一种多工部连续冲压装置
文献发布时间:2023-06-19 19:35:22
技术领域
本申请涉及板材冲压技术领域,尤其是涉及一种多工部连续冲压装置。
背景技术
冲压是金属材料成型中的一种成型工艺,属于金属冷成型;是利用金属的塑性,借助冲压设备的动力,令金属板材在模具内直接收到挤压变形力进行变形,以得到一定形状、尺寸的产品零件;常用于生产汽车车身、金属箱体、金属容器等。
相关技术中的冲压工艺,大都还是处于手工机械化流水线阶段,采用一人一机的手工操作生产方式;对板材进行冲压时,操作人员需将板材放置在一个模具上,然后手动启动冲压设备施加动力,令两个模具相向移动以对板材实现冲压;冲压完成后设备启动设备令两个模具相向离移动,操作人员移走冲压件并放上新的坯料。如此手动操作的生产方式在对批量板材冲压时,会导致板材冲压的工作效率较低,延长生产周期。
发明内容
为了提高板材冲压的工作效率,本申请提供一种多工部连续冲压装置。
本申请提供的一种多工部连续冲压装置采用如下的技术方案:
一种多工部连续冲压装置,包括驱动辊,所述驱动辊侧壁转动连接有若干驱动杆,所述驱动杆远离驱动辊一端连接有下模;所述驱动辊上方设置有安装板,所述安装板上开设有滑槽,所述滑槽内滑动设置有滑移板,所述滑移板底壁连接有上模和侧板,所述侧板位于上模一侧,所述滑移板远离驱动辊一侧连接弹簧,所述弹簧连接于滑移板和滑槽内壁之间;所述驱动辊一侧设置用于对下模上料的上料盘,所述上料盘上连接有若干上料部,所述下模可转动搭在上料盘顶壁上,所述上料盘上开设有若干让位口。
通过采用上述技术方案,对板材进行冲压时,上料盘转动带动一个上料部与下模位置对应,启动驱动辊转动带动一个下模转动搭在上料盘顶壁上,下模与上料部开口对应,启动气动吸附装置将上料部内的一个坯料板吸附在下模外壁上,然后上料盘转动令一个让位口转动至该下模位置,该下模即在重力作用下向下转动脱离上料盘,驱动辊进一步转动带动吸附了坯料板的下模转动至靠近安装板位置。
随着驱动辊的转动,吸附了坯料板的下模被带动转动至驱动辊水平方向的一侧时,下模在重力作用下带动对应驱动杆转动,下模会转动与侧板侧壁相贴,并令侧板带动滑移板移动压缩弹簧,此时该下模和驱动杆沿竖直方向放置,此时启动驱动辊反转,由于驱动杆与驱动辊转动连接,且下模侧壁与侧板侧壁相贴,驱动杆会带动下模沿竖直方向上移并沿水平方向移动,同时弹簧弹力推动滑移板令侧板随着下模的水平移动而移动,下模上移过程中会令上模插入至下模模腔中,即可对板材冲压,同时下模的移动也可带动上模平移,同时上模对下模限位,令下模不会转动;驱动辊转动带动该下模至最高点后,即可完成板材冲压,此时驱动辊带动下模继续往初始方向转动,并推动侧板对该下模让位,直至该下模与侧板位置错开,该下模即可配合上料盘的转动进行下一次板材坯料的上料,驱动辊也可转动带动后续吸附了板材坯料的下模进行冲压,从而实现连续冲压。该连续冲压装置可减少板材进行冲压时,操作人员的手动操作干预,从而设备可始终处于运行状态,不需要操作人员因取料放料而对设备进行的多次启停,从而提高了板材冲压的工作效率。
作为优选,所述侧板侧壁设置有燕尾块,若干所述下模侧壁开设有燕尾槽,所述燕尾块可插入在其中一个燕尾槽内。
下模沿水平方向平移时,会带动上模同步移动,从而下模模腔一侧的内壁与上模同侧的外部之间会存在用于推动上模移动的力,该推动力会作用在模腔内的冲压件上,导致冲压件折弯处的壁厚不均匀;通过采用上述技术方案,下模转动与侧壁侧壁相贴后,燕尾块与对应的燕尾槽对齐,驱动辊转动带动下模上移时,燕尾块可相对移动插入燕尾槽,从而下模在燕尾块和燕尾槽的配合下带动滑移板移动,令上模随着下模的平移而移动,减少了上模需在下模模腔内壁的限位作用下被带动移动的情况,减少了下模模腔内壁与上模外侧壁之间压力不均的情况,提高冲压件折弯处的壁厚均匀性。
作为优选,所述驱动辊侧壁连接有缓冲杆,所述缓冲杆侧壁开设缓冲槽,所述缓冲槽内转动连接有缓冲块,所述缓冲块一侧伸出缓冲槽,所述缓冲块位于缓冲槽内的一侧设置配重块;所述缓冲块伸出缓冲槽的一侧侧壁设置为两个相对的斜面壁,所述斜面壁由缓冲槽外部向缓冲槽内部方向倾斜;所述驱动杆侧壁贯穿开设有通槽,所述缓冲杆穿过通槽。
完成冲压后的下模向上料盘方向转动时,会在重力作用下会上料盘造成冲击,长时间使用后上料盘易在多次冲击下出现失衡;通过采用上述技术方案,缓冲块的设置,下模在重力作用下向上料盘方向转动时,驱动杆同步转动,驱动杆转动令缓冲杆在通槽内相对滑移,驱动杆转动至与缓冲块的斜面壁接触后,斜面壁与驱动杆侧壁之间的阻力会对驱动杆转动时的速度进行降速,随后在斜面壁的导向作用下推动缓冲块转入缓冲槽内即可进一步向上料盘方向转动,缓冲块可对下模的冲击进行一次缓冲,减少作用在上料盘上的冲击,减少上料盘被冲击失衡的情况。
作为优选,所述缓冲块位于缓冲槽内的一侧侧壁连接有限位板,所述缓冲槽内底壁开设有弧形槽,所述限位板插入在弧形槽内并可沿弧形槽长度方向移动。
通过采用上述技术方案,驱动杆移动越过缓冲块位置后,缓冲块又向缓冲槽外部方向转动,,同时带动限位板在弧形槽内转动移动,限位板转动至与弧形槽内壁相贴后,缓冲块停止转动。从而将缓冲块的部分位置限制在缓冲槽内。
作为优选,所述上模两侧侧壁开设有安装孔,所述安装孔内转动连接有卸料轮,所述上模顶壁设置有驱动卸料轮转动的驱动件,所述卸料轮一侧侧壁与上模侧壁平齐。
对一个板材冲压后,冲压件会包覆在上模外侧壁上;通过采用上述技术方案,启动驱动件,令两个卸料轮反向并向下转动,由于卸料轮与上模侧壁平齐,卸料轮则与冲压件内壁相贴,从而卸料轮向下转动时,会带动冲压件与上模脱离,从而完成卸料。
作为优选,所述上模侧壁开设有两个封槽,所述封槽与上模顶壁连通,两个所述封槽分别与对应安装孔连通;所述封槽内插入有封板,所述封板为弧形板,所述封板长度大于封槽长度,所述滑移板底壁连接有驱动封板沿封槽移动的驱动缸;所述安装孔内滑动连接有滑块,所述卸料轮转动连接在滑块侧壁上。
安装孔的设置,令上模的外壁不平滑,冲压时,冲压件易受到安装孔的影响,导致冲压件内壁出现变形;通过采用上述技术方案,冲压时,滑块移动带动卸料轮进入安装孔内,驱动缸启动驱动封板沿封槽下移并进一步插入安装孔内,封板外侧壁与上模外侧壁平齐,即可对安装孔封闭,令上模外侧壁连续且平滑,减少安装孔对冲压件的影响。
作为优选,所述安装孔与上模顶壁相通,所述安装孔内插入有蜗杆,两个所述蜗杆的螺纹旋向相反;所述蜗杆转动连接在滑块上,所述卸料轮一侧同轴连接有蜗轮,两个蜗轮与对应蜗杆配合连接;所述蜗杆上端从上模顶壁伸出,两个所述蜗杆均与驱动件的驱动轴之间连接弹性皮带;所述上模顶壁设置有驱动两个蜗杆相离或相向移动的驱动组件。
通过采用上述技术方案,启动驱动组件令两个蜗杆相离移动,带动两个滑块相离移动,令两个卸料轮移动至安装孔的孔口位置,令卸料轮与冲压件内侧壁相贴,再启动驱动件通过带动弹性皮带驱动两个蜗杆同时转动,两个蜗杆即可带动对应的蜗轮转动,由于两个蜗杆的螺纹旋向相反,两个蜗轮的转动反向相反,即可带动两个卸料轮反向并向下转动。蜗轮蜗杆的设置,以及弹性皮带的设置,令一个驱动件可同时驱动两个卸料轮转动,提高了驱动效率。
作为优选,所述驱动组件包括双头气缸和两个推拉杆,两个所述推拉杆分别连接在双头气缸两侧的伸缩轴上,两个所述推拉杆分别与对应蜗杆上端转动连接。
通过采用上述技术方案,启动双头气缸令两个推拉杆相离运动,两个推拉杆即可两个蜗杆相离移动,由于两个推拉杆分别与对应蜗杆的上端转动连接,从而推拉杆不会影响蜗杆的转动。
作为优选,所述蜗杆从上模顶壁伸出端的侧壁开设有环槽,所述推拉杆侧壁连接有固定球,所述固定球插入在对应的环槽内,所述环槽内侧壁的截面设置为与固定球适配的半球状,所述环槽槽口宽度小于固定球直径。
一般情况下,推拉杆与对应蜗杆的转动连接时通过蜗杆穿过推拉杆侧壁的套环实现,而套环内壁与蜗杆侧壁接触面积较大,蜗杆转动时与套环内壁之间的摩擦力较大,从而蜗杆转动时的阻力较大;通过采用上述技术方案,推料杆移动时,可在对应的固定球和环槽的配合下推动对应的蜗杆移动,固定球体积较小,与环槽内壁接触面积较小,蜗杆转动时固定球与环槽内壁之间的摩擦力较小,从而降低了蜗杆转动时的阻力。
综上所述,本申请包括以下至少一种有益技术效果:
1.该连续冲压装置可减少板材进行冲压时,操作人员的手动操作干预,从而设备可始终处于运行状态,不需要操作人员因取料放料而对设备进行的多次启停,从而提高了板材冲压的工作效率。
2.燕尾块和燕尾槽的配合,可减少下模模腔内壁与上模外侧壁之间压力不均的情况,提高冲压件折弯处的壁厚均匀性。
3.缓冲杆、缓冲槽和缓冲块的配合,可减少下模对上料盘的冲击,减少上料盘被冲击失衡的情况。
附图说明
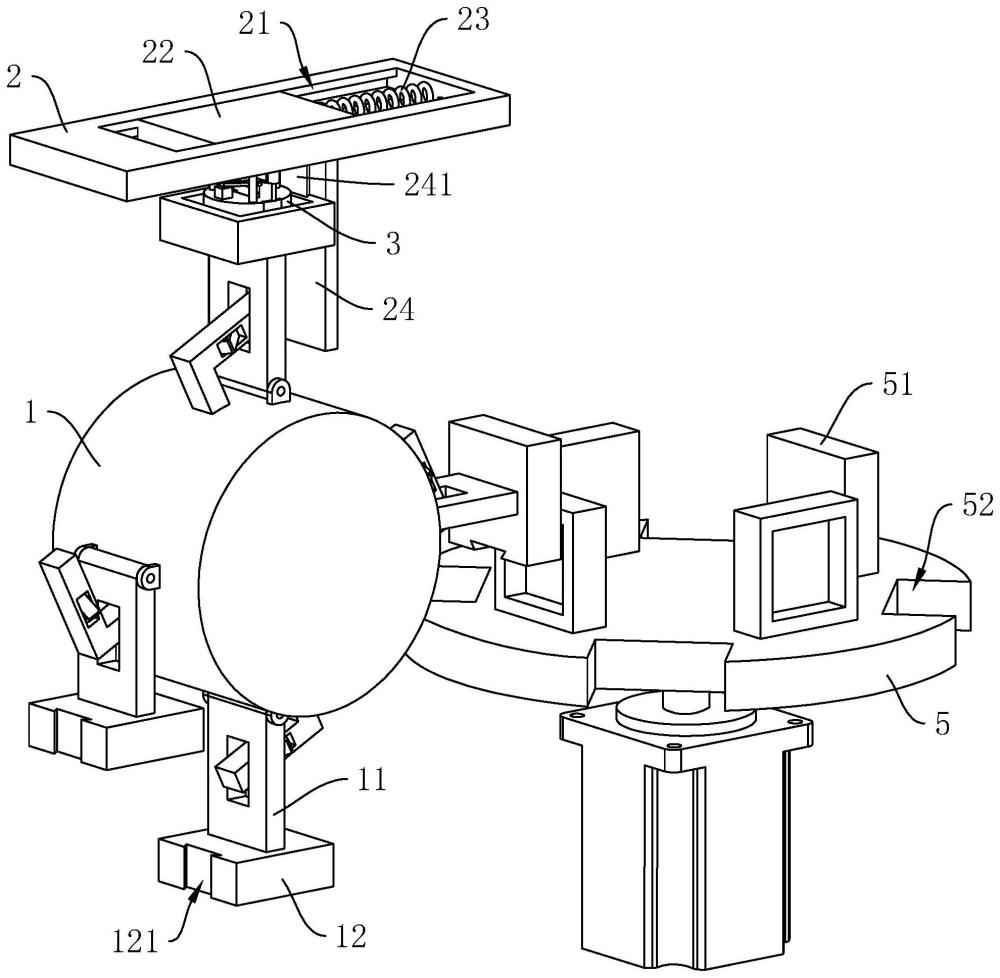
图1是本申请实施例中一种多工部连续冲压装置的结构示意图。
图2是本申请实施例用于体现缓冲杆和驱动杆位置关系的剖面示意图。
图3是本申请实施例用于体现双头气缸、推拉杆和蜗杆连接关系的截结构示意图。
图4是本申请实施例用于体现安装孔、滑块和卸料轮位置关系的剖面示意图。
图5是本申请实施例用于体现蜗轮、蜗杆和卸料轮位置关系的结构示意图。
附图标记说明:1、驱动辊;11、驱动杆;111、通槽;12、下模;121、燕尾槽;13、缓冲杆;131、缓冲槽;132、缓冲块;133、配重块;134、斜面壁;135、弧形槽;136、限位板;2、安装板;21、滑槽;22、滑移板;23、弹簧;24、侧板;241、燕尾块;25、驱动缸;3、上模;31、安装孔;32、封槽;321、封板;33、滑块;34、卸料轮;35、蜗杆;351、环槽;36、蜗轮;37、驱动件;371、弹性皮带;4、驱动组件;41、双头气缸;42、推拉杆;421、固定球;5、上料盘;51、上料部;52、让位口。
具体实施方式
以下结合附图1-5对本申请作进一步详细说明。
本申请实施例公开一种多工部连续冲压装置。参照图1,多工部连续冲压装置包括包括驱动辊1,驱动辊1可通过电机驱动转动,驱动辊1上方设置有安装板2,驱动辊1和安装板2均可连接在同一机床上。驱动辊1侧壁转动连接有四个驱动杆11,四个驱动杆11沿驱动辊1周向侧壁依次设置,驱动杆11远离驱动辊1一端连接有下模12,安装板2上开设有滑槽21,滑槽21沿安装板2长度方向开设,滑槽21内滑动连接有滑移板22,滑移板22底壁固定连接有上模3。
参照图1,滑移板22底壁固定连接有侧板24,侧板24位于上模3的一侧,滑移板22远离驱动辊1一侧固定连接弹簧23,弹簧23连接在滑移板22和滑槽21内壁之间;驱动辊1一侧设置用上料盘5,上料盘5可转动连接在机床上,上料盘5上连接有四个上料部51,上料部51为装有坯料板的槽体,上料部51开口方向朝向上料盘5外侧壁方向,上料盘5上还开设有四个让位口52,四个上料部51和四个让位口52均沿上料盘5周向均匀设置在上料盘5顶壁上,四个上料部51和四个让位口52相互交错设置。下模12上设置有气动吸附装置。
对板材进行冲压时,上料盘5转动带动一个上料部51与下模12位置对应,启动驱动辊1转动带动一个下模12转动搭在上料盘5顶壁上,下模12与上料部51开口对应,启动气动吸附装置将上料部51内的一个坯料板吸附在下模12外壁上,然后上料盘5转动令一个让位口52转动至该下模12位置,该下模12即在重力作用下向下转动脱离上料盘5,驱动辊1进一步转动带动吸附了坯料板的下模12转动至靠近安装板2位置。
随着驱动辊1的转动,吸附了坯料板的下模12被带动转动至驱动辊1水平方向的一侧时,下模12在重力作用下带动对应驱动杆11转动,下模12会转动与侧板24侧壁相贴,并令侧板24带动滑移板22移动压缩弹簧23,此时该下模12和驱动杆11沿竖直方向放置,此时启动驱动辊1反转,由于驱动杆11与驱动辊1转动连接,且下模12侧壁与侧板24侧壁相贴,驱动杆11会带动下模12沿竖直方向上移并沿水平方向移动,同时弹簧23弹力推动滑移板22令侧板24随着下模12的水平移动而移动,下模12上移过程中会与上模3配合,令上模3插入至下模12模腔中,即可对板材冲压,同时下模12的移动也可带动上模3平移,同时上模3对下模12限位,令下模12不会转动;驱动辊1转动带动该下模12至最高点后,即可完成板材冲压,此时驱动辊1带动下模12继续往初始方向转动,并推动侧板24对该下模12让位,直至该下模12与侧板24位置错开,该下模12即可配合上料盘5的转动进行下一次板材坯料的上料,驱动辊1也可转动带动后续吸附了板材坯料的下模12进行冲压,从而实现连续冲压。
参照图1,侧板24侧壁固定连接有燕尾块241,燕尾块241沿侧板24长度方向设置,四个下模12的侧壁均开设有燕尾槽121;下模12转动与侧壁侧壁相贴后,燕尾块241与对应的燕尾槽121对齐,驱动辊1转动带动下模12上移时,燕尾块241可相对移动插入燕尾槽121,从而下模12在燕尾块241和燕尾槽121的配合下带动滑移板22移动,令上模3随着下模12的平移而移动,减少了上模3需在下模12模腔内壁的限位作用下被带动移动的情况,减少了下模12模腔内壁与上模3外侧壁之间压力不均的情况,提高冲压件折弯处的壁厚均匀性。
参照图1和图2,驱动辊1侧壁连接有缓冲杆13,缓冲杆13侧壁开设缓冲槽131,缓冲槽131内转动连接有缓冲块132,缓冲块132一侧伸出缓冲槽131,缓冲块132位于缓冲槽131内的一侧设置配重块133,缓冲块132伸出缓冲槽131的一侧侧壁设置为两个相对的斜面壁134,斜面壁134由缓冲槽131外部向缓冲槽131内部方向倾斜,驱动杆11侧壁贯穿开设有通槽111,缓冲杆13穿过通槽111。配重块133的设置令缓冲块132与配种块的整体重心靠近缓冲块132位于缓冲槽131外部的一侧,从而令缓冲块132的两个斜面壁134可始终处于缓冲槽131外部。
参照图2,缓冲块132位于缓冲槽131内的一侧侧壁固定连接有限位板136,缓冲槽131内底壁开设有弧形槽135,限位板136插入在弧形槽135内并可沿弧形槽135长度方向移动。
完成冲压后的下模12向上料盘5方向转动时,会在重力作用下会上料盘5造成冲击,长时间使用后上料盘5易在多次冲击下出现失衡;缓冲块132的设置,下模12在重力作用下向上料盘5方向转动时,驱动杆11同步转动,驱动杆11转动令缓冲杆13在通槽111内相对滑移,驱动杆11转动至与缓冲块132的斜面壁134接触后,斜面壁134与驱动杆11侧壁之间的阻力会对驱动杆11转动时的速度进行降速,随后在斜面壁134的导向作用下推动缓冲块132转入缓冲槽131内即可进一步向上料盘5方向转动,缓冲块132可对下模12的冲击进行一次缓冲,减少作用在上料盘5上的冲击,减少失衡上料盘5被冲击失衡的情况。
驱动杆11移动越过缓冲块132位置后,缓冲块132又向缓冲槽131外部方向转动,,同时带动限位板136在弧形槽135内转动移动,限位板136转动至与弧形槽135内壁相贴后,缓冲块132停止转动。
参照图3、图4和图5,上模3两侧侧壁开设有安装孔31,安装孔31内滑动连接有滑块33,滑块33侧壁通过转轴转动连接有卸料轮34,卸料轮34靠近对应滑块33的一侧同轴连接有蜗轮36,滑块33侧壁还转动连接有蜗杆35,蜗杆35与对应蜗轮36啮合,滑块33与卸料轮34之间存在供蜗杆35和蜗轮36安装的间距。
参照图3和图4,安装孔31与上模3顶壁相通,两个蜗杆35穿过对应安装孔31从上模3顶壁伸出,两个蜗杆35的螺纹旋向相反;上模3顶壁设置有驱动件37,驱动件37为电机,两个蜗杆35均与驱动件37的驱动轴之间均连接弹性皮带371;上模3顶壁设置有驱动两个蜗杆35相离或相向移动的驱动组件4。
参照图3和图4,驱动组件4包括双头气缸41和两个推拉杆42,双头气缸41连接在上模3顶壁上,两个推拉杆42分别连接在双头气缸41两侧的伸缩轴上;推拉杆42侧壁连接有固定球421,蜗杆35从上模3顶壁伸出端的侧壁开设有环槽351,固定球421插入在对应环槽351内,环槽351槽口宽度小于固定球421直径,环槽351内侧壁的截面设置为与固定球421适配的半球状。
对一个板材冲压后,冲压件会包覆在上模3外侧壁上,此时启动双头气缸41令两个推拉杆42相离运动,两个推拉杆42在对应的固定球421和环槽351的配合下推动对应的蜗杆35移动,令两个蜗杆35相离移动,带动两个滑块33相离移动,令两个卸料轮34移动至安装孔31的孔口位置,令卸料轮34与冲压件内侧壁相贴,再启动驱动件37通过带动弹性皮带371驱动两个蜗杆35同时转动,两个蜗杆35即可带动对应的蜗轮36转动,由于两个蜗杆35的螺纹旋向相反,两个蜗轮36的转动反向相反,即可带动两个卸料轮34反向并向下转动,从而可令卸料轮34将包覆在上模3外侧壁上的冲压件从上模3上脱离下来,实现卸料。
参照图3和图4,上模3侧壁开设有两个封槽32,封槽32与上模3顶壁连通,所述封槽32分别与对应安装孔31等宽并连通,封槽32内插入有封板321,封板321为弧形板,封板321长度大于封槽32长度,滑移板22底壁连接有两个驱动缸25,驱动缸25为气缸,驱动缸25的伸缩杆与对应封板321连接。
对板材进行冲压时,双头气缸41启动将两个卸料轮34拉回安装孔31,驱动缸25启动驱动封板321沿封槽32下移并进一步插入安装孔31内,封板321外侧壁与上模3外侧壁平齐,即可对安装孔31封闭,令上模3外侧壁连续且平滑;需对冲压件卸料时,驱动缸25启动驱动封板321上移从安装孔31内移出,即可令卸料轮34对冲压件进行卸料。
本申请实施例一种多工部连续冲压装置的实施原理为:
对板材进行冲压时,上料盘5转动带动一个上料部51与下模12位置对应,启动驱动辊1转动带动一个下模12转动搭在上料盘5顶壁上,下模12与上料部51开口对应,启动气动吸附装置将上料部51内的一个坯料板吸附在下模12外壁上,然后上料盘5转动令一个让位口52转动至该下模12位置,该下模12即在重力作用下向下转动脱离上料盘5,驱动辊1进一步转动带动吸附了坯料板的下模12转动至靠近安装板2位置。
随着驱动辊1的转动,吸附了坯料板的下模12被带动转动至驱动辊1水平方向的一侧时,下模12在重力作用下带动对应驱动杆11转动,下模12会转动与侧板24侧壁相贴,并令侧板24带动滑移板22移动压缩弹簧23,此时该下模12和驱动杆11沿竖直方向放置,此时启动驱动辊1反转,由于驱动杆11与驱动辊1转动连接,且下模12侧壁与侧板24侧壁相贴,驱动杆11会带动下模12沿竖直方向上移并沿水平方向移动,同时弹簧23弹力推动滑移板22令侧板24随着下模12的水平移动而移动,下模12上移过程中会与上模3配合,令上模3插入至下模12模腔中,即可对板材冲压,同时下模12的移动也可带动上模3平移,同时上模3对下模12限位,令下模12不会转动;驱动辊1转动带动该下模12至最高点后,即可完成板材冲压,此时驱动辊1带动下模12继续往初始方向转动,并推动侧板24对该下模12让位,直至该下模12与侧板24位置错开,该下模12即可配合上料盘5的转动进行下一次板材坯料的上料,驱动辊1也可转动带动后续吸附了板材坯料的下模12进行冲压,从而实现连续冲压。
对一个板材冲压后,启动双头气缸41令两个卸料轮34移动至与冲压件内侧壁相贴,再启动驱动件37带动两个卸料轮34反向并向下转动,从而可令卸料轮34将包覆在上模3外侧壁上的冲压件从上模3上脱离下来,实现卸料。该连续冲压装置可减少板材进行冲压时,操作人员的手动操作干预,从而设备可始终处于运行状态,不需要操作人员因取料放料而对设备进行的多次启停,从而提高了板材冲压的工作效率。
以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
- 一种线路板的连续冲压装置
- 一种用于散热器的带状零件连续冲压装置
- 一种汽车配件加工用冲压装置及其冲压方法
- 一种型材冲压装置及其冲压加工方法
- 一种冲压稳定的冲压装置
- 一种采用无废料搭边连续模具进行连续冲压的冲压装置
- 一种可连续冲压的自动化冲压装置及冲压工艺