进料机构和覆铜陶瓷基板切割机
文献发布时间:2023-06-19 19:40:14
技术领域
本发明涉及覆铜陶瓷基板切割技术领域,特别涉及一种进料机构和覆铜陶瓷基板切割机。
背景技术
覆铜陶瓷基板是指铜箔在高温下直接键合到氧化铝或氮化铝陶瓷基片表面上的特殊工艺板,所制成的超薄复合基板具有优良的电绝缘性能,高导热特性,优异的软钎焊性和高的附着强度,并具有很大的载流能力。因此,陶瓷基板已成为大功率电力电子电路结构技术和互连技术的基础材料。
现有覆铜陶瓷基板切割机的进料机构大多将覆铜陶瓷基板堆叠放置,通过机械手臂或真空吸附等装置拿取覆铜陶瓷基板,进料过程中,两块邻近的覆铜陶瓷基板之间可能发生摩擦和剐蹭,由于覆铜陶瓷基板质地较脆弱,可能导致覆铜陶瓷基板无法使用,浪费材料,增加成本。
发明内容
本发明的主要目的是提供一种进料机构,应用于覆铜陶瓷基板切割机,旨在防止进料时覆铜陶瓷基板间发生摩擦和剐蹭,减少材料损耗,降低成本。
为实现上述目的,本发明提出的进料机构,包括基座、储料部件和取料部件,所述储料部件包括装载台、装载盒和第一驱动组件,所述装载台设于所述基座,所述装载盒具有一侧面开口的空腔,所述空腔内沿竖直方向间隔排布有多个隔板,一所述隔板上设有一所述覆铜陶瓷基板,所述装载盒设于所述装载台,所述第一驱动组件的驱动部驱动连接所述装载台,以使所述装载台于竖直方向做往复运动;所述取料部件包括取料台和第二驱动组件,所述取料台可活动设于所述基座,并位于所述装载盒的开口侧,所述取料台上设有取料部,所述第二驱动组件的驱动部驱动连接所述取料台,以使所述取料台的取料部在伸入所述装载盒内取料和远离所述装载盒的方向上做往复运动。
在本申请的一实施例中,每一所述隔板包括两个分体部,两所述分体部分别设于所述空腔相对的两腔壁,且两所述分体部在水平方向上具有间距;且/或,所述取料部为真空吸附结构。
在本申请的一实施例中,所述储料部件还包括夹紧气缸和夹紧块,所述夹紧气缸安装于所述装载台,所述夹紧气缸的驱动部驱动连接所述夹紧块靠近或远离所述装载台运动,以将所述装载盒夹持于所述装载台。
在本申请的一实施例中,所述储料部件还包括立板,所述立板的一端与所述装载台连接,所述夹紧气缸安装于所述立板的另一端,所述第一驱动组件的驱动部驱动连接所述立板,以带动所述装载台与竖直方向上做往复运动;所述立板靠近所述装载盒的表面还设有导向块,所述导向块的表面抵接于所述装载盒的侧面。
在本申请的一实施例中,所述装载台设置有限位部,所述装载盒的一端设有限位卡槽,所述限位卡槽与所述限位部卡固。
在本申请的一实施例中,所述装载盒与所述装载台可拆卸连接,所述装载台设置有感应部,用于检测所述装载盒的位置;且/或,所述取料台还设有检测装置,用以检测所述取料台与所述覆铜陶瓷基板是否抵接。
在本申请的一实施例中,所述进料机构包括两所述储料部件,两所述储料部件并排以所述装载盒为轴对称设置;所述取料部件还包括第三驱动组件,所述第三驱动组件的驱动部驱动连接所述第二驱动组件,以使所述第二驱动组件在两所述储料部件间往复运动。
在本申请的一实施例中,所述进料机构还包括装载盒托架,所述装载盒托架设于所述基座,并位于所述储料部件的一侧,所述装载盒托架背离所述装载盒的侧面开口设置。
本发明还提出一种覆铜陶瓷基板切割机,包括进料机构和切割机构,所述进料机构为如上所述的进料机构,所述储料部件设于所述基座的一边,所述取料部件用于将所述覆铜陶瓷基板运送至所述切割机构;所述切割机构设于所述基座,用于切割所述覆铜陶瓷基板。
在本申请的一实施例中,所述覆铜陶瓷基板切割机还包括出料机构,所述出料机构与所述进料机构的结构相同,两者以所述切割机构为轴对称设置于所述基座,用于从所述切割机构取下加工后的所述覆铜陶瓷基板。
本发明技术方案公开了一种进料机构,应用于覆铜陶瓷基板切割机,工作人员先将覆铜陶瓷基板从装载盒的开口一一插入放置于隔板上,取料台在第二驱动组件的驱动下,从装载盒的开口伸入装载盒,待取料台全部伸入装载盒后,第一驱动组件驱动装载台竖直方向移动,进而带动装载盒竖直方向移动,使取料部与覆铜陶瓷基板抵接,第二驱动组件驱动取料台远离装载盒,取料部跟随取料台一同运动,将覆铜陶瓷基板从装载盒中取出,完成整个进料过程。本发明技术方案通过采用带有多个隔板的装载盒盛放覆铜陶瓷基板,将多个覆铜陶瓷基板间隔开来,从而在取料时,取料台可仅带动其中一个,有效防止在进料过程中覆铜陶瓷基板间发生摩擦和剐蹭,减少材料损耗,降低成本。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
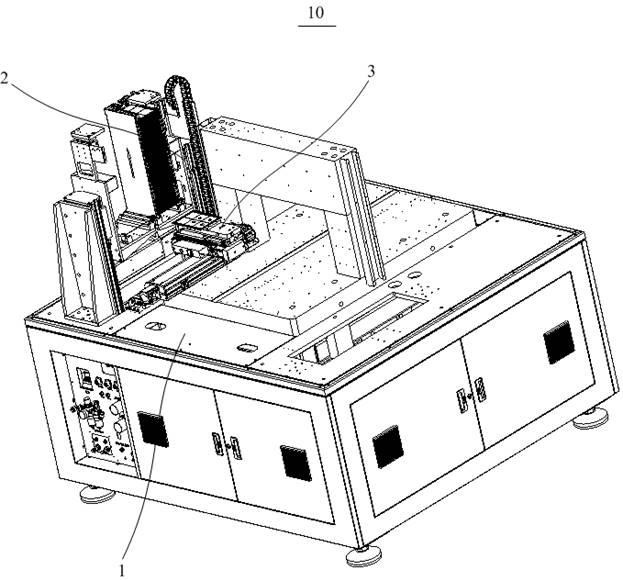
图1为本发明进料机构一实施例的结构示意图;
图2为图1所示进料机构中的储料部件一实施例的结构示意图;
图3为图1所示进料机构中的取料部件一实施例的结构示意图;
图4为本发明覆铜陶瓷基板切割机一实施例的结构示意图。
附图标号说明:
本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
需要说明,本发明实施例中所有方向性指示(诸如上、下、左、右、前、后……)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
另外,在本发明中涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
现有覆铜陶瓷基板切割机的进料机构大多将覆铜陶瓷基板堆叠放置,通过机械手臂或真空吸附等装置拿取覆铜陶瓷基板,进料过程中,两块邻近的覆铜陶瓷基板之间可能发生摩擦和剐蹭,由于覆铜陶瓷基板质地较脆弱,可能导致覆铜陶瓷基板无法使用,浪费材料,增加成本。因此,本发明提出一种进料机构,应用于覆铜陶瓷基板切割机,旨在防止进料过程中覆铜陶瓷基板间发生摩擦和剐蹭,减少材料损耗,降低成本。
请参看图1至图3,本发明提出一种进料机构10,包括基座1、储料部件2和取料部件3,储料部件2包括装载台21、装载盒22和第一驱动组件23,装载台21设于基座1,装载盒22具有一侧面开口的空腔,空腔内沿竖直方向间隔排布有多个隔板221,一隔板221上设有一覆铜陶瓷基板(未图示),装载盒22设于装载台21,第一驱动组件23的驱动部驱动连接装载台21,以使装载台21于竖直方向做往复运动;取料部件3包括取料台31和第二驱动组件32,取料台31可活动设于基座1,并位于装载盒22的开口侧,取料台31上设有取料部311,第二驱动组件32的驱动部驱动连接取料台31,以使取料台31的取料部311在伸入装载盒22内取料和远离装载盒22的方向上做往复运动。
本实施例中,装载盒22与装载台21可以是一体设置,也可以是分体设置,通过螺钉连接、卡扣连接或者装载盒22直接放置在装在台上的方式连接,在此不做具体要求。装载盒22可以采用塑料材质,主要因为塑料材质质地较软,且具有一定的自润滑性,不会刮坏覆铜陶瓷基板,同时,塑料材质质量轻便,结实耐用,便于工作人员搬运,节省人力。当然,于其他实施例中,装载盒22也可以采用其他材质,例如硬质橡胶等。隔板221可以是形状与装载盒22的空腔横截面相同的分隔板221,也可以是设于两相对的腔壁的两凸台,两凸台共同承托一覆铜陶瓷基板,在此不做具体要求。第一驱动组件23可以是滚珠丝杆运动平台,运动平稳,响应速度快。当然,于其他实施例中,也可以采用其他驱动组件,例如直线电机、步进电机或齿轮链条等方式驱动装载台21。取料部311可以是真空吸附结构,包括真空发生器和若干吸嘴,用于吸附覆铜陶瓷基板,以将其从装载盒22中取出。可以理解的是,在其他实施例中,取料部311也可以是设于取料台31靠近装载盒22的一端的一挡条,当取料台31上表面与覆铜陶瓷基板接触时,挡条插入装载盒22与覆铜陶瓷基板的间隙,当取料台31向远离装载盒22方向运动时,挡条推动覆铜陶瓷基板连同取料台31一其运动,以实现将覆铜陶瓷基板从装载盒22中取出,完成进料。第二驱动组件32可以是滚珠丝杆运动平台,运动平稳,响应速度快。当然,于其他实施例中,也可以采用其他驱动组件,例如直线电机、步进电机或齿轮链条等方式驱动装载台21。
本发明技术方案公开了一种进料机构10,应用于覆铜陶瓷基板切割机100,工作人员先将覆铜陶瓷基板从装载盒22的开口一一插入放置于隔板221上,取料台31在第二驱动组件32的驱动下,从装载盒22的开口伸入装载盒22,待取料台31全部伸入装载盒22后,第一驱动组件23驱动装载台21竖直方向移动,进而带动装载盒22竖直方向移动,使取料部311与覆铜陶瓷基板抵接,第二驱动组件32驱动取料台31远离装载盒22,取料部311跟随取料台31一同运动,将覆铜陶瓷基板从装载盒22中取出,完成整个进料过程。本发明技术方案通过采用带有多个隔板221的装载盒22盛放覆铜陶瓷基板,将多个覆铜陶瓷基板间隔开来,从而在取料时,取料台31可仅带动其中一个,有效防止在进料过程中覆铜陶瓷基板间发生摩擦和剐蹭,减少材料损耗,降低成本。
如图2和图3所示,在本申请的一实施例中,每一隔板221包括两个分体部2211,两分体部2211分别设于空腔相对的两腔壁,且两分体部2211在水平方向上具有间距;且/或,取料部311为真空吸附结构(未图示)。
本实施例中,一隔板221包括两个设于空腔的相对两腔壁的分体部2211,分体部2211为凸设与腔壁的凸台,两分体部2211共同承托一覆铜陶瓷基板,两分体部2211之间预留有供取料部311通过的距离,取料部311可从装载盒22的下方进入,沿着空腔相对于装载盒22向上运动,好处是每两相邻隔板221间无需预留出供取料部311伸入的空间,一定长度的装载盒22可以设置更多层隔板221,即可以同时放置更多块的覆铜陶瓷基板,减少更换装载盒22的时间,优化工作节奏,提高加工效率。
于一示例中,取料部311为真空吸附结构,包括真空发生器和多个吸嘴,真空发生器为市面常见的型号与规格,在此不做具体要求。吸嘴为橡胶材质,进一步防止进料时划伤覆铜陶瓷基板。在需要进料的时候,取料部311跟着取料台31在第二驱动组件32的驱动下伸入装载盒22,装载台21带着装载盒22在第一驱动组件第一驱动组件23的驱动下向下运动,使吸嘴抵接覆铜陶瓷基板,真空发生器开始启动,在吸嘴处形成负压,覆铜陶瓷基板被吸附在吸嘴上,随着取料台31在第二驱动组件32的驱动下远离装载盒22。
请参看图2,在本申请的一实施例中,储料部件2还包括夹紧气缸24和夹紧块24,夹紧气缸24安装于装载台21,夹紧气缸24的驱动部驱动连接夹紧块24靠近或远离装载台21运动,以将装载盒22夹持于装载台21。
本实施例中,在装载台21上设置夹紧气缸24,夹紧气缸24的驱动部驱动连接夹紧块24,当装载盒22放置于装载台21上后,夹紧气缸24驱动夹紧块24靠近装载台21运动,将装载盒22夹持固定在装载台21上,防止装载盒22在运动过程中发生倾倒。当装载盒22中盛放的覆铜陶瓷基板全部取出后,夹紧气缸24驱动夹紧块24远离装载台21运动,松开装载盒22,便于工作人员将空的装载盒22卸下。为防止夹紧块24材质过硬夹坏装载盒22,夹紧块24可以采用硬质橡胶或者记忆橡胶等材质。当然,于其他实施例中,也可以采用其他驱动设备,例如直线电机、步进电机或滚珠丝杆运动平台等驱动夹紧块24。夹紧气缸24与装载台21之间可以通过立板26或者立柱连接,夹紧气缸24和装载台21分别设置于立板26或立柱两端,在此不作具体要求。
请再次参看图2,在本申请的一实施例中,储料部件2还包括立板26,立板26的一端与装载台21连接,夹紧气缸24安装于立板26的另一端,第一驱动组件23的驱动部驱动连接立板26,以带动装载台21与竖直方向上做往复运动;立板26靠近装载盒22的表面还设有导向块261,导向块261的表面抵接于装载盒22的侧面。
本实施例中,采用立板26连接装载台21和夹紧气缸24,连接更加稳定,运动过程更加平稳,第一驱动组件23的驱动部与立板26通过螺钉可拆卸连接,便于安装与后续维护更换,第一驱动组件23驱动立板26,进而驱动装载台21和夹紧气缸24一同在竖直方向往复运动。在立板26中部设置有导向块261,导向块261在装载盒22进入方向边沿设有倒角,便于工作人员推动装载盒22。当装载盒22设置在装载台21上时,导向块261表面抵接装载盒22,进一步防止装载盒22发生倾倒。
如图2所示,在本申请的一实施例中,装载台21设置有限位部211,装载盒22的一端设有限位卡槽222,限位卡槽222与限位部211卡固。
本实施例中,装载台21上设置有限位部211,限位部211为一凸设于装载台21表面的限位块,装载盒22端面设有与限位部211配合的限位卡槽222,限位块卡设于限位卡槽222,限位块能沿限位卡槽222延伸方向运动。限位块在限位卡槽222延伸方向的两端设有倒角,便于限位块进出限位卡槽222。当然,于其他实施例中,也可以采用其他方式来固定装载盒22和装载台21,例如卡扣连接等方式。
请再次参看图2和图3,在本申请的一实施例中,装载盒22与装载台21可拆卸连接,装载台21设置有感应部212,用于检测装载盒22的位置;且/或,取料台31还设有检测装置(未图示),用以检测取料台31与覆铜陶瓷基板是否抵接。
本实施例中,装载盒22和装载台21可拆卸连接,一装载台21可以配置多个装载盒22,装载盒22和装载台21间可以通过螺钉连接、卡扣连接或者直接放置,在此不做具体要求。感应部212设置于靠近装载盒22开口的一端,能检测装载盒22在装载台21上的放置是否到位,无需工作人员耗费时间查看,提高工作效率。于一示例中,感应部212可以是光电传感器,包括光发射器和接收器,当装载盒22放置到位时,装载盒22阻挡接收器接收光线,可以根据接收器是否接收到光信号来判断装载盒22是否放置到位。可以理解的是,于其他示例中,可以采用其他感应装置,例如位移传感器等,通过检测装载盒22的开口与装载台21边沿的距离,来判断装载盒22是否放置到位。
于一示例中,取料台31上设置有检测装置,当检测到取料台31与覆铜陶瓷基板抵接后,真空吸附结构开始工作,将覆铜陶瓷基板吸附在取料台31上,第二驱动组件32驱动取料台31远离装载盒22,将覆铜陶瓷基板从装载盒22中取出,完成进料。检测装置可以是位移传感器,通过检测上料台上表面与覆铜陶瓷基板的距离,来判断是否抵接,也可以是其他感应器,例如压力传感器,通过检测覆铜陶瓷基板对上料台上表面的压力,来判断是否抵接,可根据实际使用场景具体选择,在此不做具体要求。
如图2和图3所示,在本申请的一实施例中,进料机构10包括两储料部件2,两储料部件2并排以装载盒22为轴对称设置;取料部件3还包括第三驱动组件33,第三驱动组件33的驱动部驱动连接第二驱动组件32,以使第二驱动组件32在两储料部件2间往复运动。
本实施例中,以装载盒22为轴对称并排设置两储料部件2,两储料部件2的装载盒22开口朝向同一方向,同时,设置第三驱动组件33驱动连接第二驱动组件32,取料台31在第二驱动组件32和第三驱动组件33的共同作用下可做平面二维运动,先从一储料部件2取料,再从另一储料部件2取料,可以延长更换装载盒22的间隔时间,使工作人员有充分时间准备备用装载盒22或处理其他工作事项,工作节奏更加合理,提升工作效率。当然,与其他实施例中,在空间允许的情况下也可以设置多于两个储料部件2。第三驱动组件33可以是滚珠丝杆运动平台,也可以是直线电机、步进电机、齿轮链条等驱动装置,在此不做具体要求。
请再次参见图2,在本申请的一实施例中,进料机构10还包括装载盒托架27,装载盒托架27设于基座1,并位于储料部件2的一侧,装载盒托架27背离装载盒22的侧面开口设置。
本实施例中,在邻近储料部件2的位置设有装载盒托架27,工作人员可以将装配有待加工覆铜陶瓷基板的备用装载盒22放置于装载盒托架27上,等到储料部件2的装载盒22内的覆铜陶瓷基板全部取出加工后,直接将置于装载盒托架27上的备用装载盒22与空的装载盒22交换,减少覆铜陶瓷基板切割机100的等待时间,优化加工节奏,提升加工效率。于一示例中,装载盒托架27与装载台21两边设有挡条,当二者高度一致对齐时,形成通道可将装载盒22从装载盒托架27推送至装载台21上,省时省力,提升工作效率。
请参见图4,本发明还提出一种覆铜陶瓷基板切割机100,该覆铜陶瓷基板切割机100包括进料机构10和切割机构20,该进料机构10的具体结构参照上述实施例,由于本覆铜陶瓷基板切割机100采用了上述所有实施例的全部技术方案,因此至少具有上述实施例的技术方案所带来的所有有益效果,在此不再一一赘述。其中,进料机构10为如上所述的进料机构10,储料部件2设于基座1的一边,取料部件3用于将覆铜陶瓷基板运送至切割机构20;切割机构20设于基座1,用于切割覆铜陶瓷基板。
本实施例中,采用上述进料机构10的覆铜陶瓷基板切割机100,在实现自动进料的同时,可以避免覆铜陶瓷基板间发生摩擦和剐蹭,减少材料损耗,降低成本。进料机构10将覆铜陶瓷基板从装载盒22中取出,运送至切割机构20位置,切割机构20用于加工覆铜陶瓷基板。
如图4所示,在本申请的一实施例中,覆铜陶瓷基板切割机100还包括出料机构30,出料机构30与进料机构10的结构相同,两者以切割机构20为轴对称设置于基座1,用于从切割机构20取下加工后的覆铜陶瓷基板。
本实施例中,设有与进料机构10结构相同的出料机构30,实现自动送料,将覆铜陶瓷基板从切割机构20运送到装载盒22,从装载盒22的开口伸入装载盒22,使隔板221承托覆铜陶瓷基板,第一驱动组件23驱动装载台21向上运动,第二驱动组件32驱动下料台远离装载盒22,完成出料。
以上所述仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是在本发明的发明构思下,利用本发明说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本发明的专利保护范围内。
- 覆铜陶瓷基板切割机
- 用于覆铜陶瓷基板的激光切割机工作台