视觉检测设备和系统
文献发布时间:2023-06-19 09:32:16
技术领域
本发明涉及视觉检测技术领域,具体涉及一种视觉检测设备和系统。
背景技术
企业会在商品外部设置标识,以表明该商品的生产信息和身份信息。例如,空调外机在出厂前,空调外机的生产厂商会在空调外机上设置MES条码、名牌、商标等。在商品出厂前,需要工作人员对商品外部的标识进行一一核对,避免出现标识与商品不对应的情况。而且,还需要对商品的外观进行检查,避免有变型、鼓包以及螺丝松动等质量问题的商品出厂。
但是,目前通过工作人员进行核对的方式效率较低,不仅检查速度慢,而且易产生漏检、错检的情况,给企业带来损失。
发明内容
有鉴于此,本发明的目的在于提供一种视觉检测设备和系统,以克服目前通过工作人员进行核对的方式效率较低,不仅核对速度慢,而且易产生漏检、错检的情况,给企业带来损失的问题。
为实现以上目的,本发明采用如下技术方案:
一种视觉检测设备,包括位置传感器、拍照机构、伺服控制机构、视觉分析机构、速度传感器和报警器;
所述位置传感器,用于若检测到传送机构将目标商品传送至预设的定位区域后,生成识别信息;
所述速度传感器,用于检测所述目标商品的移动速度;
所述伺服控制机构,用于根据所述移动速度控制所述拍照机构从预设的初始位置开始跟随所述目标商品移动,以拍摄所述目标商品的外观照片;
所述视觉分析机构,用于根据所述外观照片分析所述目标商品的外观是否合格,若所述分析结果为所述目标商品的外观不合格,则生成不合格信息;
所述报警器,用于根据所述不合格信息输出报警提醒。
进一步地,以上所述的视觉检测设备,还包括距离传感器;
所述距离传感器,用于检测所述拍照机构与所述目标商品的距离;
所述伺服控制机构,用于若检测到所述距离小于预设距离,控制所述拍照机构向与所述目标商品背离的方向移动。
进一步地,以上所述的视觉检测设备,所述拍照机构包括顶面拍照子机构;
所述外观照片包括顶面外观照片;
所述顶面拍照子机构包括移动支架,以及,设置在所述移动支架上的顶面相机;
所述移动支架,用于在所述伺服控制机构的控制下移动至所述初始位置,并根据所述移动速度从所述初始位置开始跟随所述目标商品移动;
所述顶面相机,用于获取所述目标商品的所述顶面外观照片。
进一步地,以上所述的视觉检测设备,所述拍照机构包括侧面拍照子机构;
所述外观照片包括侧面外观照片;
所述侧面拍照子机构包括工业机器人,以及,设置在所述工业机器人的机械臂上的侧面相机;
所述工业机器人,用于在所述伺服控制机构的控制下将所述机械臂移动至所述初始位置,并根据所述移动速度从所述初始位置开始跟随所述目标商品移动;
所述侧面相机,用于获取所述目标商品的所述侧面外观照片。
进一步地,以上所述的视觉检测设备,所述侧面拍照子机构的数量至少为两个,以获取所述目标商品的所有侧面的所述侧面外观照片。
进一步地,以上所述的视觉检测设备,所述伺服控制机构,还用于检测所述移动速度是否在预设的移动速度范围内,若所述移动速度在所述移动速度范围外,则调整所述传送机构的传送速度,以使所述移动速度在所述移动速度范围内。
进一步地,以上所述的视觉检测设备,还包括存储器;
所述报警器,还用于根据所述不合格信息生成对应的报警记录,并将所述报警记录存储在所述存储器中。
进一步地,以上所述的视觉检测设备,所述视觉分析机构,具体用于将所述外观照片与预设的样本照片库中的样本照片比对;
若存在与所述外观照片匹配的样本照片,则表示所述目标商品的外观合格;
若不存在与所述外观照片匹配的样本照片,则表示所述目标商品的外观不合格。
进一步地,以上所述的视觉检测设备,所述目标商品为空调外机。
本发明还提供了一种视觉检测系统,包括传送机构和以上任一项所述的视觉检测设备,所述视觉检测设备的伺服控制机构与所述传送机构相连。
进一步地,以上所述的视觉检测系统,所述传送机构是流水线体。
本发明的视觉检测设备和系统,包括位置传感器、拍照机构、伺服控制机构、视觉分析机构、速度传感器和报警器。其中,若检测到传送机构将目标商品传送至预设的定位区域后,位置传感器生成识别信息,速度传感器检测目标商品的移动速度,伺服控制机构根据识别信息控制拍照机构移动至初始位置,并根据移动速度控制拍照机构从初始位置开始跟随目标商品移动,以拍摄目标商品的外观照片,视觉分析机构根据外观照片确定目标商品的外观是否合格,若不合格,则生成不合格信息,报警器根据不合格信息输出报警提醒,以提醒工作人员尽快处理不合格的目标商品,阻止不合格的产品流入售后,避免给企业带来损失。采用本发明的技术方案,能够自动对商品的外观进行检查,不仅检查速度快,而且有效避免了人工检查的漏检、错检的情况,提高了检测效率。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1是本发明视觉检测设备一种实施例提供的结构示意图;
图2是本发明视觉检测设备一种实施例提供的电路框图;
图3是本发明视觉检测系统一种实施例提供的电路框图。
具体实施方式
为使本发明的目的、技术方案和优点更加清楚,下面将对本发明的技术方案进行详细的描述。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所得到的所有其它实施方式,都属于本发明所保护的范围。
图1是本发明视觉检测设备一种实施例提供的结构示意图,图2是本发明视觉检测设备一种实施例提供的电路框图。如图1和图2所示,本实施例的视觉检测设备,包括位置传感器10、拍照机构11、伺服控制机构12、视觉分析机构13、速度传感器14和报警器15。
位置传感器10,用于检测目标商品在传送机构21上的传送位置,若检测到传送机构21将目标商品传送至预设的定位区域后,生成识别信息。速度传感器14,用于检测目标商品的移动速度。伺服控制机构12分别与拍照机构11、速度传感器14和位置传感器10电性相连。位置传感器10将识别信息发送给伺服控制机构12,速度传感器14将目标商品的实时移动速度发送给伺服控制机构12。
伺服控制机构12接收到识别信息后被识别信息触发,确定拍照机构11是否已经在初始位置就位,若拍照机构11没有在初始位置,那么可以先将拍照机构11移动至初始位置。伺服控制机构12可以根据目标商品的移动速度,控制拍照机构11从初始位置开始跟随目标商品移动,以拍摄目标商品的外观照片。
需要说明的是,在当前的目标商品的外观照片拍摄完成后,伺服控制机构12马上控制拍照机构11返回至初始位置,以马上进行或者等待进行下一个目标商品的外观照片的拍摄,避免由于拍照机构11返回至初始位置延长拍摄时间,影响外观照片的拍摄效果。
视觉分析机构13与拍照机构11相连。拍照机构11用于将拍取的外观照片发送给视觉分析机构13。视觉分析机构13根据外观照片确定目标商品的外观否合格。若目标商品的外观合格,则可以进行后续的打包流程,若目标商品的外观不合格,则生成不合格信息。
伺服控制机构12可以分别与视觉分析机构13和报警器15相连。视觉分析机构13可以将不合格信息发送给伺服控制机构12,由伺服控制机构12控制报警器15根据不合格信息输出报警提醒;视觉分析机构13可以直接与报警器15相连,视觉分析机构13直接将不合格信息发送给报警器15,报警器15根据不合格信息输出报警提醒。在一种具体地实施方式中,伺服控制机构12可以分别与视觉分析机构13和报警器15相连。视觉分析机构13可以将不合格信息发送给伺服控制机构12,由伺服控制机构12控制报警器15根据不合格信息输出报警提醒,如图2所示。
具体地,在一种具体地实施方式中,报警器15为声光报警器。需要说明的是,本实施例中,视觉分析机构13根据目标外观照片位置的不同,所生成的不合格信息也不同,报警器15可以根据不同的不合格信息发出不同的警报,以使检测人员快速了解不合格的位置,节省检测人员的工作时间。
本实施例的视觉检测设备,包括位置传感器10、拍照机构11、伺服控制机构12、视觉分析机构13、速度传感器14和报警器15。其中,若检测到传送机构21将目标商品传送至预设的定位区域后,位置传感器10生成识别信息,速度传感器14检测目标商品的移动速度,伺服控制机构12根据识别信息控制拍照机构11移动至初始位置,并根据移动速度控制拍照机构11从初始位置开始跟随目标商品移动,以拍摄目标商品的外观照片,视觉分析机构13根据外观照片确定目标商品的外观是否合格,若不合格,则生成不合格信息,报警器15根据不合格信息输出报警提醒,以提醒工作人员尽快处理不合格的目标商品,阻止不合格的产品流入售后,避免给企业带来损失。采用本实施例的技术方案,能够自动对商品的外观进行检查,不仅检查速度快,而且有效避免了人工检查的漏检、错检的情况,提高了检测效率。
进一步地,本实施例的视觉检测设备,还包括距离传感器16。距离传感器16可以获取拍照机构11与目标商品的距离。距离传感器16和伺服控制机构12相连。伺服控制机构12检测到距离小于预设距离时,控制拍照机构11向与目标商品背离的方向移动。
具体地,目标商品可能会由于质量问题出现鼓包、变型或者弯折的情况,如果一旦鼓包、变型或者弯折过大,可能会在传送过程中碰到拍照机构11,甚至将拍照机构11损坏。因此,本实施例中设置的距离传感器16能够实时监控拍照机构11与目标商品的距离,当拍照机构11与目标商品的距离小于预设的安全距离时,伺服控制机构12则可以控制拍照机构11向与目标商品背离的方向移动,进而避免拍照机构11被损坏。
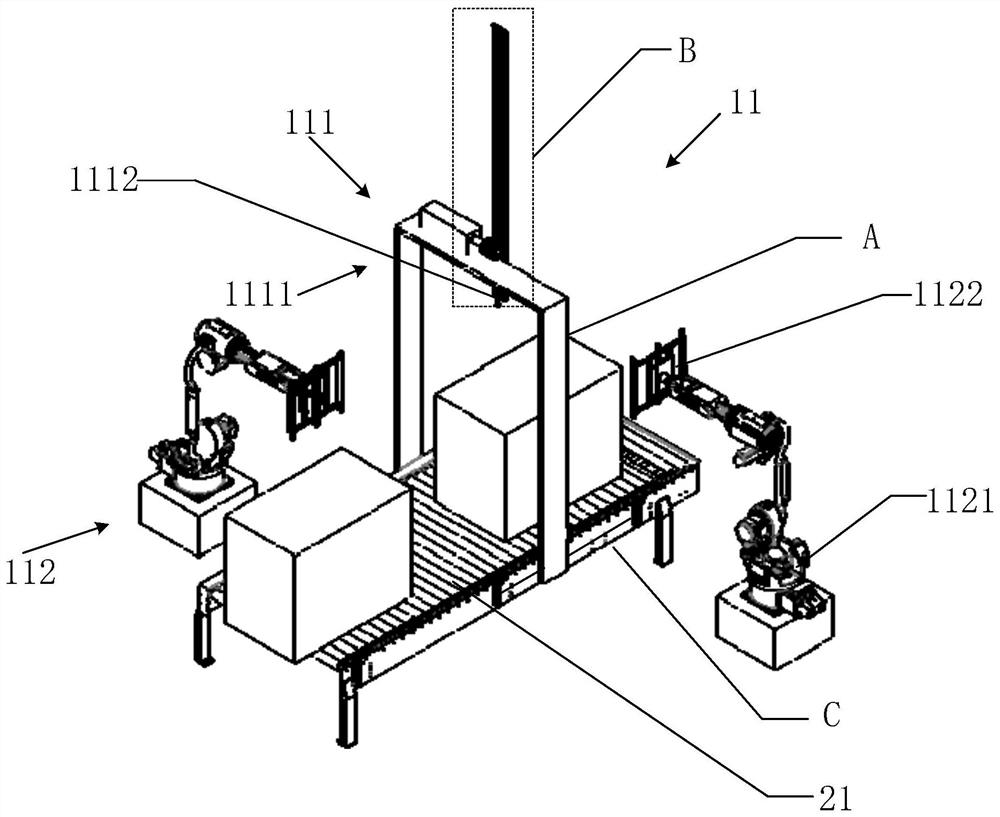
进一步地,本实施例的拍照机构11包括顶面拍照子机构111,外观照片包括顶面外观照片。
如图1所示,本实施例的顶面拍照子机构111包括移动支架1111,以及,设置在移动支架1111上的顶面相机1112。在一种具体地实施方式中,移动支架1111包括由伸缩杆组成的“n”型支架A和齿轮组合B,“n”型支架A的顶端连接齿轮组合B,伺服控制机构12可以通过驱动齿轮移动,以调节“n”型支架A的高度,进而调整顶面相机1112的与目标商品的垂直距离,“n”型支架A还可以沿传动机构21设置导轨C,伺服控制机构12可以通过驱动“n”型支架A在导轨C上移动,进而调整顶面相机1112与目标商品的水平距离,如图1所示。
其中,移动支架1111,用于在伺服控制机构的控制下移动至初始位置,并根据移动速度从初始位置开始跟随目标商品移动,顶面相机1112,用于获取目标商品的顶面外观照片。当顶面相机1112的移动速度与目标商品的传送速度的方向、速度值大小均一致时,顶面相机1112即可拍摄清晰的顶面外观照片。
在一种具体地实施方式中,目标商品被传送至预设的定位区域时,使顶面相机1112能够正好拍摄到整个顶部的位置为移动支架1111的初始位置。
进一步地,本实施例的拍照机构11还包括侧面拍照子机构112,外观照片包括侧面外观照片。侧面拍照子机构112包括工业机器人1121,以及,设置在工业机器人1121的机械臂上的侧面相机1122。
工业机器人1121,用于在伺服控制机构的控制下将机械臂移动至初始位置,并根据移动速度从初始位置开始跟随目标商品移动,侧面相机1122,用于获取目标商品的侧面外观照片。当侧面相机1122的移动速度与目标商品的传送速度的方向、速度值大小均一致时,侧面相机1122即可拍摄清晰的侧面外观照片。
在一种具体地实施方式中,目标商品为空调外机,工业机器人1121的数量至少为两个。当目标商品被传送至预设的定位区域时,使侧面相机1122能够正好拍摄到相邻两个侧面的位置为工业机器人1121的初始位置。本实施例的两个工业机器人1121沿空调外机的对角线设置,如图1所示,每个工业机器人1121上的侧面相机1122分别获取2个相邻侧面的外观照片,进而,便能够获取空调外机的所有侧面的侧面外观照片。
本实施例中,采用伺服控制机构12进行伺服定位,能够有效提高工业机器人1121和移动支架1111移动的准确性,便于顶面相机1112和侧面相机1122拍到真实、清晰的照片。
其中,初始位置是检测人员通过工控机输入到伺服控制机构12中的,具体地,检测人员可以根据目标商品的不同型号预先输入不同的初始位置。若目标商品为空调外机,那么空调外机的尺寸最大一般为长×宽×高:1210mm×560mm×1425mm,最小一般为长×宽×高:948mm×416mm×645mm,可以根据空调外机的尺寸确定不同的初始位置。
在进行检测时,检测人员可以根据目标商品的型号确定对应的初始位置,当更换目标商品的型号时,检测人员再重新选择或者输入与更新目标商品型号对应的初始位置即可;还可以设置超声波传感器检测目标商品的大小,伺服控制机构12根据目标商品的大小确定目标商品的型号,进而自动确定与目标商品的型号对应的初始位置,这样即使更换目标商品的型号,也不需要检测人员手动进行定位信息的设置,能够节省人工,提高工作效率。
进一步地,本实施例的视觉检测设备,伺服控制机构12,还用于检测移动速度是否在预设的移动速度范围内,若移动速度在移动速度范围外,则调整传送机构21的传送速度,以使移动速度在移动速度范围内。
具体地,当传送机构21的传送速度大于预设阈值时,伺服控制机构12可以降低传送机构21的运行速度,当传送机构21的传送速度小于预设阈值时,伺服控制机构12可以适当提升传送机构21的运行速度。
进一步地,本实施例的视觉检测设备,还包括存储器。存储器可以和报警器15相连。报警器15用于根据不合格信息生成对应的报警记录,并将报警记录存储在存储器中,以使检测人员可以调取存储器中存储的报警记录,进而确定标识牌的合格情况,对工厂的工作流程进行一定的调整。
进一步地,检测人员可以采集合格的外观照片,存储到预设的样本数据库中。视觉分析机构13,用于将外观照片与预设的样本照片库中的样本照片比对,若存在与外观照片相同的样本照片,则表示外观照片对应的目标商品合格;若不存在与外观照片相同的样本照片,则表示外观照片对应的目标商品合格不合格。
在一种具体地实施方式中,目标商品为空调外机,外观照片所检测的内容至少包括变型、鼓包以及螺丝松动等质量问题以及MES条码、名牌、商标等标识设置的位置是否正确等。
基于一个总的发明构思,本实施例还提供了一种视觉检测系统。图3是本发明视觉检测系统一种实施例提供的电路框图。本实施例的视觉检测系统,包括传送机构21和以上实施例的视觉检测设备22,视觉检测设备22的伺服控制机构12与传送机构21相连。
在一种具体地实施方式中,传送机构21是流水线体。
采用本实施例的技术方案,能够自动对商品外部的标识进行核对,不仅核对速度快,而且有效避免了人工核对的漏检、错检的情况,提高了检测效率。
其中,本申请实施例提供的视觉检测系统的具体实施方案可以参考以上任意实施例的视觉检测设备的实施方式,此处不再赘述。
可以理解的是,上述各实施例中相同或相似部分可以相互参考,在一些实施例中未详细说明的内容可以参见其他实施例中相同或相似的内容。
需要说明的是,在本发明的描述中,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性。此外,在本发明的描述中,除非另有说明,“多个”的含义是指至少两个。
在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
- 一种视觉检测参数的确定方法、视觉检测设备以及视觉检测系统
- 一种视觉检测设备的光源装置及视觉检测设备