一种收卷无料尾裁切机构
文献发布时间:2023-06-19 09:43:16
技术领域
本发明涉及涂布机的技术领域,尤其是涉及一种收卷无料尾裁切机构。
背景技术
涂布机收卷在自动裁切时,常规裁刀都会留有一个料尾。料尾经常翻边,就会导致收卷卷芯内十几米甚至几十米成品变成废品。于是就研发出了无料尾裁切。目前现有的无料尾裁切大概有以下两种:一种是普通裁刀上面加一把刷子,裁刀切断材料后,刷子把料尾刷在纸芯上。这种无料尾裁切结构简单,但是效果不太好,料尾经常粘结不好,影响产品质量,而且不适合高速裁切。还有一种用储料架,保证裁切时,材料不动,也就是零速裁切。这种裁切效果没问题。缺点是:体积庞大、成本高,如果机器高速运行时,储料架将会变得非常大,造价会进一步提高。
发明内容
针对现有技术存在的不足,本发明的目的是提供一种收卷无料尾裁切机构,其具有无尾裁剪的效果。
本发明的上述发明目的是通过以下技术方案得以实现的:
一种收卷无料尾裁切机构,包括裁切底座、设置在裁切底座上的裁切运行机构、设置在裁切运行机构上的裁切小车、设置在裁切小车上的裁刀、收料机构,所述裁刀与收料机构之间设有压辊和胶辊,所述压辊可相对胶辊远离或靠近直至抵触胶辊,所述胶辊和压辊均设置在裁切小车上,所述裁切小车上还设有用于调节裁刀与胶辊之间距离的间隙微调机构,所述收料机构包括至少两个收料轴,所述收料轴收料时与胶辊抵触。
通过采用上述技术方案,随着机器运行,收卷到达指定尺寸后,按下准备裁切按钮。裁切小车在裁切运行机构作用下向右移动,当胶辊与收料轴距离10mm时,裁切小车停止移动。压辊下压,压住胶辊,然后裁刀旋转一周,裁刀将料膜扎成一排小孔。裁切小车继续前进,同时胶辊旋转带动料膜移动,收料轴上设有双面胶带,也在旋转。控制裁切小车前进速度和收料轴的旋转速度,当料膜上的小孔刚过收料轴上的胶带位置,胶辊压住收料轴,料膜在张力作用下于小孔处被拉断,因为料膜小孔处与收卷纸筒胶带边沿平齐,没有料尾,从而达到无料尾裁切。
本发明在一较佳示例中可以进一步配置为:所述裁切底座上设有水平设置的裁切导轨,所述裁切小车与裁切导轨滑动连接。
通过采用上述技术方案,导向效果更好,提高设备工作精度和提升良品率。
本发明在一较佳示例中可以进一步配置为:所述裁切运行机构包括设置在裁切小车底部沿裁切导轨长度方向设置的齿条和设置在裁切底座上的第一伺服电机和由第一伺服电机驱动的齿轮,所述齿轮与齿条啮合。
通过采用上述技术方案,采用该种方式驱动更稳,结构更稳。
本发明在一较佳示例中可以进一步配置为:所述间隙微调机构包括第二伺服电机、由第二伺服电机驱动的滚珠丝杆和与滚珠丝杆配合的丝母座,所述裁刀设置在丝母座上。
本发明在一较佳示例中可以进一步配置为:所述丝母座上还设有用于驱动裁刀转动的第三伺服电机。
本发明在一较佳示例中可以进一步配置为:所述胶辊由电机驱动转动。
综上所述,本发明包括以下至少一种有益技术效果:
1.结构相对简单,成本适中,可以适用各种速度的涂布机;
2.裁切效果好,料头与胶带粘结平整,废品只有0.1m;
3.不需要储料架,节约成本,节省空间。
附图说明
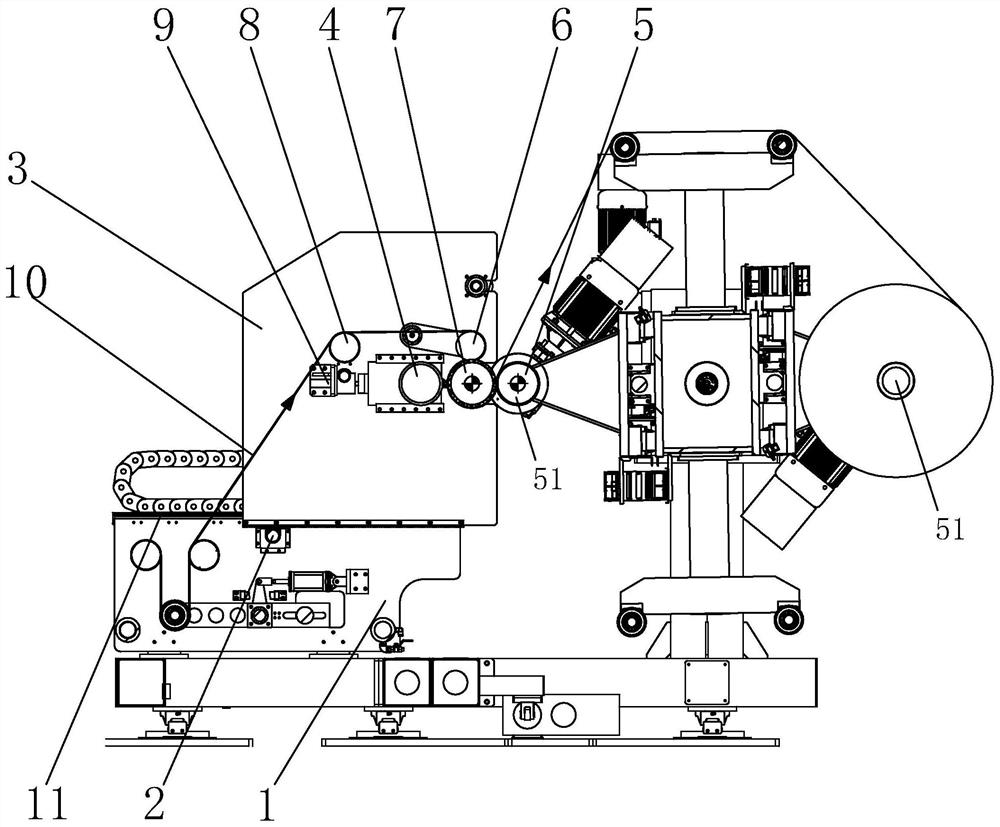
图1是实施例的整体结构示意图;
图2是实施例中裁切机构未收料时的工作状态;
图3是实施例中裁切机构收料时的工作状态。
图中,1、裁切底座;11、裁切导轨;2、裁切运行机构;21、齿轮;22、齿条;23、第一伺服电机;3、裁切小车;4、裁刀;5、收料机构;51、收料轴;6、压辊;7、胶辊;8、导向辊;9、间隙微调机构;91、第二伺服电机;92、滚珠丝杠;93、丝母座;10、料膜。
具体实施方式
以下结合附图对本发明作进一步详细说明。
实施例:
参照图1-3,为本发明公开的一种收卷无料尾裁切机构,包括裁切底座1、设置在裁切底座1上的裁切运行机构2、设置在裁切运行机构2上的裁切小车3、设置在裁切小车3上的裁刀4、收料机构5。
裁切底座1上设有水平设置的裁切导轨11,裁切小车3与裁切导轨11滑动连接,裁切运行机构2包括设置在裁切小车3底部沿裁切导轨11长度方向设置的齿条22和设置在裁切底座1上的第一伺服电机23和由第一伺服电机23驱动的齿轮21,齿轮21与齿条22啮合,这样便可驱动裁切小车3在裁切底座1上滑移。
裁刀4与收料机构5之间设有压辊6和胶辊7,压辊6由带轮驱动转动,压辊6可相对胶辊7远离或靠近直至抵触胶辊7,胶辊7和压辊6均设置在裁切小车3上,胶辊7由电机驱动主动转动。
裁切小车3上还设有用于调节裁刀4与胶辊7之间距离的间隙微调机构9,间隙微调机构9包括第二伺服电机91、由第二伺服电机91驱动的滚珠丝杆和与滚珠丝杆配合的丝母座93,裁刀4设置在丝母座93上,第二伺服电机91驱动滚珠丝杠92转动并带动丝母座93水平左右滑移。
裁刀4采用锯齿刀,丝母座93上还设有用于驱动裁刀4转动的第三伺服电机,当需要切割料膜10时,第三伺服电机驱动裁刀4转动一周,裁刀4旋转一周在料膜10上切出多个小孔,切割完毕后恢复原位。
裁切小车3设有导向辊8,用于引导料膜10走向。
收料机构5包括两个收料轴51,收料轴51收料时与胶辊7抵触。两个收料轴51均由电机驱动转动,两个收料轴51轮换工作,当其中一个收料轴51料收满时,收料机构5旋转180度将空的收料轴51转动接替收满料的收料轴51收料位置。
本实施例的实施原理为:随着机器运行,收卷到达指定尺寸后,按下准备裁切按钮。裁切小车3在裁切运行机构2作用下向右移动,当胶辊7与收料轴51距离10mm时,裁切小车3停止移动。压辊6下压,压住胶辊7,然后裁刀4旋转一周,裁刀4将料膜10扎成一排小孔。裁切小车3继续前进,同时胶辊7旋转带动料膜10移动,收料轴51上设有双面胶带,也在旋转。控制裁切小车3前进速度和收料轴51的旋转速度,当料膜10上的小孔刚过收料轴51上的胶带位置,胶辊7压住收料轴51,料膜10在张力作用下于小孔处被拉断,因为料膜10小孔处与收卷纸筒胶带边沿平齐,没有料尾,从而达到无料尾裁切,只要控制料膜10扎孔点A和胶带边沿B重合,拉断材料,裁切就已完成。
本具体实施方式的实施例均为本发明的较佳实施例,并非依此限制本发明的保护范围,故:凡依本发明的结构、形状、原理所做的等效变化,均应涵盖于本发明的保护范围之内。
- 一种收卷无料尾裁切机构
- 无料尾收卷裁切装置