机械手表用擒纵轮热处理加工工艺
文献发布时间:2023-06-19 19:38:38
技术领域
本发明涉及手表加工技术领域,具体为机械手表用擒纵轮热处理加工工艺。
背景技术
机械通常可分为下列两种:手动上链及自动上链手表两种。这两款机械的动力来源皆是靠机芯内的发条为动力,带动齿轮进而推动表针,只是动力来源的方式有异。手表由表镜、表壳、表带、圈口、表盘、表针、表扣、表把、后盖、机芯、擒纵轮等基本部件组成,其中在生产擒纵轮的过程中,需要对擒纵轮进行热处理加工,由于擒纵轮的特殊性,在进行热处理加工的过程中,易使擒纵轮的应力进行集中,从而降低了擒纵轮的强度,缩短了擒纵轮的使用寿命。
发明内容
本发明的目的在于提供机械手表用擒纵轮热处理加工工艺,以解决上述背景技术中提出的问题。
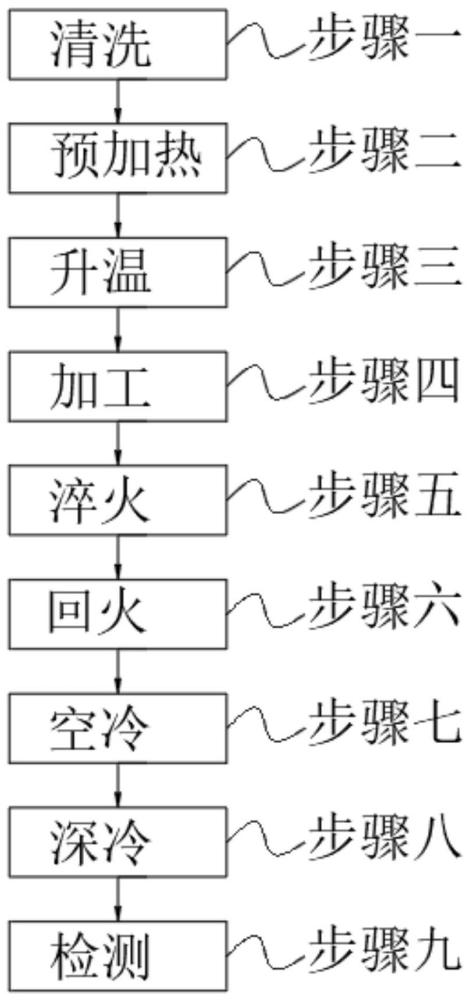
为实现上述目的,本发明提供如下技术方案:机械手表用擒纵轮热处理加工工艺,包括以下步骤:步骤一,清洗;步骤二,预加热;步骤三,升温;步骤四,加工;步骤五,淬火;步骤六,回火;步骤七,空冷;步骤八,深冷;步骤九,检测;
其中在上述步骤一中,将采用42CrMo材质粗加工成的半成品擒纵轮放置在超声波清洗装置中,利用超声波原理对半成品擒纵轮的表面残留的杂质进行清除处理,且清除完成后,取出半成品擒纵轮,然后将半成品擒纵轮均匀的放置在沥水盘中,将放置有半成品擒纵轮的沥水盘放置在干燥的干燥房间中进行沥水干燥处理;
其中在上述步骤二中,将步骤一中处理后的半成品擒纵轮放置在加热炉中进行预加热处理,且预加热的温度为230-250℃,并且通入二氧化碳作为保护气体,且保温5-6小时;
其中在上述步骤三中,将加热炉中的温度升温至870-900℃,并且保温时间为1小时,随后进行空冷至室温处理;
其中在上述步骤四中,将步骤三中冷却至室温的半成品擒纵轮进行半精加工处理,同时进行制齿处理;
其中在上述步骤五中,将步骤四中制齿后的擒纵轮放置在加热炉中进行第一次的加热处理,且第一次的加热温度为840℃,并且保温1小时;
其中在上述步骤六中,将擒纵轮放置在加热炉中进行回火处理;
其中在上述步骤七中,将擒纵轮放置在加热炉中进行二加热处理,且二加热炉中的加热温度为900℃,并且保温35s,随后立即放置在淬火油中进行淬火冷却处理;
其中在上述步骤八中,将空冷至室温的擒纵轮浸入在液氮中进行深冷处理,待内外温度均匀后,再迅速用热蒸汽喷射处理,通过急冷与急热产生的相反热应力,抵消产生的部分应力;
其中在上述步骤九中,将步骤八中处理后的擒纵轮进行精加工处理得到所需尺寸的擒纵轮即可,随后将得到的擒纵轮进行检测、包装即可。
优选的,所述步骤一中,沥水盘上开设有沥水孔,同时沥水孔的直径为半成品擒纵轮外圆直径的二分之一,且干燥房间中的干燥温度为35-40℃,当半成品擒纵轮表面无水分残留后即可进行下一步的工序。
优选的,所述步骤二中,在预加热处理前,需对半成品擒纵轮进行酸洗处理。
优选的,所述步骤五中,保温后的擒纵轮从加热炉中取出,立即放置在淬火油中进行淬火冷却处理,并且淬火冷却处理时间为50-60min。
优选的,所述步骤六中,加热炉中的温度调节至450-500℃,随后再以每小时80-90℃的降温速度保温冷却6-7小时,最后出炉空冷至室温即可。
优选的,所述步骤七中,冷却至室温后,将擒纵轮放置在加热炉中进行加热回火处理,并且将擒纵轮在150-180℃的温度下保温3h,随后将保温后的擒纵轮空冷至室温即可。
与现有技术相比,本发明的有益效果是:该机械手表用擒纵轮热处理加工工艺,在进行精加工前,对擒纵轮进行深冷处理,从而消除擒纵轮产生的应力,进而提高了擒纵轮的强度,同时在精加工的过程中,提高了加工稳定性,不仅提高了擒纵轮的品质,同时还延迟了该擒纵轮的使用寿命。
附图说明
图1为本发明的工艺流程图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1,本发明提供的一种实施例:机械手表用擒纵轮热处理加工工艺,包括以下步骤:步骤一,清洗;步骤二,预加热;步骤三,升温;步骤四,加工;步骤五,淬火;步骤六,回火;步骤七,空冷;步骤八,深冷;步骤九,检测;
其中在上述步骤一中,将采用42CrMo材质粗加工成的半成品擒纵轮放置在超声波清洗装置中,利用超声波原理对半成品擒纵轮的表面残留的杂质进行清除处理,且清除完成后,取出半成品擒纵轮,然后将半成品擒纵轮均匀的放置在沥水盘中,将放置有半成品擒纵轮的沥水盘放置在干燥的干燥房间中进行沥水干燥处理,沥水盘上开设有沥水孔,同时沥水孔的直径为半成品擒纵轮外圆直径的二分之一,且干燥房间中的干燥温度为35-40℃,当半成品擒纵轮表面无水分残留后即可进行下一步的工序;
其中在上述步骤二中,将步骤一中处理后的半成品擒纵轮放置在加热炉中进行预加热处理,且预加热的温度为230-250℃,并且通入二氧化碳作为保护气体,且保温5-6小时,且在预加热处理前,需对半成品擒纵轮进行酸洗处理;
其中在上述步骤三中,将加热炉中的温度升温至870-900℃,并且保温时间为1小时,随后进行空冷至室温处理;
其中在上述步骤四中,将步骤三中冷却至室温的半成品擒纵轮进行半精加工处理,同时进行制齿处理;
其中在上述步骤五中,将步骤四中制齿后的擒纵轮放置在加热炉中进行第一次的加热处理,且第一次的加热温度为840℃,并且保温1小时,随后将保温后的擒纵轮从加热炉中取出,立即放置在淬火油中进行淬火冷却处理,并且淬火冷却处理时间为50-60min;
其中在上述步骤六中,将擒纵轮放置在加热炉中进行回火处理,且此时加热炉中的温度调节至450-500℃,随后再以每小时80-90℃的降温速度保温冷却6-7小时,最后出炉空冷至室温即可;
其中在上述步骤七中,将擒纵轮放置在加热炉中进行二加热处理,且二加热炉中的加热温度为900℃,并且保温35s,随后立即放置在淬火油中进行淬火冷却处理,当冷却至室温后,将擒纵轮放置在加热炉中进行加热回火处理,并且将擒纵轮在150-180℃的温度下保温3h,随后将保温后的擒纵轮空冷至室温即可;
其中在上述步骤八中,将空冷至室温的擒纵轮浸入在液氮中进行深冷处理,待内外温度均匀后,再迅速用热蒸汽喷射处理,通过急冷与急热产生的相反热应力,抵消产生的部分应力;
其中在上述步骤九中,将步骤八中处理后的擒纵轮进行精加工处理得到所需尺寸的擒纵轮即可,随后将得到的擒纵轮进行检测、包装即可。
基于上述,本发明的优点在于,该发明使用时,通过对处于加工生产过程中的擒纵轮进行热处理,并且进行深冷处理,有效的去除了擒纵轮内部的应力,在后续精加工生产的过程中,充分的降低了生产误差,当擒纵轮在机械手表中使用时,避免了由于齿牙不均匀导致齿牙发生偏摆的现象,从而降低了走时误差,同时降低了擒纵轮在工作过程中的磨损,延长了擒纵轮的使用寿命。
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
- 擒纵齿、具备该擒纵齿的擒纵轮、锚形擒纵器、机芯以及机械式钟表和转矩传递方法
- 擒纵齿、具备该擒纵齿的擒纵轮、锚形擒纵器、机芯以及机械式钟表和转矩传递方法