磁瓦一体化自动处理系统
文献发布时间:2023-06-19 09:41:38
技术领域
本发明涉及磁瓦生产技术领域,尤其涉及一种磁瓦一体化自动处理系统。
背景技术
在磁瓦生产过程中,磁瓦从成型压机处压制完毕后,由缸顶起,再由取坯器进入压机模具吸取磁瓦,并立即放置于成型输出皮带上。受磁瓦被放置时间点的随机性和成型输出皮带的持续运转等影响,磁瓦在成型输出皮带上多为排列不均匀的状态。磁瓦随成型输出皮带运动到指定位置后,需将其搬移到烧结盘上进行有序地摆放,再将烧结盘送入窑炉进行烧制。目前磁瓦由成型到烧制之间的处理工作,一直是人工进行或者依靠设备对某一部分半自动化进行,处理效率整体上不高。且因磁瓦本身重量较大,人力干预较多,也会出现劳动强度高、安全性低等问题。
发明内容
本发明所要解决的技术问题是提供一种提高整体处理效率,降低人工劳动强度和提高安全性的磁瓦一体化自动处理系统。
为解决上述技术问题,本发明的技术方案是:磁瓦一体化自动处理系统,包括机架,所述机架上设有入料端位于成型输出皮带侧方的搬移缓冲输送带,所述机架上设有缓冲带入料装置;所述机架上设有搬移排列输送带,所述机架上位于所述搬移缓冲输送带的出料端和所述搬移排列输送带的入料端之间设有移栽排列装置;所述机架上位于所述搬移排列输送带的出料端处设有排列整形装置;所述机架上设有位于所述搬移排列输送带的出料端的侧方的码垛盘输送装置,所述机架上位于所述码垛盘输送装置的入料端和所述搬移排列输送带的出料端之间设有码垛装置。
作为优选的技术方案,所述移栽排列装置包括转动安装在所述机架上、并位于所述搬移缓冲输送带的出料端和所述搬移排列输送带的入料端之间的移栽架,所述移栽架上设有至少一个移栽取放座,各所述移栽取放座与所述移栽架之间分别设有移栽升降驱动器,各所述移栽取放座上分别设有移栽吸嘴;所述移栽架与所述机架之间设有移栽控制器。
作为优选的技术方案,所述码垛盘输送装置包括码垛停留段和码垛输出段,所述机架上位于所述码垛停留段的侧方设有供盘装置。
作为优选的技术方案,所述供盘装置包括固定设置在所述机架上、且顶部开口设置的储盘箱,所述储盘箱内竖向滑动安装有托盘座,所述托盘座与所述储盘箱之间设有出盘驱动器;所述机架上横向滑动安装有拨盘座,所述拨盘座上固定设有位于所述储盘箱的箱口远离所述码垛停留段一侧的拨盘爪,所述拨盘座与所述机架之间设有拨盘驱动器。
作为优选的技术方案,所述机架上位于所述码垛输出段的侧方设有顶部开口设置的储标盒,所述拨盘座上竖向滑动安装有取标滑座,所述取标滑座与所述拨盘座之间设有取标驱动器,所述取标滑座上固定设有可伸入所述储标盒的取标立杆,所述取标立杆的底端设有取标吸嘴。
作为优选的技术方案,所述排列整形装置包括横向滑动安装在所述机架上的排列整形座,所述排列整形座上固定设有可伸至所述搬移排列输送带上方的整形推杆,所述排列整形座与所述机架之间设有排列整形驱动器。
作为优选的技术方案,所述缓冲带入料装置包括横向滑动安装在所述机架上的入料往返滑座,所述入料往返滑座与所述机架之间设有入料往返驱动器;所述入料往返滑座上竖向滑动安装有入料取放滑座,所述入料取放滑座与所述入料往返滑座之间设有入料升降驱动器;所述入料取放滑座上设有入料吸附器。
作为优选的技术方案,所述入料吸附器包括若干排列设置在所述入料取放滑座上的入料吸嘴。
作为优选的技术方案,所述码垛装置包括横向滑动安装在所述机架上的码垛往返滑座,所述码垛往返滑座与所述机架之间设有码垛往返驱动器;所述码垛往返滑座上竖向滑动安装有码垛取放滑座,所述码垛取放滑座与所述码垛往返滑座之间设有码垛升降驱动器;所述码垛取放滑座上转动安装有码垛翻转座,所述码垛翻转座与所述码垛取放滑座之间设有码垛翻转驱动器;所述码垛翻转座上设有若干横向排列设置的码垛吸嘴。
作为优选的技术方案,所述机架上位于所述码垛盘输送装置的入料端和所述搬移排列输送带的出料端之间还设有沾粉装置。
由于采用了上述技术方案,磁瓦一体化自动处理系统,包括机架,所述机架上设有入料端位于成型输出皮带侧方的搬移缓冲输送带,所述机架上设有缓冲带入料装置;所述机架上设有搬移排列输送带,所述机架上位于所述搬移缓冲输送带的出料端和所述搬移排列输送带的入料端之间设有移栽排列装置;所述机架上位于所述搬移排列输送带的出料端处设有排列整形装置;所述机架上设有位于所述搬移排列输送带的出料端的侧方的码垛盘输送装置,所述机架上位于所述码垛盘输送装置的入料端和所述搬移排列输送带的出料端之间设有码垛装置。本发明所述缓冲带入料装置将成型输出皮带上不均匀的磁瓦,先统一放至所述搬移缓冲输送带上。所述搬移缓冲输送带上的磁瓦到达出料端时,由所述移栽排列装置单个单个地移栽到所述搬移排列输送带上,磁瓦在所述搬移排列输送带上可基本形成间距相差不大、姿态近似相同的状态。最后所述排列整形装置将磁瓦统一进行整理,磁瓦转为等间距的整齐排列状态,所述码垛装置可一次将若干磁瓦码垛到码垛盘输送装置上的烧结盘上,并可形成有序的放置。本发明提高了整体处理效率,因整个处理过程自动化进行,所以降低了人工劳动强度和提高了安全性。
附图说明
以下附图仅旨在于对本发明做示意性说明和解释,并不限定本发明的范围。其中:
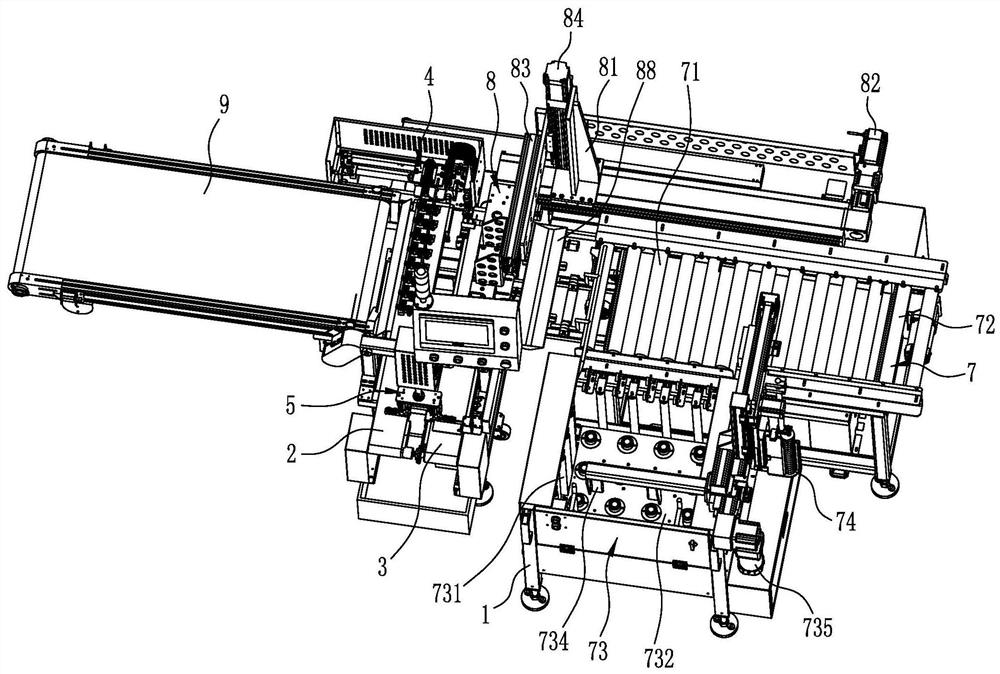
图1是本发明实施例的立体结构示意图;
图2是图1另一视角的立体结构示意图,图中对成型输出皮带进行了隐藏;
图3是图2的A处放大结构示意图;
图4是图1再一视角的立体结构示意图;
图5是图4的B处放大结构示意图;
图6是本发明实施例搬移缓冲输送带和搬移排列输送带处的立体放大结构示意图;
图7是本发明实施例移栽排列装置的立体结构示意图。
图中:1-机架;2-搬移缓冲输送带;3-搬移排列输送带;4-缓冲带入料装置;41-入料往返滑座;42-入料往返驱动器;43-入料取放滑座;44-入料升降驱动器;45-入料吸附器;5-移栽排列装置;51-移栽架;52-移栽取放座;53-移栽升降驱动器;54-移栽吸嘴;55-移栽控制器;6-排列整形装置;61-排列整形座;62-排列整形驱动器;63-整形推杆;7-码垛盘输送装置;71-码垛停留段;72-码垛输出段;73-供盘装置;731-储盘箱;732-托盘座;733-拨盘座;734-拨盘爪;735-拨盘驱动器;74-储标盒;741-取标滑座;742-取标驱动器;743-取标立杆;744-取标吸嘴;8-码垛装置;81-码垛往返滑座;82-码垛往返驱动器;83-码垛取放滑座;84-码垛升降驱动器;85-码垛翻转座;86-码垛翻转驱动器;87-码垛吸嘴;88-沾粉装置;9-成型输出皮带。
具体实施方式
下面结合附图和实施例,进一步阐述本发明。在下面的详细描述中,只通过说明的方式描述了本发明的示范性实施例。毋庸置疑,本领域的普通技术人员可以认识到,在不偏离本发明的精神和范围的情况下,可以用各种不同的方式对所描述的实施例进行修正。因此,附图和描述在本质上是说明性的,而不是用于限制权利要求的保护范围。
如图1至图7共同所示,磁瓦一体化自动处理系统,包括机架1,所述机架1可以为整体设置的,也可以为各装置结构各自的机架在相对固定设置的基础上组合而成的。所述机架1上设有入料端位于成型输出皮带9侧方的搬移缓冲输送带2,所述机架1上设有缓冲带入料装置4。其中所述成型输出皮带9输送取坯器从压机模具吸取放置的磁瓦。
所述缓冲带入料装置4用于将所述成型输出皮带9上不均匀的磁瓦,统一置放到所述搬移缓冲输送带2上。本实施例所述缓冲带入料装置4包括横向滑动安装在所述机架1上的入料往返滑座41,所述入料往返滑座41与所述机架1之间设有入料往返驱动器42;所述入料往返滑座41上竖向滑动安装有入料取放滑座43,所述入料取放滑座43与所述入料往返滑座41之间设有入料升降驱动器44;所述入料取放滑座43上设有入料吸附器45。
所述入料往返驱动器42驱动所述入料往返滑座41往返,所述入料吸附器45就随之在所述成型输出皮带9和所述搬移缓冲输送带2之间往返。在到达所述成型输出皮带9上方时,所述入料升降驱动器44驱动所述入料取放滑座43下降,所述入料吸附器45将不均匀的磁瓦进行无差别吸附,然后所述入料升降驱动器44驱动所述入料取放滑座43升起;所述入料往返滑座41驱动所述入料往返滑座41滑动,所述入料吸附器45到达所述搬移缓冲输送带2上方后,所述入料升降驱动器44驱动所述入料取放滑座43下降,所述入料吸附器45解除吸附,磁瓦即被置于所述搬移缓冲输送带2上。
其中所述入料升降驱动器44和所述入料升降驱动器44均优选气缸,当然也可采用电缸、或者电机配合螺旋传动等实现。本实施例所述入料吸附器45包括若干排列设置在所述入料取放滑座43上的入料吸嘴。若干所述入料吸嘴首尾之间的跨度,与所述成型输出皮带9的宽度相适应,那么所述入料吸附器45的一次吸附,无论磁瓦均匀与否,均可进行无差别吸附,防止漏料发生。
所述机架1上设有搬移排列输送带3,所述机架1上位于所述搬移缓冲输送带2的出料端和所述搬移排列输送带3的入料端之间设有移栽排列装置5。
所述移栽排列装置5用于将所述搬移缓冲输送带2上无序的磁瓦,单个单个地依次放置于所述搬移排列输送带3上,所述搬移排列输送带3上的磁瓦可容易形成间距差异较小且姿态相差不大的状态。
本实施例所述移栽排列装置5包括转动安装在所述机架1上、并位于所述搬移缓冲输送带2的出料端和所述搬移排列输送带3的入料端之间的移栽架51,所述移栽架51上设有至少一个移栽取放座52,各所述移栽取放座52与所述移栽架51之间分别设有移栽升降驱动器53,各所述移栽取放座52上分别设有移栽吸嘴54;所述移栽架51与所述机架1之间设有移栽控制器55。
所述移栽架51上位于所述搬移缓冲输送带2的出料端上方的移栽取放座52,由所述移栽升降驱动器53驱动下降,所述移栽吸嘴54将磁瓦吸取,然后所述移栽升降驱动器53驱动所述移栽取放座52升起。所述移栽控制器55驱动所述移栽架51旋转使吸附有磁瓦的移栽吸嘴54到达所述搬移排列输送带3的入料端上方,所述移栽升降驱动器53驱动所述移栽取放座52下降,所述移栽吸嘴54解除吸附,即完成一次磁瓦的移栽动作。
本实施例示意所述搬移排列输送带3与所述搬移缓冲输送带2平行设置且输送方向相反,因此本实施例所述移栽架51上对称设有两个所述移栽取放座52,当一个所述移栽取放座52在所述搬移缓冲输送带2的出料端处吸附磁瓦时,另一个所述移栽取放座52可正好处在所述搬移排列输送带3的入料端处放置磁瓦;当切换动作时,所述移栽控制器55每次控制所述移栽架51旋转半圈即可,如此可提高移栽效率。而所述移栽架51旋转半圈进行移栽,磁瓦到达所述搬移排列输送带3上时,也为旋转半圈,即掉头后由所述搬移排列输送带3继续输送,姿态与在所述搬移缓冲输送带2上时一致。
其中所述移栽控制器55可采用伺服电机实现,所述移栽升降驱动器53同样优选气缸。所述移栽吸嘴54的吸附可利用在所述搬移缓冲输送带2的出料端设置磁瓦感应器的方式来控制。而所述搬移排列输送带3步进输送,每次步进的启动信号,可采用所述搬移排列输送带3的入料端设置磁瓦感应器来实现。这样在所述移栽排列装置5将所述搬移缓冲输送带2上的磁瓦,单个移栽到所述搬移排列输送带3上后,所述搬移排列输送带3进行放一次移一次的步进控制,磁瓦可基本形成间距差异较小、且姿态相差不大的状态。
本实施例各所述移栽控制器55上设有两个所述移栽吸嘴54,两点吸附可避免移栽过程中磁瓦的姿态发生改变。
在上述结构外,本实施例所述移栽排列装置5也可采用在所述移栽架51上设置四个所述移栽取放座52,每次转动90°来切换动作,或者所述移栽排列装置5直接效仿本实施例所述缓冲带入料装置4的结构,利用往返滑动来完成移栽,等等,这些技术方案及其他等同技术手段的变换都应在本发明保护范围之内。
所述机架1上位于所述搬移排列输送带3的出料端处设有排列整形装置6。所述排列整形装置6用于将间距差异较小、且姿态相差不大的若干磁瓦,进行进一步排列整理,使其间距、姿态变得统一有序。
本实施例所述排列整形装置6包括横向滑动安装在所述机架1上的排列整形座61,所述排列整形座61上固定设有可伸至所述搬移排列输送带3上方的整形推杆63,所述排列整形座61与所述机架1之间设有排列整形驱动器62。所述排列整形驱动器62驱动所述排列整形座61靠向所述搬移排列输送带3,所述整形推杆63即可推动磁瓦,使其按照整形推杆63的长度方向调整姿态,由此达到整形效果。所述排列整形驱动器62采用气缸,当然也可采用电缸等,此外,本实施例所述排列整形装置6也可采用对称的两所述整形推杆63相向推进的方式,来完成整形。
所述机架1上设有位于所述搬移排列输送带3的出料端的侧方的码垛盘输送装置7,所述机架1上位于所述码垛盘输送装置7的入料端和所述搬移排列输送带3的出料端之间设有码垛装置8。
所述码垛装置8将所述搬移排列输送带3上排列整齐的磁瓦搬移到所述码垛盘输送装置7上的烧结盘上,进行整齐有序的放置。所述码垛装置8包括横向滑动安装在所述机架1上的码垛往返滑座81,所述码垛往返滑座81与所述机架1之间设有码垛往返驱动器82;所述码垛往返滑座81上竖向滑动安装有码垛取放滑座83,所述码垛取放滑座83与所述码垛往返滑座81之间设有码垛升降驱动器84;所述码垛取放滑座83上转动安装有码垛翻转座85,所述码垛翻转座85与所述码垛取放滑座83之间设有码垛翻转驱动器86;所述码垛翻转座85上设有若干横向排列设置的码垛吸嘴87。
所述码垛装置8中所述码垛往返滑座81、所述码垛取放滑座83的原理与所述缓冲带入料装置4中所述入料往返滑座41、所述入料取放滑座43的原理相类似,区别主要在于所述码垛往返驱动器82本实施例示意为电机配合螺旋传动来实现,不过上述结构仍是本领域技术人员根据前文内容和公知技术很容易理解的,在此不再赘述。本实施例在所述码垛取放滑座83上增设可翻转的码垛翻转座85,来将所述码垛吸嘴87吸附的磁瓦翻转一定角度后,以立起的姿态码放到烧结盘上。其中本实施例所述码垛翻转驱动器86采用伺服电机实现,当然也可采用缸驱动配合曲柄滑块结构等实现。
本实施例所述机架1上位于所述码垛盘输送装置7的入料端和所述搬移排列输送带3的出料端之间还设有沾粉装置88,在所述码垛装置8将整齐的磁瓦码放到烧结盘的过程中,可在所述沾粉装置88处进行停留和沾粉。所述沾粉装置88可以为喷粉结构,也可以为粉池直接蘸磁瓦的结构,这些结构均为本领域公知常用技术,在此不再赘述。当然本实施例还可在沾粉前设置毛刷装置,来去除磁瓦上的毛刺。
所述码垛盘输送装置7用于将码垛有整齐的磁瓦的烧结盘,整体输出,以进行下一步烧制作业。本实施例所述码垛盘输送装置7包括码垛停留段71和码垛输出段72,所述码垛停留段71用于停留烧结盘,以方便所述码垛装置8的码放;所述码垛输出段72用于将码垛完毕的烧结盘持续往外输出。本实施例示意所述码垛盘输送装置7为辊筒输送结构,所述码垛停留段71和所述码垛输出段72各自设置驱动电机。
所述机架1上位于所述码垛停留段71的侧方设有供盘装置73,所述供盘装置73用于将烧结盘自动送至所述码垛停留段71上。本实施例所述供盘装置73包括固定设置在所述机架1上、且顶部开口设置的储盘箱731,所述储盘箱731内竖向滑动安装有托盘座732,所述托盘座732与所述储盘箱731之间设有出盘驱动器;所述机架1上横向滑动安装有拨盘座733,所述拨盘座733上固定设有位于所述储盘箱731的箱口远离所述码垛停留段71一侧的拨盘爪734,所述拨盘座733与所述机架1之间设有拨盘驱动器735。
所述出盘驱动器向上顶动所述托盘座732,使所述托盘座732上堆叠的若干烧结盘中最上部的烧结盘露出所述储盘箱731。当所述码垛停留段71处需供给烧结盘时,所述拨盘驱动器735驱动所述拨盘座733向所述码垛停留段71滑动,所述拨盘爪734即可将最上部的烧结盘拨到所述码垛停留段71上。拨动回位后,所述出盘驱动器将所述托盘座732再向上顶出一段,使下一个烧结盘露出所述储盘箱731,以等待下一次供盘动作。
其中本实施例所述储盘箱731采用四周设置档杆来围成箱体的结构,这样可减少烧结盘在被顶出过程中与其他结构发生的干涉和摩擦。而本实施例将烧结盘供给方向两侧的档杆以辊筒来代替,这可在达到常规档杆作用的同时,减小拨盘动作时烧结盘所受的阻力,利于顺利拨盘。与此同时,本实施例在所述储盘箱731和所述码垛停留段71之间设置供盘过渡滚轮,进一步减小供盘阻碍,保证自动供盘的顺利进行。本实施例所述拨盘驱动器735采用电机配合传动带的拉动来实现,当然也可直接采用气缸、电缸等实现。所述出盘驱动器同样可采用电机配合螺旋传动,来达到精确顶出烧结盘的目的。
本实施例所述机架1上位于所述码垛输出段72的侧方设有顶部开口设置的储标盒74,所述储标盒74用于储放若干依次堆叠的标码牌,其结构采用底板和至少三个固定设置在底板上的档条的形式来制成。所述拨盘座733上竖向滑动安装有取标滑座741,所述取标滑座741与所述拨盘座733之间设有取标驱动器742,所述取标滑座741上固定设有可伸入所述储标盒74的取标立杆743,所述取标立杆743的底端设有取标吸嘴744。
在所述拨盘座733拨盘前,所述取标驱动器742驱动所述取标滑座741下降,所述取标立杆743底端的所述取标吸嘴744吸取一个标码牌后,所述取标滑座741被重新驱动升起。当所述拨盘座733拨盘时,所述取标吸嘴744吸附的标码牌同步运行到所述码垛盘输送装置7处,所述取标吸嘴744解除吸附作用,标码牌落至码放完毕的烧结盘中。在上述过程中,当所述码垛停留段71的烧结盘码垛完毕后,所述码垛停留段71和所述码垛输出段72可先同时运行,直至码垛完毕的烧结盘全部到达所述码垛输出段72后,两者一起停止。然后所述供盘装置73开始向所述码垛停留段71供给空的烧结盘,所述取标吸嘴744即可将吸附的标码牌准确放入码垛完毕的烧结盘内。所述供盘装置73回位后,所述码垛输出段72再将码垛完毕的烧结盘继续输出。其中,所述取标驱动器742采用在所述取标滑座741上设置电机,并在电机与所述拨盘座733之间设置齿轮齿条传动来实现;当然也可采用电机配合螺旋传动等实现。此外,所述取标滑座741也可单独设置在另一个可向所述码垛盘输送装置7滑动的滑座上,来单独驱动、单独完成标码牌的供给。
本实施例通过无差别搬移磁瓦到所述搬移缓冲输送带2上缓冲,通过单个移栽以及步进输送使磁瓦初步形成较为统一的间距和姿态,和通过统一整理得到整齐排列的磁瓦,磁瓦最终由码垛装置8搬移到所述码垛盘输送装置7上的烧结盘上,形成有序的放置,烧结盘码垛完毕后可实现自动换盘和输出。本实施例磁瓦搬移码垛全自动化进行,提高了整体处理效率,降低了人工劳动强度和提高了安全性。
以上显示和描述了本发明的基本原理、主要特征及本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
- 磁瓦一体化自动处理系统
- 一种永磁铁氧体磁瓦自动磨加工一体化生产线