锥齿轮部件、锥齿轮和锥齿轮部件的制造方法
文献发布时间:2023-06-19 09:24:30
技术领域
本发明的一形态涉及锥齿轮部件、锥齿轮和锥齿轮部件的制造方法。
背景技术
作为齿轮,存在一种锥齿轮,其具有多个齿,该多个齿沿轴线方向突出并朝向外周侧延伸,且在周向上以一定的节距排列。作为这样的锥齿轮,例如,已知有专利文献1所记载的锥齿轮。
专利文献1:日本特开2004-340367号公报
发明内容
上述那样的锥齿轮通常由金属材料构成,但在利用金属材料构成了锥齿轮的情况下,存在重量变大这样的问题。另一方面,在为了轻量化而利用树脂材料来形成锥齿轮的情况下,存在无法获得充分的锥齿轮的强度这样的问题。因而,谋求一种重量较轻且能够确保强度的锥齿轮。
本发明的目的在于,提供能得到重量较轻且能够确保强度的锥齿轮的锥齿轮部件、重量较轻且能够确保强度的锥齿轮和能得到那样的锥齿轮的锥齿轮部件的制造方法。
本发明的一形态提供一种锥齿轮部件,其具有多个齿,该多个齿沿轴线方向突出并朝向外周侧延伸,且在周向上以一定的节距排列,其中,该锥齿轮部件具有纤维材料,该纤维材料在绕中心轴线卷绕的状态下被赋予与多个齿的排列图案对应的形状。
本发明的一形态的锥齿轮部件具有纤维材料,该纤维材料在绕中心轴线卷绕的状态下被赋予与多个齿的排列图案对应的形状。在该情况下,由于多个齿由处于被卷绕的状态的纤维材料构成,所以与对不含纤维材料的树脂材料进行成形而成的锥齿轮的齿相比,能够提高强度。另外,由于锥齿轮部件由纤维材料构成,所以与由金属构成的锥齿轮部件相比能够减轻重量。由此,能得到重量较轻且能够确保强度的锥齿轮。
在锥齿轮部件中,可以是,在轴线方向的端面中的与形成有齿的表面相反的那侧的背面,形成有与齿的排列图案对应的峰部和谷部的排列图案。例如,在相对于背面成形树脂成形体的情况下,该树脂在形成有峰部和谷部的排列图案的部分被固定。在该情况下,能够提高锥齿轮部件与树脂材料的固定力。
在锥齿轮部件中,可以是,纤维材料以在径向上并列的状态卷绕。在该情况下,由于纤维材料以并列的状态卷绕,所以在成形齿的排列图案之际,容易使纤维材料追随模具的形状。
本发明的一形态提供一种锥齿轮,其包括:锥齿轮部件,该锥齿轮部件具有多个齿,该多个齿沿轴线方向突出并朝向外周侧延伸,且在周向上以一定的节距排列;以及基部,该基部形成于锥齿轮部件的轴线方向的端面中的与形成有齿的表面相反的那侧的背面,其中,锥齿轮部件具有纤维材料,该纤维材料在绕中心轴线卷绕的状态下被赋予与多个齿的排列图案对应的形状,基部由固定于锥齿轮部件的树脂成形体构成。
采用本发明的一形态的锥齿轮,能够获得与上述锥齿轮部件同样的作用、效果。另外,基部由固定于锥齿轮部件的树脂成形体构成。如此,通过将与齿的部分相比不要求强度的部分设为树脂成形体,能够减轻锥齿轮的整体重量。
本发明的一形态提供一种锥齿轮部件的制造方法,该锥齿轮部件具有多个齿,该多个齿沿轴线方向突出并朝向外周侧延伸,且在周向上以一定的节距排列,其中,该锥齿轮部件的制造方法包括通过卷绕纤维材料而形成圆环状构件的工序和相对于圆环状构件形成齿的形状的工序。
采用本发明的一形态的锥齿轮部件的制造方法,能够获得与上述锥齿轮部件同样的作用、效果。
在锥齿轮部件的制造方法的形成齿的形状的工序中,可以是,通过相对于圆环状构件在轴线方向上按压模具,从而形成齿的形状。在该情况下,能够在圆环状构件的表面容易地形成与模具的形状对应的形状的齿。
采用本发明的一形态,能提供能得到重量较轻且能够确保强度的锥齿轮的锥齿轮部件、重量较轻且能够确保强度的锥齿轮和能够得到那样的锥齿轮的锥齿轮部件的制造方法。
附图说明
图1是表示本实施方式的锥齿轮的立体图。
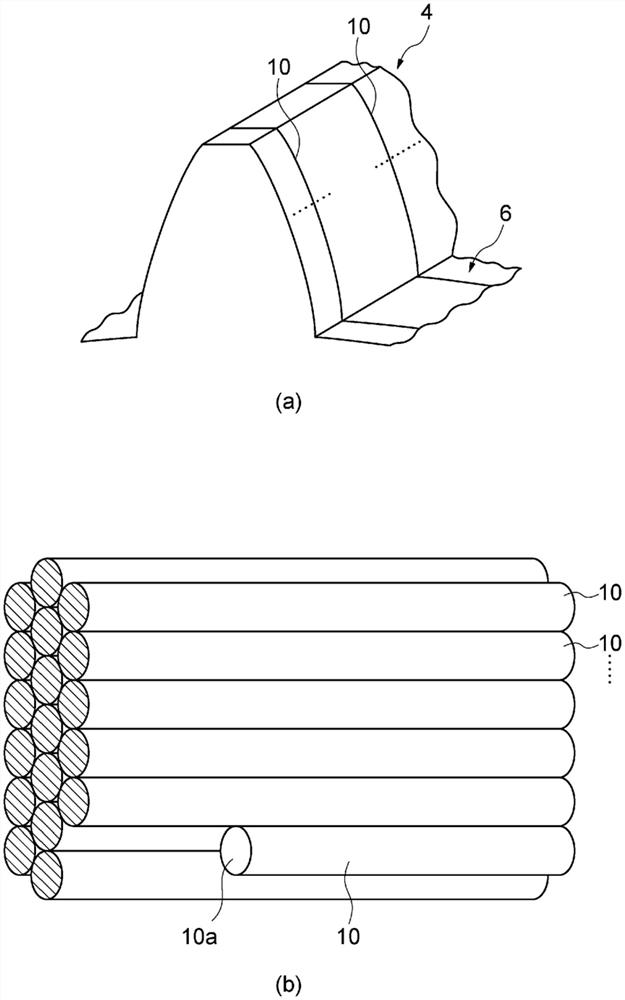
图2的(a)是表示锥齿轮部件的纤维材料的样子的示意图,图2的(b)是表示锥齿轮部件的一部分的区域的纤维材料的排列状态的放大图。
图3是表示锥齿轮的制造方法的流程的流程图。
图4的(a)是表示卷绕装置的图,图4的(b)是表示圆环状构件的图。
图5的(a)是表示卷绕装置的图,图5的(b)是表示卷绕装置的一部分的放大图。
图6的(a)是表示冲压装置的图,图6的(b)是表示成形体的图。
图7的(a)、图7的(b)是表示成形装置的图。
图8的(a)、图8的(b)、图8的(c)是表示成形装置的动作的图。
图9的(a)、图9的(b)、图9的(c)是表示通过成形装置成形的成形体的样子的示意图。
图10是锥齿轮部件的立体图。
图11是表示嵌入成形的样子的图。
图12是表示变形例的锥齿轮部件的制造方法的示意图。
图13是表示变形例的锥齿轮部件的制造方法的示意图。
具体实施方式
以下,参照附图来详细说明本发明的优选实施方式。此外,对于在各图中相同部分或相当部分标注相同附图标记,并省略重复说明。
如图1所示,锥齿轮3包括通过本实施方式的制造方法制造的锥齿轮部件1和通过注射成型形成的基部2。在锥齿轮3的中心设定有中心轴线CL。在之后的说明中,将中心轴线CL延伸的方向称作“轴线方向”,将绕中心轴线CL的方向称作“周向”,将通过中心轴线CL且与该中心轴线CL正交的直线延伸的方向称作“径向”。另外,以中心轴线CL为基准来使用用语“外周”、“内周”。
锥齿轮部件1是具有多个齿4的圆环状的构件。即,锥齿轮部件1构成作为锥齿轮3的齿构件而被使用的齿圈。锥齿轮部件1的齿4沿轴线方向突出并朝向外周侧延伸,且在周向上以一定的节距排列有多个。在齿4与齿4之间,形成有与对方侧的齿轮啮合的谷部6。多个齿4形成于圆环状的构件中的作为轴线方向上的一个端面的表面。在本实施方式中,齿4相对于径向倾斜且以弯曲的状态向外周侧延伸。此外,齿4的形态并不特别限定。锥齿轮部件1是使用使树脂浸渍于纤维材料而成的预浸料来制造的。锥齿轮部件1的制造方法详见后述。
锥齿轮部件1在作为轴线方向上的另一侧的端面的背面具有多个峰部7和多个谷部8的排列图案。背面侧的排列图案与表面侧的齿4和谷部6的排列图案相对应。锥齿轮部件1在背面上的与在表面形成有齿4的部位对应的部位具有谷部8。锥齿轮部件1在背面上的与在表面形成有谷部6的部位对应的部位具有峰部7。通过这样的构造,提高了锥齿轮部件1的厚度的均匀性,提高了锥齿轮部件1的成形性。
基部2是用于支承锥齿轮部件1并确保锥齿轮3的强度的构件。基部2具有圆板状的形状。锥齿轮部件1沿着基部2的轴线方向上的一个端面2a的外缘部设置。在基部2的中央位置,形成有供锥齿轮3的旋转轴(未图示)安装的通孔2b。基部2通过进行注射成型而形成。在制造时,在锥齿轮部件1设于注射成型用的模具内的状态下进行注射成型。由此,锥齿轮部件1固定于基部2。
在此,如在后述的制造方法中详细地说明那样,锥齿轮部件1是通过以下方式制得的:卷绕纤维材料10而形成圆环状构件20,在该圆环状构件20形成齿4的形状。因而,锥齿轮部件1具有在绕中心轴线CL卷绕的状态下被赋予与多个齿4的排列图案对应的形状的纤维材料10。此外,在本实施方式中,如在后述的制造方法的说明中详细说明地那样,圆环状构件是通过将一根连续的纤维材料10相对于芯构件多次缠绕而形成的。即,在本实施方式中,锥齿轮部件1作为由一根连续的纤维材料10构成的构件来进行以下的说明。但是,如后述那样,在通过将由一根连续的纤维材料10构成的成形体45层叠多张而成形了锥齿轮部件1的情况下,该锥齿轮部件1具有与层叠数量的个数对应的连续的纤维材料10。此外,本说明书中“纤维材料”是指,一根纤维的量的线材。例如,公知有使多个纤维材料绞合并使树脂浸渍于该纤维材料而成的丝束预浸料这样的构件,而本实施方式的纤维材料相当于绞合之前的状态的线材的一根的量。
如图2的(a)所示,纤维材料10在与齿4对应的位置处,以与该齿4的形状匹配地呈山型形状突出的方式弯折。另外,纤维材料10在与谷部6对应的位置处,以与该谷部6的形状匹配地凹陷的方式弯折。另外,具有这样的形状的纤维材料10在径向和轴线方向上排列多个。此外,排列有多个纤维材料10的状态是指,一根纤维材料10中的、某环绕部分和其他环绕部分排列的状态。此外,在图2的(a)中,仅示出了位于最表面侧的纤维材料10(纤维材料10的长度方向的一部分)的形状,但配置在比该位置靠内部的位置的纤维材料10具有与位置对应的峰形状和谷形状。另外,配置于背面侧的纤维材料10具有与背面侧的峰部7和谷部8对应的形状。
图2的(b)是表示锥齿轮部件1的一部分的区域的纤维材料10的排列状态的放大图。在图2的(b)中,纸面的上下方向相当于锥齿轮部件1的径向。如图2的(b)所示,纤维材料10在径向上以并列的状态卷绕。另外,纤维材料10在轴线方向上也以并列的状态卷绕。并列的状态是指,某环绕部分的纤维材料10和其他环绕部分的纤维材料10沿相同的方向延伸并以大致平行的状态排列的状态。此外,各环绕部分的纤维材料10可以不完全相互平行,也可以因成形时的应变等而偏离平行。例如,在使用丝束预浸料制造了锥齿轮部件1的情况下,多个纤维材料10绞合而处于纤维1根根相互拧在一起的关系。这样的状态不属于本实施方式的纤维材料10并列的状态(相当于后述的变形例)。此外,在本实施方式的锥齿轮部件1中,在径向、周向和轴线方向中的任意一个方向的一部分,也可以因局部的纤维材料10的混乱等而使纤维材料10未成为并列的状态。
此外,纤维材料10是纤维在长度方向上相连续的连续纤维。作为纤维材料10,能够单独使用或组合使用碳纤维、玻璃纤维、芳纶纤维、碳化硅纤维、氧化铝纤维等高强度、高弹性模量纤维。从赋予锥齿轮部件1的强度的强化效率和尺寸稳定性、耐腐蚀性、滑动性、抗静电性、轻量化等功能的观点出发,在这些纤维之中,最优选为碳纤维。
另外,锥齿轮部件1含有用于维持形成为期望形状的纤维材料10的形状的树脂。树脂包含在整个锥齿轮部件1中,在形成了齿4的排列图案的状态下,使纤维材料10固化。作为这样的树脂,例如能够采用热塑性树脂。作为热塑性树脂,能够根据所要求的锥齿轮部件1的功能来选定,但通常使用尼龙、聚酯、聚丙烯、聚碳酸酯、ABS、聚苯醚、聚苯硫醚和它们的聚合物合金等,特别是在要求强度、耐热性的情况下,能够使用聚醚酮、聚醚醚酮、聚醚酮酮、聚醚酰亚胺、聚醚砜等。
接下来,参照图3~图11来说明本实施方式的锥齿轮3的制造方法。如图3所示,锥齿轮3的制造方法包括卷绕纤维的工序S10、进行齿状成形的工序S20、进行收尾的工序S30和进行嵌入成形的工序S40。
工序S10是通过将纤维材料10卷绕来形成圆环状构件20的工序。在工序S10中,例如,使用图4的(a)所示的卷绕装置25进行纤维材料10的卷绕,由此形成图4的(b)所示的圆环状构件20。此外,在图4的(b)中,省略了限制板28的图示。在圆环状构件20中,纤维材料10以在径向和轴线方向上并列的状态卷绕。圆环状构件20的外周缘部的周长与锥齿轮部件1的最外侧的周沿面长度相对应。
将一个例子的卷绕装置25的构造示于图5中。如图5的(a)所示,卷绕装置25包括圆柱状的芯部26和从芯部26向外周侧扩展的限制板27、28。芯部26具有与圆环状构件20的内周侧的周长对应的外周长度。限制板27、28是以在芯部26的轴线方向上隔开间隙的方式相互分离的圆环状的板材。限制板27、28之间的间隙的大小设定为圆环状构件20的厚度的大小。限制板27、28的外周侧的缘部以引导纤维材料10的方式倾斜地扩展。由此,如图4的(a)所示,卷绕装置25将纤维材料10的开始端部固定于芯部26的外周面附近,使芯部26旋转。此外,未图示的进给装置将纤维材料10向卷绕装置25输送。由此,卷绕装置25在限制板27、28之间多周地卷绕纤维材料10。此外,如图5的(b)所示,卷绕装置25通过形成在轴线方向上排列多根纤维材料10而成的层,并使该层在径向上形成多层,从而形成圆环状构件20。
此外,在进行之后的工序S20之前,对圆环状构件20赋予热塑性树脂。此外,赋予热塑性树脂的时机并未特别限定,既可以一边进行纤维材料10的缠绕一边赋予热塑性树脂,也可以预先对缠绕前的纤维材料10赋予热塑性树脂,还可以对缠绕完成的圆环状构件20赋予热塑性树脂。
工序S20是相对于圆环状构件20形成齿4的形状的工序。在工序S20中,使用图6所示的冲压装置30以及图7和图8所示的成形装置40。
图7所示的冲压装置30是为了使圆环状构件20为容易由成形装置40成形的形状而成形圆锥状的成形体35的装置。冲压装置30包括:下模32,其具有成形面32b;以及上模31,其具有成形面31a。成形面32b和成形面31a以随着从外周侧朝向内周侧去而朝向下方的方式倾斜。冲压装置30在成形面32b与成形面31a之间配置圆环状构件20,一边加热一边进行冲压,由此成形图6的(b)所示的圆锥状的成形体35。
成形装置40包括下模(模具)41、上模(模具)42和对上模42支承的支承部43。下模41是在上表面具有多个齿的锥齿轮型的模具。下模41是用于成形锥齿轮部件1的背面侧的形状的模具。下模41具有多个齿41a(参照图9)。齿41a的排列图案与锥齿轮部件1的峰部7和谷部8的排列图案相对应。下模41的外周部的直径为成形体35的外周部的直径以上。下模31的内周部的直径为成形后的成形体45的内周部的直径以下。
上模42具有沿与下模41的中心轴线垂直的方向延伸的旋转轴,是绕该旋转轴旋转的小齿轮形状的模具。上模42是用于成形锥齿轮部件1的表面侧的形状的模具。上模42在上侧的与下模41的成形面相对的位置设有一对。一个上模42和另一个上模42处于以中心轴线为基准线旋转180°的位置关系。上模42具有朝向下模41的中心顶端变细的圆锥状的成形部面。在该成形面上具有多个齿42a。多个齿42a构成为与下模41的多个齿41a啮合(参照图9)。支承部43配置在下模41的中心位置附近,以各个上模42能够旋转的方式支承各个上模42的顶端部。
在工序S20中,通过一边加热圆环状构件20的成形体35,一边相对于圆环状构件20的成形体35沿轴线方向按压下模41和上模42,从而形成齿4的形状。具体而言,如图8的(a)所示,使上模42和支承部43相对于配置有成形体35的状态的下模41下降。由此,如图9的(a)所示,配置在下模41的齿41a上的成形体35和上模42的齿42a接触。
接下来,如图8的(b)和图8的(c)所示,一边使下模41和上模42旋转,一边使上模42和支承部43下降。由此,如图9的(b)所示,成形体35被上模42的齿42a按压,从而变形而进入下模41的齿41a之间的谷部。通过一边使上模42和下模41旋转一边使上模42逐渐下降,从而相对于成形体35的周向上的各部位一边逐渐增加上模42的按压量一边进行多次冲压。最终,上模42将成形体35按压于下模41,使得上模42的齿42a隔着成形体35与下模41的齿41a完全啮合。之后,使上模42和支承部43向上方移动。由此,如图9的(c)所示,利用成形装置40进行的成形结束,完成了成形体45。此外,随着针对成形体35的成形的进行,成形体35的直径与峰部和谷部的大小变大的量相应地变小。因而,如图7的(b)所示,与成形前的成形体35的直径相比,成形后的成形体45的直径变小。
工序S30是使用形成有齿的排列图案的成形体45进行锥齿轮部件1的成形的收尾的工序。在工序S30中,沿轴线方向重叠多张成形体45,并利用模具沿上下方向对其进行冲压和加热加压,从而完成锥齿轮3。此外,重叠的成形体45的张数可以是两张,也可以是3张以上。另外,也可以不进行成形体45的重叠,而是通过对一张成形体45进行加热加压来形成锥齿轮部件1。由此,完成了图10所示的锥齿轮部件1。
工序S40是相对于锥齿轮部件1成形基体部2的工序。在工序S40中,使用成形装置49进行嵌入成形。如图11所示,在将锥齿轮部件1配置于一个模具47的状态下,闭合另一个模具48。向模具47、48内的内部空间注射树脂材料R。由此,基部2由固定于锥齿轮部件1的树脂成形体构成。此时,基部2的树脂材料以填入锥齿轮部件1的背面侧的谷部8的方式固定于锥齿轮部件1。由此,完成了图1所示的锥齿轮3。
接下来,说明本实施方式的锥齿轮部件1、锥齿轮3和锥齿轮部件1的制造方法的作用、效果。
本实施方式的锥齿轮部件1具有在绕中心轴线卷绕的状态下被赋予与多个齿4的排列图案对应的形状的纤维材料10。在该情况下,由于多个齿4由处于被卷绕了的状态的纤维材料10构成,所以与对不含纤维材料10的树脂材料进行成形而成的锥齿轮的齿4相比,能够提高强度。另外,由于锥齿轮部件1由纤维材料10构成,所以与由金属构成的锥齿轮部件相比能够减轻重量。由此,能得到重量较轻且能够确保强度的锥齿轮3。
例如,在利用一根连续的纤维材料10形成锥齿轮部件1的情况下,在纤维材料10的开始卷绕的端部和卷绕结束的端部的部分,形成图2的(b)所示的纤维材料10的断开10a。这样的断开10a的部分是导致齿4的强度降低的部分。因而,例如在存在断开10a沿齿4的整个径向排列那样的部位的情况下,该部位处的齿4的强度降低。然而,在本实施方式的锥齿轮部件1中,如图2的(b)所示,虽然在纤维材料10的开始卷绕的端部和卷绕结束的端部的部分形成断开10a,但在沿径向排列的其他环绕部分中,纤维材料10不中断,而是连续地延伸。如此,由于锥齿轮部件1不具有纤维材料10的断开10a在径向上连续那样的部位,所以能够提高强度。
在锥齿轮部件1中,在轴线方向的端面中的与形成有齿4的表面相反的那侧的背面,形成有与齿4的排列图案对应的峰部7和谷部8的排列图案。在工序S40中,在相对于背面成形树脂成形体的情况下,该树脂在形成有峰部7和谷部8的排列图案的部分被固定。在该情况下,能够提高锥齿轮部件1与树脂材料之间的固定力。
在锥齿轮部件1中,纤维材料10在径向上以并列的状态卷绕。在该情况下,由于纤维材料10以并列的状态卷绕,所以在成形齿4的排列图案之际,容易使纤维材料10追随模具的形状。
本实施方式的锥齿轮3包括:锥齿轮部件1,其具有多个齿4,该多个齿4沿轴线方向突出并朝向外周侧延伸,且在周向上以一定的节距排列;以及基部2,其形成于锥齿轮部件1的轴线方向的端面中的与形成有齿4的表面相反的那侧的背面,其中,锥齿轮部件1具有在绕中心轴线卷绕的状态下被赋予与多个齿4的排列图案对应的形状的纤维材料10,基部2由固定于锥齿轮部件1的树脂成形体构成。
采用本实施方式的锥齿轮3,能够获得与上述锥齿轮部件1同样的作用、效果。另外,基部2由固定于锥齿轮部件1的树脂成形体构成。如此,通过将与齿4的部分相比不要求强度的部分设为树脂成形体,能够减轻锥齿轮3的整体重量。
在本实施方式的锥齿轮部件1的制造方法中,锥齿轮部件1具有多个齿4,该多个齿4沿轴线方向突出并朝向外周侧延伸,且在周向上以一定的节距排列,其中,该锥齿轮部件1的制造方法包括通过卷绕纤维材料10而形成圆环状构件20的工序和相对于圆环状构件20形成齿4的形状的工序。
采用本实施方式的锥齿轮部件1的制造方法,能够获得与上述锥齿轮部件1同样的作用、效果。
在锥齿轮部件1的制造方法中的形成齿4的形状的工序中,通过相对于圆环状构件20在轴线方向上按压上模42,从而形成齿4的形状。在该情况下,能够在圆环状构件20的表面容易地形成与上模42的形状对应的形状的齿。
本发明并不限定于上述实施方式。
例如,在上述实施方式中,在形成圆环状构件20时,通过卷绕一根连续的纤维材料10来形成了圆环状构件20。取而代之,在为了形成圆环状构件20而在卷绕纤维材料10的中途纤维材料10用光了的情况下,也可以设置新的纤维材料10,再次开始卷绕。另外,也可以通过在将多根纤维材料10制成束的状态下进行卷绕而形成圆环状构件20。作为将多根纤维材料10制成束的状态,例如也可以是丝束预浸料那样的状态。
并且,也可以是,通过组合多根纤维材料10来准备图12所示那样的、带状的带状构件50,并卷绕该带状构件50,由此形成圆环状构件70。带状构件50的宽度方向D1的尺寸与圆环状构件70的高度方向D3的尺寸相等。圆环状构件70的径向D2(即,相当于锥齿轮部件的径向)的尺寸成为几张带状构件50所对应的厚度尺寸。在成形这样的圆环状构件70的情况下,如图13所示,准备模具81和模具82,该模具81具有与齿4的排列图案对应的峰部81a和谷部81b的排列图案,该模具82具有与峰部7和谷部8的排列图案对应的峰部82a和谷部82b的排列图案。并且,通过将模具81的成形面按压于圆环状构件70的表面,并将模具82的成形面按压于圆环状构件70的背面,从而成形锥齿轮部件1。此外,在该情况下,也可以实施对带状构件50赋予波型形状或在使带状构件50松弛的状态下进行卷绕等的措施,以便使带状构件50内的纤维材料10良好地变形。
如图12所示,在圆环状构件70中,带状构件50配置成该带状构件50的宽度方向D1沿着轴线方向的状态,在圆环状构件70的径向上配置有多层带状构件50。带状构件50的卷绕方向上的端部50g、50h相当于纤维材料10的断开,因此是对齿4的强度造成影响的部分。与此相对,在圆环状构件70的径向D2上配置有多层带状构件50。锥齿轮部件1的齿4沿着该径向D2延伸。例如,在带状构件50的端部50g、50h在沿着圆环状构件70的径向D2的整个区域60d中延伸的情况下,会在锥齿轮部件1的齿4的延伸方向上的整个区域中形成纤维材料10的断开。在该情况下,有时齿4的强度降低。在上述形态中,即使在一部分层(最外周的层和最内周的层)形成有带状构件50的端部50g、50h、即形成有纤维材料10的断开,该断开在高度方向D3上连续,而不会成为在锥齿轮部件1的齿4延伸的方向上连续的结构。因而,能够提高锥齿轮部件1的齿4的强度。另外,通过使端部50g的周向上的位置与端部50h的周向上的位置错开,能够防止纤维材料10的断开集中于特定的位置。
1、锥齿轮部件;2、基部;3、锥齿轮;4、齿;10、纤维材料;20、70、圆环状构件;42、上模(模具);81、模具。