一种健身器材用飞轮及其生产工艺
文献发布时间:2023-06-19 09:49:27
技术领域
本发明涉及健身器材技术领域,具体地说,涉及一种健身器材用飞轮及其生产工艺。
背景技术
近年来,骑动感单车健身的风气盛行。飞轮是模仿公路自行车的骑乘设计,透过一个重型飞轮在脚踏时产生阻力进行训练,就像踩踏公路自行车模拟上下坡环境的训练一样。而动感单车运动之所以有燃脂瘦身的效果,在于它是一种有氧运动,具备了增强肺活量和强化心臟功能的特性,可以在运动时透过唿吸和血液循环,把氧气大量输送到组织细胞中,达到燃烧能量的效果。
现有技术中,飞轮的传统生产工艺是铸铁制造,其工艺步骤主要包括:电炉化铁、造型、浇铸、清砂、去浇口、机加工、抛光、镀铬。具体地说:
造型:用黑砂铸模,等浇铸完成后,只能剩余30%-50%的黑砂可以回收利用,还跟去浇口后打碎的铁渣混合在一起,回收利用时还要把碎铁渣筛出来,过程中会产生粉尘污染,费时费力,且黑砂含硅,危害人体,污染环境。
浇铸:会产生废硫渣,无法重复利用,污染环境,加矿石作为脱碳剂,浪费资源。
清砂:铸件表面易残留黑砂导致铸件表面不光滑,需要用抛丸机抛丸处理,过程中会产生粉尘污染。
去浇口:黑砂铸的模子上有一截用来浇铸的浇口,浇铸后这一截里的材料就浪费了,造成成本高,同时,产生的含硫废渣无法重复利用,会污染土地。
综上,传统的铸造工艺不仅所用设备占地面积大、浪费资源、耗能大、成本高、污染环境、工人劳动强度大、产品外观粗糙,而且,浇铸时底部和上部冷却快慢不一样,容易造成偏摆,容易造成产品动平衡差。因此,研发一种新的飞轮生产工艺生产出更优质的飞轮产品是本领域亟待解决的技术问题。
发明内容
本发明的目的在于,提供一种健身器材用飞轮及其生产工艺,以解决上述的技术问题。
为解决上述问题,本发明所采用的技术方案是:
一种健身器材用飞轮,其特征在于:包括圆形的辐板、环形的外圈和轴承座,所述轴承座采用锻铆或焊接的方式固定装配在所述辐板的中心孔内;所述外圈采用锻铆或焊接的方式固定在所述辐板的外圆上。
优选的,所述外圈的外圆面上镀有防护层,目的的防腐、美观。
优选的,所述外圈的外圆面上固定有铝圈,目的是磁控阻力。
优选的,所述外圈由两个大小相同且对称焊接在辐板两侧的第一外圈、第二外圈构成;所述铝圈固定在第一外圈和第二外圈的外圆面上。
进一步地说,所述轴承座的外壁上设有皮带槽。
本发明所述健身器材用飞轮的生产工艺,其特征在于:包括以下步骤:
1、制备飞轮的三个组件
1A、制备外圈:先用中频电炉将原料钢板或圆钢加热到1100℃-1200℃,再将钢板或圆钢制坯、冲孔、扩孔制成毛坯件,再用车床设备将毛坯件加工成为外圈备用;
1B、制备辐板:用冷冲压设备将原料钢板制成带有中心孔的辐板,喷漆后备用;
1C、制备轴承座:用切割设备将原料钢管切割成毛坯件,再用车床设备将毛坯件加工成轴承座备用;
2、组件组合装配
2A、将步骤1C制备的轴承座采用锻铆或焊接的方式固定在辐板的中心孔中;
2B、将步骤1A制备的外圈采用锻铆或焊接的方式固定在辐板的外圆上;
3、机加工:对外圈及轴承座进行精加工。
作为一种优选方案:步骤3中,对外圈进行的精加工是在外圈的外圆面上固定铝圈,具体操作是:先将扁平长条状的铝条加工成与外圈的外径相匹配的环形的铝圈,再用焊接方式或压装方式将铝圈固定在外圈的外圆面上,最后找正铝圈的外缘及平面度。
作为一种优选方案,所述所述外圈由两个大小相同且对称焊接在辐板两侧的第一外圈、第二外圈构成,扁平长条状铝条加工成的环形的铝圈固定在第一外圈和第二外圈的外圆面上。
作为一种优选方案,步骤3中,对外圈进行的精加工是先用抛光设备对外圈的外圆面进行抛光处理,再在外圈的外圆面上镀上一层铬防护层。
进一步地说,步骤3中,对轴承座进行的精加工是用车床设备在轴承座的外壁上加工出皮带槽。
有益效果:与现有技术相比,本发明所述生产工艺是先用钢板加工外圈、辐板,用钢管加工轴承座,然后将外圈、辐板、轴承座通过锻铆或焊接的方式组合成为一体,其优点在于:1、用钢板、钢管代替铸铁,成本低、强度高、密实度好,生产的飞轮产品结实耐用,不偏摆,动平衡好,同时,钢材组织性均匀,生产的飞轮产品光亮度好;2、三组件通过锻铆或焊接的方式组合成为一体,替代工序繁琐铸造工艺,能节省材料、节约工时、提高效率、降低劳动强度、不污染环境,易实现工业批量生产。
附图说明
图1为实施例1的结构示意图;
图2为实施例2的结构示意图;
图3为实施例3的结构示意图。
具体实施方式
下面结合附图和具体实施方式对本发明作进一步说明。
实施例1:
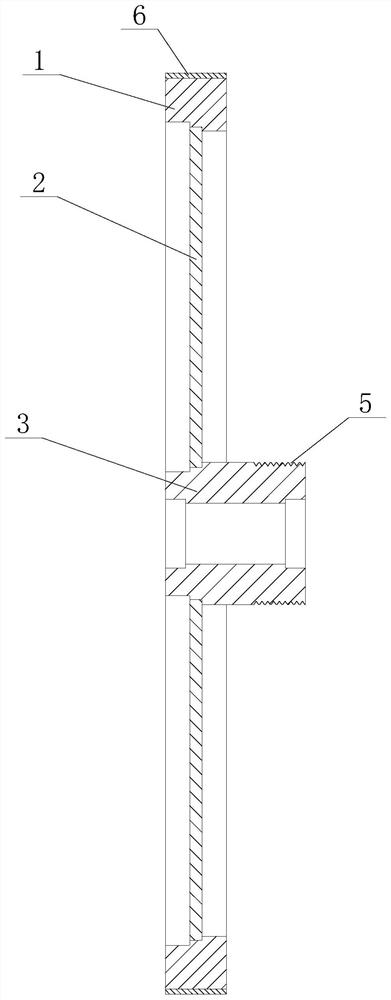
参照图1,本实施例所述的健身器材用飞轮(也叫作惯性轮),包括圆形的辐板2、环形的外圈1(也叫作法兰环或加强环)和轴承座3,所述轴承座3采用锻铆或焊接的方式固定装配在所述辐板2的中心孔内;所述外圈1采用锻铆或焊接的方式固定在所述辐板2的外圆上;所述外圈1的外圆面上镀有防护层4。所述轴承座3的外壁上设有皮带槽5。
本实施例所述健身器材用飞轮的生产工艺,包括以下步骤:
1、制备飞轮的三个组件
1A、制备外圈:先用中频电炉将原料钢板(也可以用圆钢)加热到1100℃-1200℃,再用摩擦压力机(也可以用冲床、油压机、夹板锤或空气锤)将钢板制坯,再依次用冲床(或空气锤)冲孔、用扩孔机扩孔制成毛坯件,最后用车床设备将毛坯件加工成为外圈备用;
1B、制备辐板:用冷冲压设备(冲床或者压力机)将原料钢板制成带有中心孔的辐板,喷漆后备用;
1C、制备轴承座:用切割设备(锯床或车床)将原料无缝钢管切割成毛坯件,再用车床设备将毛坯件粗加工成轴承座备用;
2、组件组合装配
2A、将步骤1C制备的轴承座采用锻铆(用摩擦压力机、冲床或空气锤)或焊接(用焊机设备)的方式固定在辐板的中心孔中;
2B、将步骤1A制备的外圈采用锻铆(用摩擦压力机、冲床或空气锤)或焊接(用焊机设备)的方式固定在辐板的外圆上;
3、机加工
3A、先用抛光设备(抛光机或砂布抛光机)对外圈的外圆面进行抛光处理,再在外圈的外圆面上镀上一层铬防护层;
3B、用车床设备在轴承座的外壁上加工出皮带槽。
实施例2:
参照图2,本实施例所述的健身器材用飞轮(也叫作惯性轮),包括圆形的辐板2、环形的外圈1(也叫作法兰环或加强环)和轴承座3,所述轴承座3采用锻铆或焊接的方式固定装配在所述辐板2的中心孔内;所述外圈1采用锻铆或焊接的方式固定在所述辐板2的外圆上;所述外圈1的外圆面上固定有铝圈6。所述轴承座3的外壁上设有皮带槽5。
本实施例所述健身器材用飞轮的生产工艺,包括以下步骤:
1、制备飞轮的三个组件
1A、制备外圈:先用中频电炉将原料钢板(也可以用圆钢)加热到1100℃-1200℃,再用摩擦压力机(也可以用冲床、油压机、夹板锤或空气锤)将钢板制坯,再依次用冲床(或空气锤)冲孔、用扩孔机扩孔制成毛坯件,最后用车床设备将毛坯件加工成为外圈备用;
1B、制备辐板:用冷冲压设备(冲床或者压力机)将原料钢板制成带有中心孔的辐板,喷漆后备用;
1C、制备轴承座:用切割设备(锯床或车床)将原料无缝钢管切割成毛坯件,再用车床设备将毛坯件粗加工成轴承座备用;
2、组件组合装配
2A、将步骤1C制备的轴承座采用锻铆(用摩擦压力机、冲床或空气锤)或焊接(用焊机设备)的方式固定在辐板的中心孔中;
2B、将步骤1A制备的外圈采用锻铆(用摩擦压力机、冲床或空气锤)或焊接(用焊机设备)的方式固定在辐板的外圆上;
3、机加工
3A、在外圈的外圆面上固定铝圈,具体操作是:将扁平长条状的铝条先在卷圈机进行卷圈加工,再用焊机将其两端焊接固定,加工成与外圈的外径相匹配的环形的铝圈,再用焊接方式(用氩弧焊等焊机设备)或者压装方式将铝圈固定在外圈的外圆面上,最后找正环形防护板的外缘及平面度,进行精加工;
3B、用车床设备在轴承座的外壁上加工出皮带槽。
实施例3:
参照图3,本实施例所述的健身器材用飞轮(也叫作惯性轮),包括圆形的辐板2、环形的外圈1(也叫作法兰环或加强环)和轴承座3,所述轴承座3采用锻铆或焊接的方式固定装配在所述辐板2的中心孔内。所述外圈1采用焊接的方式固定在所述辐板2的外圆上。所述外圈由两个大小相同且对称焊接在辐板两侧的第一外圈1-1、第二外圈1-2构成;在第一外圈1-1和第二外圈1-2的外圆面上固定铝圈6。所述轴承座3的外壁上设有皮带槽5。
本实施例所述健身器材用飞轮的生产工艺,包括以下步骤:
1、制备飞轮的三个组件
1A、制备外圈:先用中频电炉将原料钢板(也可以用圆钢)加热到1100℃-1200℃,再用摩擦压力机(也可以用冲床、油压机、夹板锤或空气锤)将钢板制坯,再依次用冲床(或空气锤)冲孔、用扩孔机扩孔制成毛坯件,最后用车床设备将毛坯件加工成为外圈备用;
1B、制备辐板:用冷冲压设备(冲床或者压力机)将原料钢板制成带有中心孔的辐板,喷漆后备用;
1C、制备轴承座:用切割设备(锯床或车床)将原料无缝钢管切割成毛坯件,再用车床设备将毛坯件粗加工成轴承座备用;
2、组件组合装配
2A、将步骤1C制备的轴承座采用锻铆(用摩擦压力机、冲床或空气锤)或焊接(用焊机设备)的方式固定在辐板的中心孔中;
2B、将两个采用步骤1A制备的外圈(第一外圈、第二外圈)用焊接(用焊机设备)的方式分别固定在辐板外圆的两侧面上;
3、机加工
3A、在第一外圈和第二外圈的外圆面上固定铝圈,具体操作是:将扁平长条状的铝条先在卷圈机进行卷圈加工,再用焊机将其两端焊接固定,加工成与外圈的外径相匹配的环形的铝圈,再用焊接方式(用氩弧焊等焊机设备)或者压装方式将铝圈固定在两个外圈的外圆面上,最后找正环形防护板的外缘及平面度,进行精加工;
3B、用车床设备在轴承座的外壁上加工出皮带槽。
本发明中未详述的相关技术内容为本技术领域的常规技术手段或者公知常识。
以上仅为本发明的实施方式,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构,直接或间接运用在其他相关的技术领域,均同理在本发明的专利保护范围之内。
- 一种健身器材用飞轮及其生产工艺
- 一种健身器材用飞轮