包括相互连接的红外温度检测器和控制器;
使用红外温度检测器检测位于焊料层内部的导电组件的温度,控制器根据位于焊料层内部的导电组件的温度计算第一导电件和第二导电件内通入的电流值;
焊料层的熔化温度为A;对第一导电件和第二导电件均通入第一电流时,位于焊料层内部的导电组件的温度为B;对第一导电件和第二导电件均通入第二电流时,位于焊料层内部的导电组件的温度为C;18℃≤A-B≤22℃;28℃≤C-A≤32℃;
第一预设时间为8秒-12秒,第二预设时间为8秒-12秒。
进一步地,焊料层的厚度为z,0mm<z≤0.1mm。
本发明的目的还在于提供一种半导体激光器,所述半导体激光器由本发明提供的芯片组件焊接方法制得。
本发明提供的芯片组件焊接方法,包括以下步骤:设置焊料层步骤:在基座与芯片组件之间设置焊料层;导电组件包括第一导电件和第二导电件,将第一导电件和第二导电件分别能够与焊料层内部连接;通电步骤:对第一导电件和第二导电件通电,以熔化焊料层。第一导电件与电流源的正极连接,第二导电件与电流源的负极连接,从而使电流能够依次通过第一导电件、焊料层和第二导电件,进而加热焊料层使焊料层熔化。本发明提供的芯片组件焊接方法,不需要对基座和芯片组件加热即可完成焊接,相比于现有技术中对基座、芯片组件和焊料层全部加热,电流对焊料层产生的较低的热量即可熔化焊料层,并且该热量能够通过基座散热,使焊料层的降温速度较快,能够缩小焊料的颗粒,从而提高半导体激光器的焊接质量。
附图说明
为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
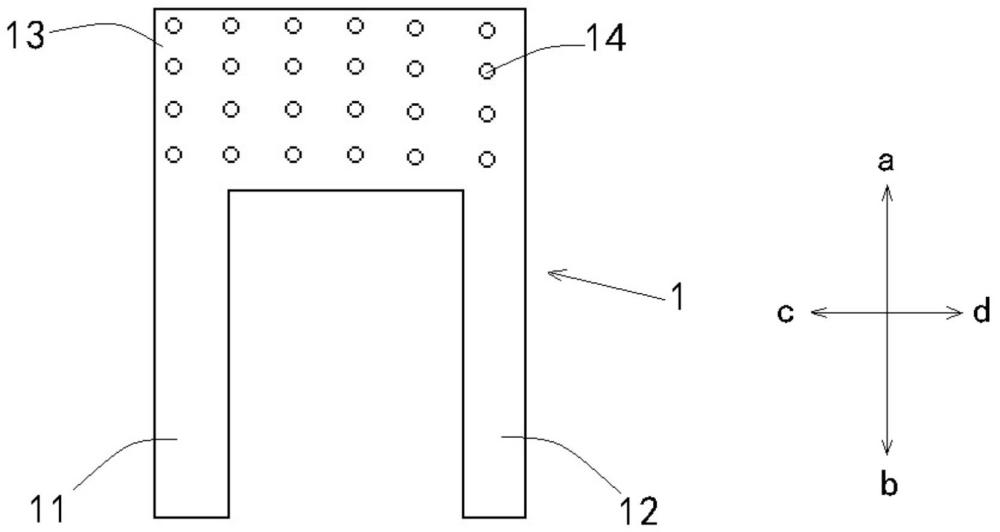
图1是本发明实施例提供的芯片组件焊接方法中导电组件的结构示意图;
图2是本发明实施例提供的芯片组件焊接方法中具有导电片的导电组件的装配图;
图3是本发明实施例提供的芯片组件焊接方法中具有第一导电件和第二导电件的导电组件的装配图;
图4是本发明实施例提供的芯片组件焊接方法中电流调节组件的结构示意图;
图5是本发明实施例提供的半导体激光器的结构示意图;
图6是本发明实施例提供的半导体激光器的局部放大图。
图标:1-导电组件;11-第一导电件;12-第二导电件;13-导电片;2-焊料层;21-第一焊料层;22-第二焊料层;3-红外温度检测器;4-控制器;5-电流源;6-基座;7-芯片组件;71-芯片;72-热沉。
具体实施方式
下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
本发明提供了一种芯片组件焊接方法及半导体激光器,下面给出多个实施例对本发明提供的芯片组件焊接方法及半导体激光器进行详细描述。
实施例1
本实施例提供的芯片组件焊接方法,如图1至图6所示,包括以下步骤:
设置焊料层2步骤:在基座6与芯片组件7之间设置焊料层2;
导电组件1包括第一导电件11和第二导电件12,将第一导电件11和第二导电件12分别能够与焊料层2内部连接;
通电步骤:对第一导电件11和第二导电件12通电,以熔化焊料层2。
需要说明的是,焊料层2具有外表面,位于焊料层2的外表面的内侧的焊料层2即为焊料层2内部。
将第一导电件11和第二导电件12分别能够与焊料层2内部连接表示的是:第一导电件11和第二导电件12可以分别直接插入焊料层2,从而使第一导电件11和第二导电件12分别与焊料层2内部连接;也可以通过设置导电片13的方式,第一导电件11和第二导电件12分别设置在焊料层2的外部,第一导电件11和第二导电件12分别通过设置在焊料层2内部的导电片13与焊料层2内部连接。
具体地,在通电步骤中,第一导电件11与电流源5的正极连接,第二导电件12与电流源5的负极连接,从而使电流能够依次通过第一导电件11、焊料层2和第二导电件12,电流流过焊料层2产生的热量加热焊料层2以使焊料层2熔化,从而实现基座6与芯片组件7的焊接。
需要说明的是,电流源5为恒流电源,电流源5的电流波动较小,能够稳定地为第一导电件11和第二导电件12供电。
本实施例提供的芯片组件焊接方法,不需要对基座6和芯片组件7加热即可完成焊接,相比于现有技术中对基座6、芯片组件7和焊料层2全部加热,电流对焊料层2产生的较低的热量即可熔化焊料层,并且该热量能够通过基座6散热,使焊料层2的降温速度较快,能够缩小焊料的颗粒,从而提高半导体激光器的焊接质量。
需要说明的是,芯片组件7包括芯片71和热沉72,芯片71固定在热沉72的上表面上,热沉72的下表面与基座6焊接。
一种实施方式中,如图5所示,焊料层2包括第一焊料层21和第二焊料层22;
如图1所示,导电组件1还包括导电片13,第一导电件11和第二导电件12分别与导电片13连接;
设置焊料层2步骤还包括:将第一焊料层21、导电片13和第二焊料层22依次层叠在基座6与芯片组件7之间,将第一导电件11设置在第一焊料层21和第二焊料层22外部,将第二导电件12设置在第一焊料层21和第二焊料层22外部。
第一导电件11设置在第一焊料层21和第二焊料层22外部,第一导电件11不与第一焊料层21和第二焊料层22接触;第二导电件12设置在第一焊料层21和第二焊料层22外部,第二导电件12不与第一焊料层21和第二焊料层22接触。
将第一导电件11设置在第一焊料层21和第二焊料层22外部,便于第一导电件11与电流源5的正极连接,将第二导电件12设置在第一焊料层21和第二焊料层22外部,便于第二导电件12与电流源5的负极连接。
导电片13的边缘、第一焊料层21的边缘、第二焊料层22的边缘和热沉72的边缘均平齐设置。
第一导电件11和第二导电件12可以为条状,也可以为杆状等任意适合的形状。如图3所述,第一导电件11和第二导电件12可以沿第一方向分别设置在导电片13的两端;也可以如图1所述,第一导电件11和第二导电件12沿第一方向均设置在导电片13的同一端,且第一导电件11与第二导电件12沿第二方向间隔设置。
本实施例中,第一导电件11和第二导电件12均为条状,沿第一方向,第一导电件11和第二导电件12均设置在导电片13的一端,沿第二方向,第一导电件11与第二导电件12间隔设置,且第一导电件11的外边缘与导电片13的一个外边缘平齐,第二导电件12的外边缘与导电片13的另一个外边缘平齐。沿第二方向,第一导电件11和第二导电件12的宽度相等,第一导电件11的宽度小于导电片13的宽度。第一方向与第二方向垂直设置。
第一方向如图1和图3中箭头ab所示的方向,第二方向如图1和图3中箭头cd所示的方向。
第一导电件11与电流源5的正极连接,第二导电件12与电流源5的负极连接后,电流依次流过第一导电件11、导电片13和第二导电件12,电流通过第一导电件11、导电片13和第二导电件12一端时间后,导电片13的发热量使焊料熔化后实现基座6和芯片组件7的焊接。
进一步地,导电片13上设有多个通孔。
导电片13上设有多个通孔,在导电片13厚度恒定的情况下,能够减少电流流过导电片13的横截面积,进一步增大导电片13的电阻,从而增大导电片13的发热功率;并且,通孔能够容纳熔化后的焊料层2,能够减少焊料溢出,并且形成更好的结合力,使焊接效果更加牢固。
导电片13的厚度可以为0.001mm-0.002mm等任意适合的厚度。
进一步地,导电片13的外表面上设有电镀层,且多个通孔均匀分布在导电片13上。
导电片13的外表面上设置电镀层,能够提高焊接的粘接力和强度,从而达到更好地焊接效果。
本实施例中,多个通孔呈阵列状均匀分布在导电片13上。多个通孔呈阵列状均匀分布在导电片13上,使多个通孔均匀分布在导电片13上,能够使导电片13的电阻分布均匀,从而使导电片13的加热功率分布均匀,并且使熔化后的焊料均匀地流入多个通孔中,能够防止焊料在局部堆积导致外溢,并能够进一步提高焊接的结合力。
其中,多个通孔可以呈矩形阵列状均匀分布在导电片13上,也可以呈圆形阵列状均匀分布在导电片13上。
电镀层的材料可以为金,也可以为银等任意适合的材料。
其中,第一焊料层21和第二焊料层22可以为片状,在组装时,将导电片13设置在第一焊料层21和第二焊料层22之间,并且第一焊料层21的边缘、导电片13的边缘和第二焊料层22的边缘需要对齐。
第一焊料层21和第二焊料层22也可以为膏状,以使第一焊料层21和第二焊料层22能够涂覆在导电片13上。
具体地,将第一焊料层21、导电片13和第二焊料层22依次层叠在基座6与芯片组件7之间的步骤还包括以下步骤:
导电片13包括相背设置的第一端面和第二端面;
将第一焊料层21涂覆在第一端面上,将第二焊料层22涂覆在第二端面上。
在操作时,将第一焊料层21涂覆在第一端面上,将第二焊料层22涂覆在第二端面上,涂覆时能够较为容易地能够将第一焊料层21的边缘与第一端面的边缘涂覆平齐,第二焊料层22的边缘与第二端面的边缘涂覆平齐,能够便于第一焊料层21、导电片13和第二焊料层22组装。
第一焊料层21和第二焊料层22的厚度均为0.01mm-0.02mm。
在焊接时,通入导电组件1的电流值设置为第一预设值,第一预设值能够在预设时间内使第一焊料层21和第二焊料层22完全熔化,并且第一预设值需要低于极限值,极限值为预设时间内使第一焊料层21和第二焊料层22不产生飞溅的最大电流值。
预设时间为第一焊料层21和第二焊料层22的温升时间,预设时间由第一焊料层21的温度、第二焊料层22的温度以及导电组件1的导电性能共同决定。
第一焊料层21涂覆在第一端面上,第二焊料层22涂覆在第二端面上的这种组装方式,能够对导电组件1进行实验,便于第一预设值通过实验相对准确的获得,从而使焊接过程中的电流值控制较为精准。
在另一种实施方式中,如图3所示,设置焊料层2步骤还包括:
将焊料层2设置为片状;
在焊料层2成型过程中,将第一导电件11的一端和第二导电件12的一端分别嵌入焊料层2内。
具体地,焊料层2的厚度设置为0.01mm-0.02mm,第一导电件11和第二导电件12的电阻均小于焊料层2的电阻。
在本实施例中,焊料层2的厚度、第一导电件11的厚度以及第二导电件12的厚度均设置为相同的数值,沿第二方向,第一导电件11和第二导电件12的宽度均设置为焊料层2宽度的三分之一,以使第一导电件11和第二导电件12的电阻均小于焊料层2的电阻。此外,也可以在第一导电件11和第二导电件12的外表面镀金或银,从而使焊料浸润性能更好。第一导电件11和第二导电件12沿第一方向设置在焊料层2的两端。
第一导电件11与电流源5的正极连接,第二导电件12与电流源5的负极连接,从而使电流能够依次通过第一导电件11、焊料层2和第二导电件12,电流流过焊料层2产生的热量加热焊料层2以使焊料层2熔化。
在这种实施方式中,不需要设置导电片13,能够降低成本,并且第一导电件11和第二导电件12在焊料层2熔化后容易脱落,第一导电件11和第二导电件12能够继续使用。
进一步地,芯片组件焊接方法还包括以下步骤:
下压步骤:对芯片组件7的顶面施加朝向基座6的压力,压力为0.15N-0.2N。
下压步骤可以通过下压件对芯片组件7施加压力,下压件可以为探针,也可以为压块等任意适合的形式。
压力的大小应该不能压伤芯片组件7、不产生压力过冲以防止焊料溢出过多、还需要使焊料能够紧密贴合芯片组件7和基座6,防止芯片组件7和基座6之间有空隙导致空焊。本实施例中,压力为0.15N-0.2N,以满足上述要求,压力可以为0.15N、0.18N或0.2N等任意适合的数值。
在通电步骤中,电流值可以始终为第一预设值,也可以采用在不同阶段使用不同电流值的方式。
本实施例中,采用在不同阶段使用不同电流值的方式如图4所示,通电步骤还包括以下步骤:
预热步骤:对第一导电件11和第二导电件12均通入第一电流,并保持第一预设时间,以对基座6、芯片组件7、导电组件1和焊料层2进行预热;
熔化步骤:对第一导电件11和第二导电件12均通入第二电流,并保持第二预设时间,以熔化焊料层2。
在预热步骤中,焊料层2不会熔化,导电组件1发热后对基座6、芯片组件7、导电组件1和焊料层2进行预热,能够降低焊接应力,减少基座6和芯片组件7与焊料层2的温度差,有利于避免焊接裂缝。在预热步骤后,再进行熔化步骤,能够提高焊接质量。
具体地,焊料层2的熔化温度为A;对第一导电件11和第二导电件12均通入第一电流时,位于焊料层2内部的导电组件1的温度为B;对第一导电件11和第二导电件12均通入第二电流时,位于焊料层2内部的导电组件1的温度为C;18℃≤A-B≤22℃;28℃≤C-A≤32℃;第一预设时间为8秒-12秒,第二预设时间为8秒-12秒。
其中,(A-B)可以为18℃、19℃、20℃、21℃或22℃等任意适合的数值,在上述条件下将第一预设时间设置为8秒-12秒(8秒、9秒、10秒、11秒或12秒等任意适合的数值),能够较好地降低焊接应力,减少基座6和芯片组件7与焊料层2的温度差,有利于避免焊接裂缝。
28℃≤(C-A)≤32℃,可以为28℃、29℃、30℃、31℃或32℃等任意适合的数值,在上述条件下将第二预设时间设置为8秒-12秒(8秒、9秒、10秒、11秒或12秒等任意适合的数值),能够使焊料层2充分熔化和扩散。在焊料层2充分熔化后对导电组件1断电,利用基座6及空气将焊料层2的余温散去,焊料层2固化即完成焊接。
在导电组件1设置导电片13时,位于焊料层2内部的导电组件1为导电片13;在导电组件1不设置导电片13时,位于焊料层2内部的导电组件1为第一导电件11伸入焊料层2的一端,以及第二导电件12伸入焊料层2的一端。
第一电流和第二电流的电流值可以通过测试位于焊料层2内部的导电组件1的温度获得。
具体地,通电步骤还包括以下步骤:
使用电流调节组件对第一电流和第二电流进行调节;电流调节组件包括相互连接的红外温度检测器3和控制器4;
使用红外温度检测器3检测位于焊料层2内部的导电组件1的温度,控制器4根据位于焊料层2内部的导电组件1的温度计算导电组件1内通入的电流值。
具体地,通过红外温度检测器3检测位于焊料层2内部的导电组件1的温度,在焊接过程中,位于焊料层2内部的导电组件1的温度与焊料层2的温度相接近,因此通过通过红外温度检测器3检测焊料层2的温度也可以得知位于焊料层2内部的导电组件1的温度。
控制器4能够实时获取位于焊料层2内部的导电组件1的温度,并通过位于焊料层2内部的导电组件1的温度计算实时通入第一导电件11和第二导电件12的电流值,并且控制器4对比位于焊料层2内部的导电组件1的温度与第一电流或第二电流的电流值之间的差值,并根据该差值调节电流源的电流大小,从而反馈控制焊料层2内部的导电组件1的温度。
本实施例中,红外温度检测器3为红外热成像仪。
并且,通过测试位于焊料层2内部的导电组件1的温度获得第一电流及第二电流的电流值,能够在导电组件1的电阻不同时,保证发热量精确控制。
进一步地,焊料层2的厚度为z,0mm<z≤0.1mm,其中,z可以为0.02mm、0.04mm、0.06mm、0.08mm或0.1mm等任意适合的数值。
导电组件1由导电材料制成,例如铜、银或铁等任意适合的材料。
实施例2
本实施例提供的半导体激光器,半导体激光器由实施例1提供的芯片组件焊接方法制得。本实施例提供的半导体激光器在焊接时,不需要对基座6和芯片组件7加热即可完成焊接,电流对焊料层产生的较低的热量即可熔化焊料层2,并且该热量能够通过基座6散热,使焊料层2的降温速度较快,能够缩小焊料的颗粒,从而提高半导体激光器的焊接质量。
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
- 半片组件三出线版型焊带与汇流带互连焊接设备及互联焊接方法
- 一种半导体激光器芯片回流焊接夹具及其使用方法
- 一种半导体激光器芯片焊接面表征方法及装置