一种工装夹持治具及其使用方法
文献发布时间:2024-01-17 01:21:27
技术领域
本发明涉及金属加工领域,具体是一种工装夹持治具及其使用方法。
背景技术
在金属工件焊接时,会遇到将两个不同直径的圆柱工件焊接一起,且需要同轴焊接,目前对于该种情况,一些师傅会通过使用车床夹持两个工件,相互靠近,并做最后的焊接,但是该方式使用受到限制,一些机械生产车间,需要将两根不同直径的钢筋焊接一起,此时的车床不能适用;一些有经验的师傅,通过使用垫块,垫高直径较小的工件,使得两个工件置于同轴同心的状态,此时也有缺陷,对于钢筋这样实心的工件,只需要将较小直径的工件完全贴附在较大直径钢筋端面上即可,但是对于管状的工件焊接时,管壁较薄,倘若再使用垫块找轴心,管件对接点依旧有缝隙,焊接时,缝隙点焊接较为困难,容易产生虚焊,管件焊接点不严实。
因此,针对上述问题提出一种工装夹持治具及其使用方法。
发明内容
为了弥补现有技术的不足,解决背景技术中所提出的至少一个技术问题。
本发明解决其技术问题所采用的技术方案是:本发明所述的一种工装夹持治具,包括底板,底板上中间位置设有导向槽,导向槽内转动连接有丝杆,丝杆对半设置,没半个丝杆的外端各固接一个电机的输出端,丝杆上传动连接有矩形架,矩形架滑动连接导向槽内,矩形架上设有夹持单元;所述夹持单元包括板体,板体上表面前后两侧设有U形状的架体,架体的两端固接在板体上架体的竖直部位上开设条形孔,架体内水平设有上下对称的夹板,夹板的两侧固接有衔接板,衔接板的两侧固接有导向块,导向块上下滑动连接在条形孔;所述衔接板上对称螺纹转动连接有螺杆,螺杆上的螺纹对半设置,两部分螺栓螺纹相反设置,螺杆的一端转动连接在板体上,螺杆的另一端贯穿架体的上端面;本发明设计的工装夹持治具具体操作时,将两个工件的端部分别置于相邻两个的夹持板之间,然后转动螺杆,螺杆下推上方的夹板,并同时上推下方的夹板,即,相邻两个夹板同步相对靠近,并将工件夹持稳定,此时的两个工件同轴同心,然后驱动电机,丝杆转动,矩形架带动两个工件相互靠近,且两个电机独立控制,使得两端工件的端部能够灵活贴附一起,之后继续点焊,点焊之后,松弛夹板,将工件取下,之后作最后的环形焊接;该治具不仅仅适用于圆形状的工件,同样也适应于矩形管,均可将两工件同心设置;该治具中的相邻两个夹板,上下同步移动,使得工件能够快速同心同轴,可使得管工件在焊接时,降低虚焊可能性,提高焊接质量,同时对于实心的工件焊接,提高两个工件同心同轴度,有助于焊接强度的提升。
优选的,所述螺杆的上端固接有从动齿,相邻两个从动齿之间啮合有主动齿,主动齿转动连接在架体上端面中间位置,主动齿上端面固接有六棱柱;在控制上下相邻两个夹板时,需要对每个螺杆进行旋转,操作较为繁琐,为此设置来的从动齿和主动齿,以及配合六棱柱;使用扳手转动六棱柱,六棱柱通过主动齿驱动从动齿转动,此时螺杆也就发生转动,且该设计,能够降低节省一半的紧固或者松弛时间,对于提高加工效率来讲,具有明显的效果。
优选的,所述主动齿与六棱柱之间设有盘体,盘体的外圈开设多个卡口;所述架体上端外侧中间位置固接有弹性板,弹性板竖直向上延伸,并倾斜向外设置;通过弹性板,在主动齿不转动的情况下,弹性板嵌入在卡口内,将盘体固定住,同时也是对主动齿进行稳固,以防止在对工件预先点焊时,工件上未被夹板夹持的部位因外界干扰产生振动,该振动传递到夹板上,导致夹板松弛,螺杆转动,设置弹性板,则可以将螺杆稳定住,也是将夹板对工件的力稳定住。
优选的,所述底板的一侧设有打磨单元;所述打磨单元包括支撑架,支撑架转动连接在底板,支撑架转动连接有液压缸的输出端,液压缸的缸体转动连接在底板上,支撑架上端固接有衔接块,衔接块的端部延伸至两个板体之间,衔接块端部开设转孔,衔接块的端部设有圆柱状的打磨块,打磨块的两端开设圆台状的凹槽,打磨块的中间位置开设环形状的凹口,凹口位置的实体部分转动连接在转孔内,凹口两端开设环形状的凹部;所述支撑架上固接有马达,输出端固接有皮带轮,皮带轮与凹部之间套设有皮带;像钢筋的端部,有些是通过液压钳剪短,断开口不平整,或者是管工件通过切割机其切断,断开口周边有毛刺,这些均会影响到点焊效率,为此设置打磨单元,在需要对工件打磨时,驱动液压缸,液压缸收缩,带动支撑架摆动,使得打磨块置于两个工件的端部之间,然后进行推动矩形架移动,工件的端部逐渐置于凹槽内,同时驱动马达,皮带轮配合皮带电动打磨块转动,凹槽内的打磨颗粒对工件的端部进行打磨,将其打磨圆滑平整,有助于点焊牢固;同时根据工件直径大小,独立控制电机旋转,控制每个工件进给速度,保证对工件的平稳打磨。
优选的,所述凹槽内表面开设多个排屑孔,排屑孔贯穿至打磨块外表面;打磨时工件产生的碎屑,若碎屑不能及时排出,碎屑将影响工件与凹槽内表面打磨颗粒的接触,为此在凹槽位置开设排屑孔,打磨产生的碎屑在离心力下,能够沿着排屑孔快速排离,使得凹槽内表面的打磨颗粒充分与工件接触。
优选的,所述支撑架上端前侧固接有导料板,导料板倾斜的端部倾斜向下设置,且导料板位于打磨块的下方;打磨产生的碎屑直接掉落,下方便是导向槽,碎屑堵塞矩形架滑动,为此设置了导料板,打磨产生的碎屑直接掉落在导料板上,同时导料板倾斜的设置,使得碎屑能够排离该治具。
优选的,所述导向槽的两侧对称设有导轨;所述矩形架下半部位垂直固接有轴体,轴体的两端两端转动连接轮体,轮体滚动连接在导轨内;通过设置轮体,将矩形架作进一步稳固,以抵抗工件对该矩形架的挤压力,使得矩形架能够平稳移动在导向槽。
优选的,所述底板的两端向上垂直固接有过渡板,过渡板上端中间位置开设通槽,通槽内设有上下滑动的弧形板,弧形板的下表面固接有导向杆,导向杆滑动贯穿通槽内底面,且导向杆上套设有压簧;工件预先架设在弧形板,之后插入相邻两个夹板之间,增大工件被治具支撑长度,提高工件在治具上稳定性。
优选的,所述支撑架的后侧设有限位板,限位板固接在底板上,限位板的斜坡与支撑架相对设置;在工件的端部被打磨后,驱动液压缸的输出端向外延伸,支撑架向外摆动,并贴附在限位板,将支撑架的整体重力支撑住,是对液压缸的保护。
一种工装夹持治具的使用方法,该使用方法适应于上述一种工装夹持治具,该使用方法包括以下步骤:
S1:将两个杆状的工件方便贯穿至夹板之间,旋转六棱柱,相邻的两个夹板相互靠近,并将工件夹持稳定住;丝杆对半设置,丝杆的外端均固接有电机,电机转动,丝杆推动两个矩形架相互靠近;
S2:在矩形架靠近的同时,驱动液压缸,带动支撑架转动,使打磨块只有两个工件之间,继续推进矩形架,马达转动,带动打磨块转动,工件的端部缓慢伸入凹槽内,进行打磨处理;
S3:打磨结束后,矩形架继续推进,直至两个工件的端部贴附一起,然后进行焊接,预先在工件的端部点焊,将两个工件焊接稳定住,之后将整个工件取下,进行最后的绕圈焊接。
本发明的有益之处在于:
1.该治具中的相邻两个夹板,上下同步移动,使得工件能够快速同心同轴,可使得管工件在焊接时,降低虚焊可能性,提高焊接质量,同时对于实心的工件焊接,提高两个工件同心同轴度,有助于焊接强度的提升;
2.推动矩形架移动,工件的端部逐渐置于凹槽内,同时驱动马达,皮带轮配合皮带电动打磨块转动,凹槽内的打磨颗粒对工件的端部进行打磨,将其打磨圆滑平整,有助于点焊牢固;同时根据工件直径大小,独立控制电机旋转,控制每个工件进给速度,保证对工件的平稳打磨。
附图说明
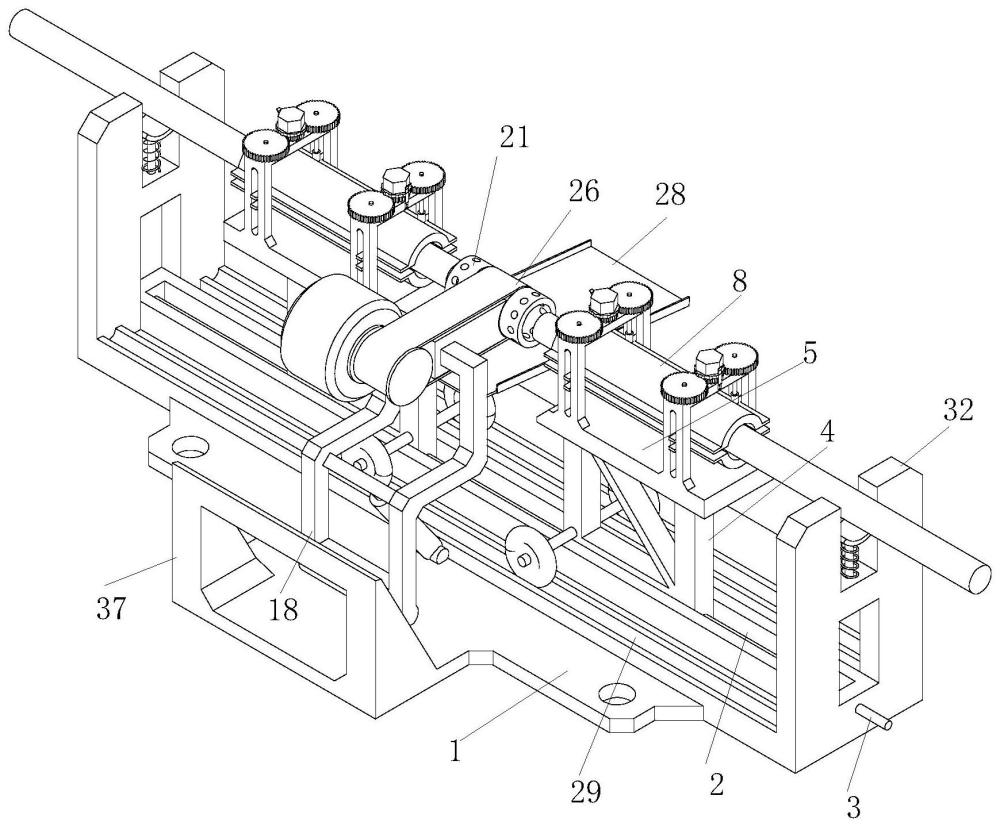
图1为本发明中工装夹持治具的第一视角立体图;
图2为本发明中工装夹持治具的第二视角立体图;
图3为本发明中夹持单元的立体图;
图4为图3中A处的局部放大图;
图5为本发明中打磨单元的第一视角立体图;
图6为本发明中打磨单元的第二视角立体图;
图7为本发明中夹持单元的主视图;
图8为本发明中打磨块的立体图;
图9为本发明中打磨块的剖视图;
图10为本发明中过渡板的立体图;
图11为本发明中使用方法流程图。
图中:底板1、导向槽2、丝杆3、矩形架4、板体5、架体6、条形孔7、夹板8、衔接板9、导向块10、螺杆11、从动齿12、主动齿13、六棱柱14、盘体15、卡口16、弹性板17、支撑架18、液压缸19、衔接块20、打磨块21、凹槽22、凹口23、凹部24、皮带轮25、皮带26、排屑孔27、导料板28、导轨29、轴体30、轮体31、过渡板32、通槽33、弧形板34、导向杆35、压簧36、限位板37。
具体实施方式
为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
实施例一:
参照图1、图2、图3和图7,一种工装夹持治具,包括底板1,底板1上中间位置设有导向槽2,导向槽2内转动连接有丝杆3,丝杆3对半设置,没半个丝杆3的外端各固接一个电机的输出端,丝杆3上传动连接有矩形架4,矩形架4滑动连接导向槽2内,矩形架4上设有夹持单元;所述夹持单元包括板体5,板体5上表面前后两侧设有U形状的架体6,架体6的两端固接在板体5上架体6的竖直部位上开设条形孔7,架体6内水平设有上下对称的夹板8,夹板8的两侧固接有衔接板9,衔接板9的两侧固接有导向块10,导向块10上下滑动连接在条形孔7;所述衔接板9上对称螺纹转动连接有螺杆11,螺杆11上的螺纹对半设置,两部分螺栓螺纹相反设置,螺杆11的一端转动连接在板体5上,螺杆11的另一端贯穿架体6的上端面;本发明设计的工装夹持治具具体操作时,将两个工件的端部分别置于相邻两个的夹持板之间,然后转动螺杆11,螺杆11下推上方的夹板8,并同时上推下方的夹板8,即,相邻两个夹板8同步相对靠近,并将工件夹持稳定,此时的两个工件同轴同心,然后驱动电机,丝杆3转动,矩形架4带动两个工件相互靠近,且两个电机独立控制,使得两端工件的端部能够灵活贴附一起,之后继续点焊,点焊之后,松弛夹板8,将工件取下,之后作最后的环形焊接;该治具不仅仅适用于圆形状的工件,同样也适应于矩形管,均可将两工件同心设置;该治具中的相邻两个夹板8,上下同步移动,使得工件能够快速同心同轴,可使得管工件在焊接时,降低虚焊可能性,提高焊接质量,同时对于实心的工件焊接,提高两个工件同心同轴度,有助于焊接强度的提升。
参照图3和图4,所述螺杆11的上端固接有从动齿12,相邻两个从动齿12之间啮合有主动齿13,主动齿13转动连接在架体6上端面中间位置,主动齿13上端面固接有六棱柱14;在控制上下相邻两个夹板8时,需要对每个螺杆11进行旋转,操作较为繁琐,为此设置来的从动齿12和主动齿13,以及配合六棱柱14;使用扳手转动六棱柱14,六棱柱14通过主动齿13驱动从动齿12转动,此时螺杆11也就发生转动,且该设计,能够降低节省一半的紧固或者松弛时间,对于提高加工效率来讲,具有明显的效果。
参照图4,所述主动齿13与六棱柱14之间设有盘体15,盘体15的外圈开设多个卡口16;所述架体6上端外侧中间位置固接有弹性板17,弹性板17竖直向上延伸,并倾斜向外设置;通过弹性板17,在主动齿13不转动的情况下,弹性板17嵌入在卡口16内,将盘体15固定住,同时也是对主动齿13进行稳固,以防止在对工件预先点焊时,工件上未被夹板8夹持的部位因外界干扰产生振动,该振动传递到夹板8上,导致夹板8松弛,螺杆11转动,设置弹性板17,则可以将螺杆11稳定住,也是将夹板8对工件的力稳定住;六棱柱14可以用内六棱柱14套筒工件进行旋转,六棱柱14套筒外圈挤压弹性板17,使得弹性板17脱离卡口16。
参照图1、图5、图6和图8,所述底板1的一侧设有打磨单元;所述打磨单元包括支撑架18,支撑架18转动连接在底板1,支撑架18转动连接有液压缸19的输出端,液压缸19的缸体转动连接在底板1上,支撑架18上端固接有衔接块20,衔接块20的端部延伸至两个板体5之间,衔接块20端部开设转孔,衔接块20的端部设有圆柱状的打磨块21,打磨块21的两端开设圆台状的凹槽22,打磨块21的中间位置开设环形状的凹口23,凹口23位置的实体部分转动连接在转孔内,凹口23两端开设环形状的凹部24;所述支撑架18上固接有马达,输出端固接有皮带轮25,皮带轮25与凹部24之间套设有皮带26;像钢筋的端部,有些是通过液压钳剪短,断开口不平整,或者是管工件通过切割机其切断,断开口周边有毛刺,这些均会影响到点焊效率,为此设置打磨单元,在需要对工件打磨时,驱动液压缸19,液压缸19收缩,带动支撑架18摆动,使得打磨块21置于两个工件的端部之间,然后进行推动矩形架4移动,工件的端部逐渐置于凹槽22内,同时驱动马达,皮带轮25配合皮带26电动打磨块21转动,凹槽22内的打磨颗粒对工件的端部进行打磨,将其打磨圆滑平整,有助于点焊牢固;同时根据工件直径大小,独立控制电机旋转,控制每个工件进给速度,保证对工件的平稳打磨。
参照图8和图9,所述凹槽22内表面开设多个排屑孔27,排屑孔27贯穿至打磨块21外表面;打磨时工件产生的碎屑,若碎屑不能及时排出,碎屑将影响工件与凹槽22内表面打磨颗粒的接触,为此在凹槽22位置开设排屑孔27,打磨产生的碎屑在离心力下,能够沿着排屑孔27快速排离,使得凹槽22内表面的打磨颗粒充分与工件接触。
参照图5和图6,所述支撑架18上端前侧固接有导料板28,导料板28倾斜的端部倾斜向下设置,且导料板28位于打磨块21的下方;打磨产生的碎屑直接掉落,下方便是导向槽2,碎屑堵塞矩形架4滑动,为此设置了导料板28,打磨产生的碎屑直接掉落在导料板28上,同时导料板28倾斜的设置,使得碎屑能够排离该治具。
参照图1和图2,所述导向槽2的两侧对称设有导轨29;所述矩形架4下半部位垂直固接有轴体30,轴体30的两端两端转动连接轮体31,轮体31滚动连接在导轨29内;通过设置轮体31,将矩形架4作进一步稳固,以抵抗工件对该矩形架4的挤压力,使得矩形架4能够平稳移动在导向槽2。
参照图1和图10,所述底板1的两端向上垂直固接有过渡板32,过渡板32上端中间位置开设通槽33,通槽33内设有上下滑动的弧形板34,弧形板34的下表面固接有导向杆35,导向杆35滑动贯穿通槽33内底面,且导向杆35上套设有压簧36;工件预先架设在弧形板34,之后插入相邻两个夹板8之间,增大工件被治具支撑长度,提高工件在治具上稳定性。
参照图1,所述支撑架18的后侧设有限位板37,限位板37固接在底板1上,限位板37的斜坡与支撑架18相对设置;在工件的端部被打磨后,驱动液压缸19的输出端向外延伸,支撑架18向外摆动,并贴附在限位板37,将支撑架18的整体重力支撑住,是对液压缸19的保护。
参照图11,一种工装夹持治具的使用方法,该使用方法适应于上述一种工装夹持治具,该使用方法包括以下步骤:
S1:将两个杆状的工件方便贯穿至夹板8之间,旋转六棱柱14,相邻的两个夹板8相互靠近,并将工件夹持稳定住;丝杆3对半设置,丝杆3的外端均固接有电机,电机转动,丝杆3推动两个矩形架4相互靠近;
S2:在矩形架4靠近的同时,驱动液压缸19,带动支撑架18转动,使打磨块21只有两个工件之间,继续推进矩形架4,马达转动,带动打磨块21转动,工件的端部缓慢伸入凹槽22内,进行打磨处理;
S3:打磨结束后,矩形架4继续推进,直至两个工件的端部贴附一起,然后进行焊接,预先在工件的端部点焊,将两个工件焊接稳定住,之后将整个工件取下,进行最后的绕圈焊接。
工作原理:本发明设计的工装夹持治具具体操作时,将两个工件的端部分别置于相邻两个的夹持板之间,然后转动螺杆11,螺杆11下推上方的夹板8,并同时上推下方的夹板8,即,相邻两个夹板8同步相对靠近,并将工件夹持稳定,此时的两个工件同轴同心,然后驱动电机,丝杆3转动,矩形架4带动两个工件相互靠近,且两个电机独立控制,使得两端工件的端部能够灵活贴附一起,之后继续点焊,点焊之后,松弛夹板8,将工件取下,之后作最后的环形焊接;该治具不仅仅适用于圆形状的工件,同样也适应于矩形管,均可将两工件同心设置;该治具中的相邻两个夹板8,上下同步移动,使得工件能够快速同心同轴,可使得管工件在焊接时,降低虚焊可能性,提高焊接质量,同时对于实心的工件焊接,提高两个工件同心同轴度,有助于焊接强度的提升;
在控制上下相邻两个夹板8时,需要对每个螺杆11进行旋转,操作较为繁琐,为此设置来的从动齿12和主动齿13,以及配合六棱柱14;使用扳手转动六棱柱14,六棱柱14通过主动齿13驱动从动齿12转动,此时螺杆11也就发生转动,且该设计,能够降低节省一半的紧固或者松弛时间,对于提高加工效率来讲,具有明显的效果;
通过弹性板17,在主动齿13不转动的情况下,弹性板17嵌入在卡口16内,将盘体15固定住,同时也是对主动齿13进行稳固,以防止在对工件预先点焊时,工件上未被夹板8夹持的部位因外界干扰产生振动,该振动传递到夹板8上,导致夹板8松弛,螺杆11转动,设置弹性板17,则可以将螺杆11稳定住,也是将夹板8对工件的力稳定住;
像钢筋的端部,有些是通过液压钳剪短,断开口不平整,或者是管工件通过切割机其切断,断开口周边有毛刺,这些均会影响到点焊效率,为此设置打磨单元,在需要对工件打磨时,驱动液压缸19,液压缸19收缩,带动支撑架18摆动,使得打磨块21置于两个工件的端部之间,然后进行推动矩形架4移动,工件的端部逐渐置于凹槽22内,同时驱动马达,皮带轮25配合皮带26电动打磨块21转动,凹槽22内的打磨颗粒对工件的端部进行打磨,将其打磨圆滑平整,有助于点焊牢固;同时根据工件直径大小,独立控制电机旋转,控制每个工件进给速度,保证对工件的平稳打磨;
打磨时工件产生的碎屑,若碎屑不能及时排出,碎屑将影响工件与凹槽22内表面打磨颗粒的接触,为此在凹槽22位置开设排屑孔27,打磨产生的碎屑在离心力下,能够沿着排屑孔27快速排离,使得凹槽22内表面的打磨颗粒充分与工件接触;
打磨产生的碎屑直接掉落,下方便是导向槽2,碎屑堵塞矩形架4滑动,为此设置了导料板28,打磨产生的碎屑直接掉落在导料板28上,同时导料板28倾斜的设置,使得碎屑能够排离该治具;通过设置轮体31,将矩形架4作进一步稳固,以抵抗工件对该矩形架4的挤压力,使得矩形架4能够平稳移动在导向槽2;工件预先架设在弧形板34,之后插入相邻两个夹板8之间,增大工件被治具支撑长度,提高工件在治具上稳定性;在工件的端部被打磨后,驱动液压缸19的输出端向外延伸,支撑架18向外摆动,并贴附在限位板37,将支撑架18的整体重力支撑住,是对液压缸19的保护。
以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
- 一种投影仪的镜头投影气吸治具及使用方法
- 一种投影仪的镜头投影气吸治具及使用方法
- 一种定位治具及其触动机构的使用方法
- 一种镀膜治具及承载工装
- 一种矩形盒体四角的螺丝安装用工装治具
- 一种加热治具、夹持治具及加热夹持装置
- 一种具有自动夹持上料的汽车零部件加工治具及其使用方法