一种自动口罩生产线
文献发布时间:2023-06-19 09:49:27
技术领域
本发明涉及口罩生产设备技术领域,具体为一种自动口罩生产线。
背景技术
口罩是一种卫生用品,一般指戴在口鼻部位用于过滤进入口鼻的空气,以达到阻挡有害的气体、气味、飞沫进出佩戴者口鼻的用具,以纱布或纸等制成;口罩多设置为矩形,在口罩中设置有鼻梁条(鼻梁条是一根具有塑性的较细胶条,可弯曲变形),以便在佩戴口罩时,鼻梁条能够将口罩固定在鼻梁上,使口罩的佩戴更加牢固舒适;现有的一种口罩生产线,包括机架、口罩布料封边装置、口罩面折叠装置、口罩横封切装置和耳带焊接装置,口罩布料封边装置、口罩面折叠装置、口罩横封切装置和耳带焊接装置自前至后依次安装在机架上;工作时,先由口罩布料封边装置对口罩布料进行封边,并将鼻梁条加入口罩布料的封边部位中;接着,由口罩面折叠装置对口罩布料进行折叠,在口罩布料所需位置上形成褶皱;再由口罩横封切装置在口罩布料的横封部位进行横封及分切,制成口罩本体;最后,由耳带焊接装置完成耳带的焊接工序,制成口罩。
现有技术下通过耳带焊接装置将耳带焊接在口罩的两侧,在这过程中,口罩通过传送带进行传送,到达耳带焊接装置位置时对口罩依次进行耳带焊接工作,但是在传动带上没有对口罩进行很好的位置限位功能,并且对于口罩的边侧不能进行整平固定工作,在对口罩焊接耳带工作时,难免会出现偏差,进而影响口罩的耳带焊接质量,甚至造成无法使用的结果,造成产品报废,进而造成经济损失,降低口罩生产质量,影响工作经济效益,为此,本发明提出一种自动口罩生产线用于解决上述问题。
发明内容
本发明的目的在于提供一种自动口罩生产线,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:一种自动口罩生产线,包括输送台、耳带焊接装置、放置体、电动伸缩杆、整平压板和整平限位机构;
所述输送台上设置有耳带焊接装置、放置体,并且放置体上设置有电动伸缩杆,电动伸缩杆的另一端设置有整平压板;
所述整平压板的一侧一体成型设置有连接杆,连接杆的另一端设置有第一活动压块,第一活动压块滑动设置在放置体中,并且放置体中活动设置有挤压块,挤压块的一端设置有第一斜坡、另一端设置有活动板,并且挤压块在与活动板同一端连接设置有第一复位弹簧,活动板另一端的一侧设置有第一齿条;
所述第一齿条啮合连接设置有弧形齿条,弧形齿条设置在活动柱的外侧壁,活动柱活动设置在放置体中,并且放置体中设置有弧形挤压斜槽,弧形挤压斜槽中活动设置有第一插块;
所述第一插块的一端设置有第二插块,第二插块在与第一插块同一端连接设置有第二复位弹簧,并且第二插块另一端设置有挤压板;
所述输送台上等距设置有限位板,并且限位板和输送台中设置有整平限位机构。
优选的,所述整平限位机构包含有第二活动压块、活动卡柱、第一插柱、第二插柱、双面齿形条、传动齿轮、第二齿条、活动杆、凹槽、挤压斜槽、T型活动限位板、活动槽、活动压板、传动挤压块、第三插块、第四插块,所述第二活动压块活动设置在输送台中,并且第二活动压块的一侧设置有活动卡柱,活动卡柱的一端设置有挤压弹簧,所述第一插柱活动设置在第二活动压块的边侧位置,第一插柱的一端设置有第二插柱,并且第二插柱在与第一插柱同一端连接设置有第三复位弹簧,所述第二活动压块的一端设置有圆柱,第二活动压块在与圆柱同一端连接设置有第四复位弹簧,并且圆柱另一端设置有双面齿形条,所述双面齿形条的两侧对称啮合连接设置有传动齿轮,传动齿轮另一侧啮合连接设置有第二齿条,第二齿条设置在活动杆一端的边侧位置,所述活动杆的另一端设置有第五复位弹簧,并且活动杆中设置有凹槽和挤压斜槽,所述T型活动限位板活动设置在凹槽的边侧位置,并且T型活动限位板的一端设置有第二斜坡,T型活动限位板中设置有活动槽,所述T型活动限位板在活动槽的内侧对称设置有滑槽,并且活动槽中活动设置有活动压板,所述活动压板的边侧对称设置有第一凸块,第一凸块上连接设置有第六复位弹簧,所述传动挤压块活动设置在挤压斜槽的边侧,并且传动挤压块的边侧对称设置有第二凸块,第二凸块上连接设置有第七复位弹簧,所述第三插块活动插接设置在传动挤压块的另一端,并且第三插块的一端设置有第四插块,所述第三插块在与第四插块同一端连接设置有第八复位弹簧,并且第三插块另一端设置有第三斜坡。
优选的,所述限位板的间距和整平压板的宽度相等,并且两者设置长度也相等。
优选的,所述活动压板的横截面形状与活动槽的槽口截面形状相同,即两者截面的长度相等、宽度相等,并且活动压板的厚度和T型活动限位板的厚度相等。
优选的,所述第一插柱与活动卡柱设置位置相对应、设置组数相同,并且两者设置直径相等。
与现有技术相比,本发明的有益效果是:
1、对于口罩自动生产工作时,在对口罩进行耳带熔焊工作过程中,通过设置的整平压板能够对于放置在限位板之间的口罩进行压平工作,并且当整平压板压到底端时,整平压板通过压动第二活动压块,进而带动整平限位机构进行运转,最终带动整平限位机构中设置的T型活动限位板和活动压板对口罩的边侧进行限位压紧,进而能够避免口罩在进行耳带熔焊工作时发生位置偏移甚至晃动,进而保证耳带熔焊工作的质量,保证口罩生产工作质量,保证工作经济效益;
2、通过放置体中设置的第一活动压块、挤压块、活动板和第一齿条、弧形齿条、活动柱传动连接结构,使得在整平压板对口罩进行整平限位工作的同时还能够推动挤压板对整平限位机构中的第二插柱进行挤压,进而使得进过耳带熔焊工作后的口罩的固定限位解除,能够保证不会影响口罩的下一道生产工序,保证口罩生产工作的正常进行,并且对于熔焊加工前口罩的限位整平与熔焊加工后口罩的限位固定解除同时进行,进而能够提高口罩的生产工作效率,保证口罩质量的同时,提高经济效益。
附图说明
图1为本发明连接结构左侧示意图;
图2为本发明连接结构右侧示意图;
图3为本发明输送台与放置体内部连接结构俯视图;
图4为本发明输送台与放置体内部连接结构仰视图;
图5为本发明图3中连接结构局部放大示意图;
图6为本发明活动柱连接结构示意图;
图7为本发明图4中整平限位机构连接结构放大图;
图8为本发明整平限位机构中T型活动限位板与活动压板连接爆炸结构示意图。
图中:输送台1、耳带焊接装置2、放置体3、电动伸缩杆4、整平压板5、连接杆6、第一活动压块7、挤压块8、活动板9、第一齿条10、弧形齿条11、活动柱12、弧形挤压斜槽13、第一插块14、第二插块15、挤压板16、限位板17、整平限位机构18、第二活动压块1801、活动卡柱1802、第一插柱1803、第二插柱1804、双面齿形条1805、传动齿轮1806、第二齿条1807、活动杆1808、凹槽1809、挤压斜槽1810、T型活动限位板1811、活动槽1812、活动压板1813、传动挤压块1814、第三插块1815、第四插块1816。
具体实施方式
下面将对本发明实施例中的技术方案进行清楚、完整地描述。本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
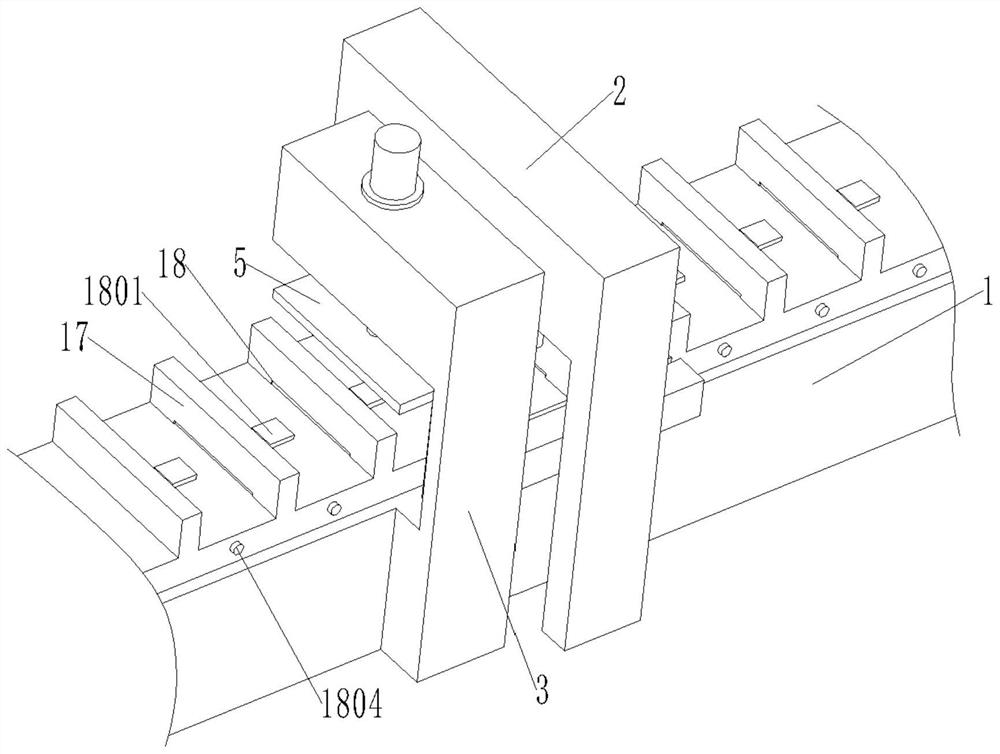
请参阅图请参阅图1至图8,本发明提供一种技术方案:一种自动口罩生产线,本发明包括输送台1、耳带焊接装置2、放置体3、电动伸缩杆4、整平压板5和整平限位机构18;
输送台1上设置有耳带焊接装置2、放置体3,并且放置体3上设置有电动伸缩杆4,电动伸缩杆4的另一端设置有整平压板5;
整平压板5的一侧一体成型设置有连接杆6,连接杆6的另一端设置有第一活动压块7,第一活动压块7滑动设置在放置体3中,并且放置体3中活动设置有挤压块8,挤压块8的一端设置有第一斜坡、另一端设置有活动板9,并且挤压块8在与活动板9同一端连接设置有第一复位弹簧,活动板9另一端的一侧设置有第一齿条10;
第一齿条10啮合连接设置有弧形齿条11,弧形齿条11设置在活动柱12的外侧壁,活动柱12活动设置在放置体3中,并且放置体3中设置有弧形挤压斜槽13,弧形挤压斜槽13中活动设置有第一插块14;
第一插块14的一端设置有第二插块15,第二插块15在与第一插块14同一端连接设置有第二复位弹簧,并且第二插块15另一端设置有挤压板16;
输送台1上等距设置有限位板17,并且限位板17和输送台1中设置有整平限位机构18。
进一步地、限位板17的间距和整平压板5的宽度相等,并且两者设置长度也相等。
进一步地、活动压板1813的横截面形状与活动槽1812的槽口截面形状相同,即两者截面的长度相等、宽度相等,并且活动压板1813的厚度和T型活动限位板1811的厚度相等。
进一步地、整平限位机构18包含有第二活动压块1801、活动卡柱1802、第一插柱1803、第二插柱1804、双面齿形条1805、传动齿轮1806、第二齿条1807、活动杆1808、凹槽1809、挤压斜槽1810、T型活动限位板1811、活动槽1812、活动压板1813、传动挤压块1814、第三插块1815、第四插块1816,第二活动压块1801活动设置在输送台1中,并且第二活动压块1801的一侧设置有活动卡柱1802,活动卡柱1802的一端设置有挤压弹簧,第一插柱1803活动设置在第二活动压块1801的边侧位置,第一插柱1803的一端设置有第二插柱1804,并且第二插柱1804在与第一插柱1803同一端连接设置有第三复位弹簧,第二活动压块1801的一端设置有圆柱,第二活动压块1801在与圆柱同一端连接设置有第四复位弹簧,并且圆柱另一端设置有双面齿形条1805,双面齿形条1805的两侧对称啮合连接设置有传动齿轮1806,传动齿轮1806另一侧啮合连接设置有第二齿条1807,第二齿条1807设置在活动杆1808一端的边侧位置,活动杆1808的另一端设置有第五复位弹簧,并且活动杆1808中设置有凹槽1809和挤压斜槽1810,T型活动限位板1811活动设置在凹槽1809的边侧位置,并且T型活动限位板1811的一端设置有第二斜坡,T型活动限位板1811中设置有活动槽1812,T型活动限位板1811在活动槽1812的内侧对称设置有滑槽,并且活动槽1812中活动设置有活动压板1813,活动压板1813的边侧对称设置有第一凸块,第一凸块上连接设置有第六复位弹簧,传动挤压块1814活动设置在挤压斜槽1810的边侧,并且传动挤压块1814的边侧对称设置有第二凸块,第二凸块上连接设置有第七复位弹簧,第三插块1815活动插接设置在传动挤压块1814的另一端,并且第三插块1815的一端设置有第四插块1816,第三插块1815在与第四插块1816同一端连接设置有第八复位弹簧,并且第三插块1815另一端设置有第三斜坡。
进一步地、第一插柱1803与活动卡柱1802设置位置相对应、设置组数相同,并且两者设置直径相等。
工作原理:对于本发明在进行口罩熔焊工作时,在进行加工前,首先启动电动伸缩杆4,通过电动伸缩杆4上的整平压板5对放置在限位板17之间的口罩下压平,并且整平压板5最终会将第二活动压块1801压入到输送台1中,在这过程中,第二活动压块1801会带动双面齿形条1805与两侧设置的传动齿轮1806进行啮合传动,紧接着带动传动齿轮1806另一侧的第二齿条1807,使得活动杆1808向上移动,并且使得设置在活动杆1808上的凹槽1809对T型活动限位板1811进行挤压,使得T型活动限位板1811覆盖在口罩的边侧位置,与此同时,设置在活动杆1808上的对传动挤压块1814进行挤压,传动挤压块1814再对第三插块1815进行挤压,第三插块1815推动第四插块1816对设置在T型活动限位板1811中的活动压板1813进行向下的挤压工作,进而使得活动压板1813对口罩的边侧压紧更为稳定,从而很好的避免了口罩在耳带熔焊工作时产生位置偏移,当第二活动压块1801一侧设置的活动卡柱1802到达第一插柱1803位置时,活动卡柱1802在挤压弹簧作用下卡接在输送台1中,进而使得第二活动压块1801位置固定,使得口罩的限位整平工作即可完成,之后口罩会就经过耳带焊接装置2进行熔焊工作,在整平压板5向下对口罩进行压平工作的同时,设置在整平压板5一侧的连接杆6带动第一活动压块7向下压,对挤压块8进行挤压工作,挤压块8推动活动板9的移动,进而带动、第一齿条10与弧形齿条11进行传动,使得活动柱12进行转动,进而使得设置在活动柱12中的弧形挤压斜槽13对第一插块14进行挤压,第一插块14推动第二插块15,第二插块15再推动挤压板16对设置在整平限位机构18中的第二插柱1804进行挤压工作,进而推动第一插柱1803将活动卡柱1802挤压出去,解除活动卡柱1802的卡接固定作用,进而使得整平限位机构18对于口罩的整平限位工作解除,保证口罩加工的下一道工序的正常进行,因此,本发明主要通过设置的整平压板5能够对于放置在限位板17之间的口罩进行压平工作,并且当整平压板5压到底端时,整平压板5通过压动第二活动压块1801,进而带动整平限位机构18进行运转,最终带动整平限位机构18中设置的T型活动限位板1811和活动压板1813对口罩的边侧进行限位压紧,进而能够避免口罩在进行耳带熔焊工作时发生位置偏移甚至晃动,进而保证耳带熔焊工作的质量,保证口罩生产工作质量,保证工作经济效益;通过放置体3中设置的第一活动压块7、挤压块8、活动板9和第一齿条10、弧形齿条11、活动柱12传动连接结构,使得在整平压板5对口罩进行整平限位工作的同时还能够推动挤压板16对整平限位机构18中的第二插柱1804进行挤压,进而使得进过耳带熔焊工作后的口罩的固定限位解除,能够保证不会影响口罩的下一道生产工序,保证口罩生产工作的正常进行,并且对于熔焊加工前口罩的限位整平与熔焊加工后口罩的限位固定解除同时进行,进而能够提高口罩的生产工作效率,保证口罩质量的同时,提高经济效益。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 一种全自动口罩生产线口罩耳带焊接机构
- 一种全自动口罩生产线口罩耳带焊接机构