一种提升压胶活门密封性能的改进方法
文献发布时间:2024-04-18 19:44:28
技术领域
本发明涉及液压活门密封技术领域,具体为一种提升压胶活门密封性能的改进方法。
背景技术
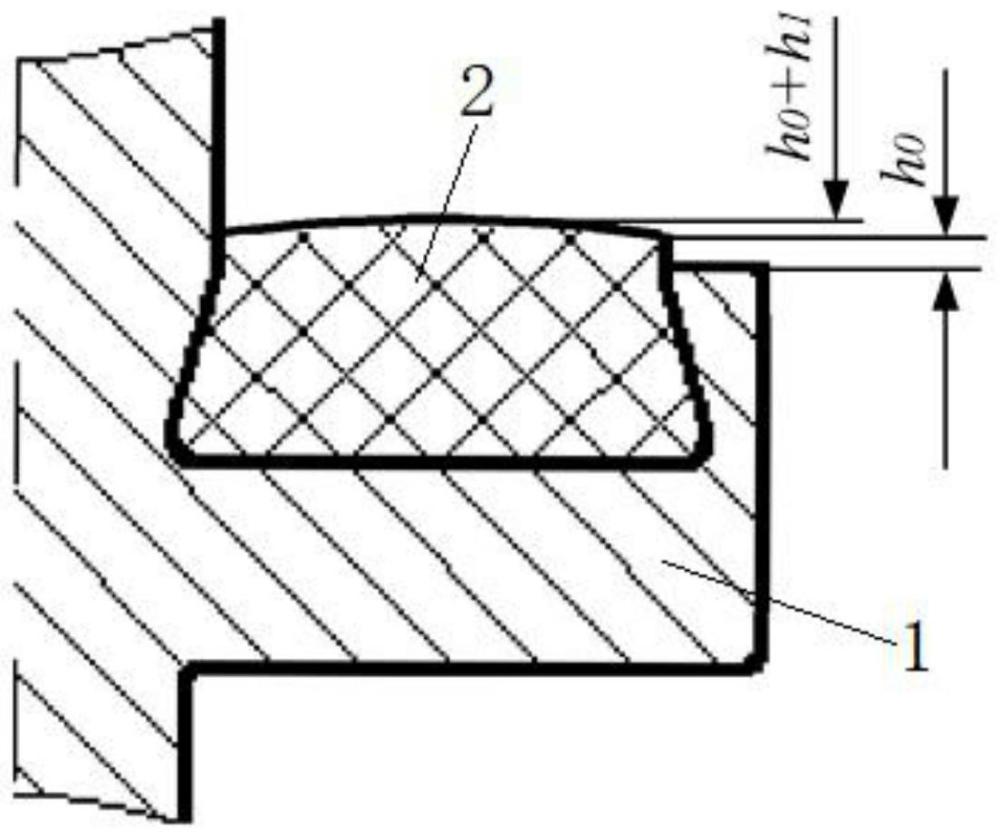
飞机常用液压活门的工作密封形式主要采用压胶密封(如图1为其中一种,密封原理一致,结构都类似),主要结构为压胶活门1与阀口3,压胶活门主要包括金属骨架1和压胶2。如图1,压胶2粘接在金属骨架1内与阀口3配合,利用阀口3挤压压胶2,压胶2的变形产生接触力抵御液压力。当压胶面密封性能不好或衰退较快,阀口3与压胶2接触处液压压力差超过接触提供的抵抗力,活门密封失效,工作异常。液压活门密封渗漏故障较高,主要原因为活门压胶面经一段时间使用后性能衰退、压胶面凹陷,橡胶变形提供的抵抗力降低。如何解决活门密封失效、延长压胶活门使用寿命具有很大的现实意义。
发明内容
为了解决上述技术问题,本发明提出了一种提升压胶活门密封性能的改进方法。通过改进压胶活门的结构形式,对压胶面高度以及压胶零件的金属骨架端面进行控制,减缓压胶面长时间工作后的凹陷变形趋势,有效提高活门密封性能,延长压胶活门使用寿命,降低产品密封失效故障率。
本发明所要解决的技术问题采用以下技术方案来实现:
一种提升压胶活门密封性能的改进方法,包括以下步骤:
步骤(一)利用有限元仿真手段分析压胶活门的压胶面密封失效故障机理;
步骤(二)基于压胶活门的压胶面密封失效故障机理,对压胶活门的结构形式进行改进设计;
步骤(三)对压胶活门的修理工艺进行优化;
步骤(四)对改进后的压胶活门进行压胶面密封验证。
作为本发明的进一步改进,步骤(一)中的压胶活门包括金属骨架、设置在金属骨架上的阀口、设置在金属骨架内且与阀口配合的压胶。
作为本发明的进一步改进,步骤(一)中分析出的压胶活门的压胶面密封失效故障机理为:在阀口高度小于1mm、压胶的压胶面高度低于0.5mm范围内,阀口高度下降、压胶面高度减少、压胶面平面度增大,都会导致压胶活门的密封性能下降。
作为本发明的进一步改进,步骤(二)中压胶活门的结构形式进行改进设计具体为:对压胶的压胶面进行凸度设计,改进后的凸度压胶面与阀口的接触点为A点,外边缘点为B点,与金属骨架上中心杆的交叉点为C点,B点与A点之间的高度差为凸出量。
作为本发明的进一步改进,凸出量控制在压胶整体凸出量的30%内。
作为本发明的进一步改进,步骤(三)中修理工艺优化具体为:增加压胶零件金属骨架的研磨修理工序,对金属骨架端面按照平面研磨工艺进行研磨,控制平面度。
作为本发明的进一步改进,金属骨架端面的环面差在0.05mm以内。
本发明的有益效果是:
本发明通过提供一种提升压胶活门密封性能的改进方法,通过分析故障机理,改进压胶活门的结构形式,可有效解决产品压胶件存在的密封性能差、使用寿命短问题,有效地控制产品修理过程中的质量稳定性,提高产品的可靠性。可应用于液压压胶零件的生产与维修过程,具有很好的应有前景,拥有显著的设计意义。
附图说明
下面结合附图和实施例对本发明进一步说明:
图1为压胶活门密封结构示意图;
图2为压胶活门密封结构中压胶面改进前的结构示意图;
图3为压胶活门密封结构中压胶面改进后的结构示意图;
图4为压胶活门密封结构中压胶面改进后局部放大结构示意图;
图5为压胶活门密封结构中金属骨架的结构示意图。
图中:1、金属骨架;2、压胶;3、阀口。
具体实施方式
为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合附图以及实施例对本发明进一步阐述。
如图3至图5所示,
一种提升压胶活门密封性能的改进方法,包括以下步骤:
步骤(一)故障机理分析:对压胶面进行密封失效故障机理进行分析、利用有限元仿真手段分析各因素(压胶面高度及平面度、活门座阀口高度、橡胶材料)对压胶密封性能的影响,最终得出在阀口高度小于1mm、压胶面高度低于0.5mm范围内,阀口高度下降、压胶面高度减少、压胶面平面度增大,都会导致压胶活门的密封性能下降。
压胶活门包括金属骨架1、设置在金属骨架1上的阀口3、设置在金属骨架1内且与阀口3配合的压胶2。
步骤(二)改进结构设计:由于在航空修理产业中,压胶活门每次修理过程中会重新进行扣胶、压胶,因此对压胶活门的结构形式进行改进。改进压胶活门的结构形式,主要涉及到压胶面高度的设计,相比较原有设计厂所定型产品压胶零件结构设计,在本实施例中,改进结构设计主要是将压胶2的压胶面进行凸度设计。如图2所示,改进前压胶2的压胶面与金属骨架1的端面高度差为h
步骤(三)修理工艺优化:增加压胶活门上金属骨架1的研磨修理工序,压胶活门的修理、制造过程,如图5所示,对金属骨架1的端面N按照平面研磨工艺进行研磨,控制平面度,保证环面差在0.05mm以内,以研磨后金属骨架1的端面N为基准进行压胶硫化粘接,可提高整个压胶面环面高度均匀性。
步骤(四)产品装配试验验证确定:针对不同胶料进行压胶面凸度设计改进后,将压胶零件按照产品修理工艺文件的工序内容进行装配、试验,在所有试验内容合格后,进行产品合格交付并装机使用,并进行产品装机使用监控,进行改进优化结果验证。
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
- 一种汽车密封条的注胶机构及密封条的加工方法
- 一种应用于水下光学电子设备密封的密封胶及其制备方法
- 密封胶密封性能试验方法
- 一种座舱安全活门地面性能试验方法
- 一种电动调节类活门大流量性能试验装置及其试验方法
- 一种用于改进汽车轮胎性能的高分子自动粘裹防爆密封胶粉
- 封隔器胶筒密封性能测试装置及密封性能测试方法