一种飞机装配时确定孔位置的方法
文献发布时间:2023-06-19 09:32:16
技术领域
本发明涉飞机铆接装配时确定孔的位置技术领域,尤其是涉及一种飞机装配时确定孔位置的方法。
背景技术
飞机装配是将飞机零件、组件以及部件按图样要求,使用装配工艺方法和工艺装备逐步装配成飞机的过程。飞机装配主要采用铆接的连接形式,相比于其他连接形式,铆接具有很多独特的优点,装配精度高、结构强度好、操作效率高等。目前,铆接装配在飞机制造领域是不可替代的。铆接装配包括:定位画线、制孔、涂胶、铆接、清理、检验工序等。其中制孔工序是铆接装配过程中不可缺少的部分,也是至关重要的。一般确定孔位置的方法:划线法、导孔法、样板法、工装钻模法。其中样板法和工装钻模法,利用样板和钻模辅助确定孔位置。虽然可以准确确定孔的位置,但加大了制造成本,且过多的工装钻模和样板不宜现场操作。而导孔法对需装配的两个或多个零件制造精度以及公差配合要求十分苛刻,但现阶段钣金件和复合材料件制造公差大,采用导孔法划线装配易出现间隙、阶差、干涉等故障。显然可见,划线法制孔在飞机装配中显得格外重要,划线法是根据产品图样上规定的尺寸,用钢板尺和铅笔在零件上划紧固件位置中心线。此法准确度较低,生产效率也较低,钻孔的工作量大,但可减少工艺装备的数量。另外图纸和数模中给出的紧固件孔的间距尺寸常常不是整数,这给划线时测量带来很大难度。例如:将线性尺寸为243mm的零件上均匀排布9个铆钉,孔间距则为30.375mm,很难用钢板尺做到准确无误。
为此,提出一种飞机装配时确定孔位置的方法。
发明内容
本发明的目的在于提供一种飞机装配时确定孔位置的方法,现阶段,根据图纸和技术文件中规定的紧固件孔节距和边距,在零件表面用铅笔标出紧固件孔心的位置,在标记的过程中,由于钢板尺不易固定,又因为需要标记的线性距离较长,常用量程为300mm的钢板尺无法满足通过固定一次钢板尺将紧固件位置全部标注,所以需要反复移动和固定钢板尺,增加工作量,大大的降低生产效率。线性距离越长,排布紧固件的位置偏差越大,误差的累计,降低了紧固件的位置精度,从而导致装配故障或影响飞机机械性能。为了解决划线法准确度较低,生产效率较低的问题,制定本技术方案。利用松紧带具有弹性形变的性能,以及胡克定律的原理,可快速确定孔的位置。并能减少误差,提高装配精度。本方法经过多次试验验证,确保该方法的可靠性,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:一种飞机装配时确定孔位置的方法,包括如下步骤:
S1:准备工作:
S1-1:准备1把量程500mm的钢板尺、1段长度400mm*宽15mm的白色松紧带、1支黑色记号笔、2块40mm*30mm铝片;
S2:材料制作:
S2-1:将铝片包住松紧带两端头并压紧,目的是防止松紧带在拉伸过程中,其内部的橡皮筋抽丝,影响准确度;
S2-2:将钢板尺放置到桌面平台,使用微小的力,使得松紧带受力绷紧即可,大约将松紧带长度拉到500mm,目的是让松紧带受力均匀;
S2-3:将松紧带并放置于钢板尺上方,用记号笔标记,在松紧带有效使用长度的开端标记“A1”,然后每隔10mm标记一点,标记“A2、A3......”使用相同的办法在此标记面的背面标记“B1、B2.......”,至此已将具有确定的紧固件孔位置的松紧带制作完毕;
S3:确定孔步骤:
S3-1:松紧带的使用方法:使用前需检验松紧带是否有效,拉伸松紧带放置到钢板尺表面,观察各标记点是否均匀分布;
S3-2:将松紧带的第一点放置在零件第一个紧固件位置“p”点,紧固件总数量记作“Q”,拉伸松紧带使上第Q个点与P'点重合;
S3-3:划线的位置就是孔中心位置,若松紧带的长度无法一次标记全部紧固件位置,可分段多次操作,在弹性限度内拉伸,拉伸形变不宜过于饱和,此松紧带适用于紧固件孔间距大约为10mm~40mm,基本满足飞机铆接装配紧固件排布要求;
优选的,所述S2-3中,B面与A面的区别是B面标记点间隔为20mm。
优选的,所述S3-1:松紧带的使用方法,确定为均匀分布后,按照图纸和数模的技术要求,通过测量在零件表面标记第一个紧固件孔心位置,记作“p”和最后一个紧固件孔心位置,记作“p'”。
优选的,所述S3-2:此时,松紧带上的标记点呈均匀分布,按照松紧带的标记点排布位置在零件表面对应标记划线即可。
优选的,所述S3-3:若间距超出此范围,可以通过将每两个标记点记作一个紧固件孔位置。若发现标记点不均匀分布时,应停止使用,制作新的松紧带即可。
与现有技术相比,本发明的有益效果是:
本发明技术直接应用于飞机铆接装配时确定孔的位置。现阶段,根据图纸和技术文件中规定的紧固件孔节距和边距,在零件表面用铅笔标出紧固件孔心的位置,在标记的过程中,由于钢板尺不易固定,又因为需要标记的线性距离较长,钢板尺无法满足通过固定一次钢板尺将紧固件位置全部标注,所以需要反复移动和固定钢板尺,增加工作量,大大的降低生产效率,为了解决这样的问题,应用胡克定律原理,利用松紧带具有弹性形变的性能,在松紧带上等距离标记,在弹性限度内松紧带受力被拉伸时发生形变,而每一段的形变量相同,可快速、准确的确定孔的位置,进而,提高生产效率,减低生产成本,提高飞机装配精度。
附图说明
为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
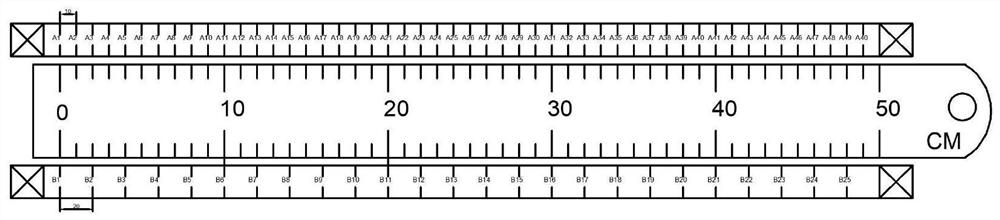
图1为本发明的松紧带结构视图;
图2为本发明的松紧带具体实施示意图。
具体实施方式
下面将结和本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1至图2,本发明提供一种技术方案:
一种飞机装配时确定孔位置的方法,包括如下步骤:
S1:准备工作:
S1-1:准备1把量程500mm的钢板尺、1段长度400mm*宽15mm的白色松紧带、1支黑色记号笔、2块40mm*30mm铝片;
S2:材料制作:
S2-1:将铝片包住松紧带两端头并压紧,目的是防止松紧带在拉伸过程中,其内部的橡皮筋抽丝,影响准确度;
S2-2:将钢板尺放置到桌面平台,使用微小的力,使得松紧带受力绷紧即可,大约将松紧带长度拉到500mm,目的是让松紧带受力均匀;
S2-3:将松紧带并放置于钢板尺上方,用记号笔标记,在松紧带有效使用长度的开端标记“A1”,然后每隔10mm标记一点,标记“A2、A3......”使用相同的办法在此标记面的背面标记“B1、B2.......”,B面与A面的区别是B面标记点间隔为20mm,至此已将具有确定的紧固件孔位置的松紧带制作完毕;
S3:确定孔步骤:
S3-1:松紧带的使用方法:使用前需检验松紧带是否有效,拉伸松紧带放置到钢板尺表面,观察各标记点是否均匀分布,确定为均匀分布后,按照图纸和数模的技术要求,通过测量在零件表面标记第一个紧固件孔心位置,记作“p”和最后一个紧固件孔心位置,记作“p'”;
S3-2:将松紧带的第一点放置在零件第一个紧固件位置“p”点,紧固件总数量记作“Q”,拉伸松紧带使上第Q个点与P'点重合,此时,松紧带上的标记点呈均匀分布,按照松紧带的标记点排布位置在零件表面对应标记划线即可;
S3-3:划线的位置就是孔中心位置,若松紧带的长度无法一次标记全部紧固件位置,可分段多次操作,在弹性限度内拉伸,拉伸形变不宜过于饱和,此松紧带适用于紧固件孔间距大约为10mm~40mm,基本满足飞机铆接装配紧固件排布要求,若间距超出此范围,可以通过将每两个标记点记作一个紧固件孔位置。若发现标记点不均匀分布时,应停止使用,制作新的松紧带即可;
松紧带样式如图1所示,钢板尺上方即为松紧带A面,钢板尺下方即为松紧带B面,具体实例:两个零件连接,连接区域长600mm,图纸中规定此连接区域,需要33个紧固件均匀分布,常规的做法是通过运算得出间距为600/(33-1)=18.75mm。然后通过用钢板尺测量32次18.75得出紧固件位置,这种方法效率低、准确度差。但通过松紧带可以解决这种缺陷。找出起始点P点和终点P'点,将A1点放置P点,拉伸松紧带使A33点放置P’点。其余点会在松紧带上呈均匀分布,然后用铅笔在零件上画出与A2-A32点对应的点即可,参考图2示意图。
有益效果:
本发明技术直接应用于飞机铆接装配时确定孔的位置。现阶段,根据图纸和技术文件中规定的紧固件孔节距和边距,在零件表面用铅笔标出紧固件孔心的位置,在标记的过程中,由于钢板尺不易固定,又因为需要标记的线性距离较长,钢板尺无法满足通过固定一次钢板尺将紧固件位置全部标注,所以需要反复移动和固定钢板尺,增加工作量,大大的降低生产效率,为了解决这样的问题,应用胡克定律原理,利用松紧带具有弹性形变的性能,在松紧带上等距离标记,在弹性限度内松紧带受力被拉伸时发生形变,而每一段的形变量相同,可快速、准确的确定孔的位置,进而,提高生产效率,减低生产成本,提高飞机装配精度。
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
- 一种飞机装配时确定孔位置的方法
- 一种停车时车辆位置确定方法及对标停车方法