一种新能源锂电池电池极片制作系统
文献发布时间:2023-06-19 09:52:39
技术领域
本发明涉及锂电池生产技术领域,具体涉及一种新能源锂电池电池极片制作系统。
背景技术
“锂电池”,是一类由锂金属或锂合金为正/负极材料、使用非水电解质溶液的电池。1912年锂金属电池最早由Gilbert N.Lewis提出并研究。20世纪70年代时,M.S.Whittingham提出并开始研究锂离子电池。由于锂金属的化学特性非常活泼,使得锂金属的加工、保存、使用,对环境要求非常高。随着科学技术的发展,锂电池已经成为了主流。
锂离子电池极片制造工艺一般流程为:活性物质,粘结剂和导电剂等混合制备成浆料,然后涂敷在铜或铝集流体两面,经干燥后去除溶剂形成干燥极片,极片颗粒涂层经过压实致密化,再裁切或分条。然后正负极极片和隔膜组装成电池的电芯,封装后注入电解液,经过充放电激活,最后形成产品,其中裁切或分条步骤就是锂电池极片切割成型。
然而现有的锂电池电池极片制作时纯在以下问题:一、现有的锂电池电池极片制作通常使用模切机对极片进行裁切,而这种设备对极片进行裁切时会产生一些边角料不能够完全利用极片的有效面积,造成资源的浪费;二、现有的锂电池电池极片制作时只能针对一种型号大小的机极片进行制作,想要生产其他型号的锂电池时就需要对设备进行部分更换,使得生产成本增加。
发明内容
为了解决上述问题,本发明提供了一种新能源锂电池电池极片制作系统,可以解决上述中提到的的难题。
为了实现上述目的,本发明采用以下技术方案来实现:一种新能源锂电池电池极片制作系统,包括安装台、安装板、极片辊、张紧机构、一号切割机构、二号切割机构、过渡辊和废料辊;安装台前后两侧对称安装有安装板,极片辊通过轴承安装在安装板左侧之间,且安装板外壁上安装有一号驱动电机,一号驱动电机的输出轴穿过安装板连接在极片辊上,极片辊右侧的安装板之间安装有一号切割机构,安装板中部安装有张紧机构,二号切割机构和过渡辊依次安装在一号切割机构右下侧的安装板上,废料辊安装在过渡辊左下侧的安装板上;
所述张紧机构包括一号滑动槽、张紧辊、一号固定块、一号安装块和一号弹簧杆,所述安装板中部开设有一号滑动槽,张紧辊辊轴两端通过滑动设置在一号滑动槽内,张紧辊辊轴两端伸出安装板外侧且安装有一号固定块,一号安装块安装在一号滑动槽的上侧的安装板上,一号固定块与一号安装块之间通过一号弹簧杆连接;
所述一号切割机构包括切割辊、二号驱动电机、切割杆、切割片和三号驱动电机,所述切割辊辊轴两端通过轴承安装在安装板之间,二号驱动电机安装在安装板外壁上,且二号驱动电机的输出轴穿过安装板连接在切割辊上,切割辊上侧的安装板之间通过轴承安装有切割杆,切割杆上设置有两两对称的切割片,三号驱动电机安装在二号驱动电机上侧的安装板外壁上,且三号驱动电机的输出轴穿过安装板连接在切割杆上;
所述切割辊包括一号切割槽、一号往复滑槽、一号往复滑块、一号切割刀、一号往复电机和一号螺纹杆,所述切割辊外壁沿其周均匀开设有一号切割槽,一号往复滑槽开设在一号切割槽底部,一号往复滑块上开设有螺纹孔,一号往复滑块滑动设置在一号往复滑槽内,一号往复滑块上设置有一号切割刀,一号切割刀与一号切割槽侧壁滑动接触,一号往复滑槽后侧壁上开设有电机安装槽,一号往复电机安装在电机安装槽内,一号往复电机的输出轴上安装有一号螺纹杆,一号螺纹杆远离一号往复电机的一端通过轴承安装在一号往复滑槽前侧壁,且一号往复滑块通过螺纹螺接在一号螺纹杆上;
所述二号切割机构包括一号轴杆、四号驱动电机、一号六边形辊、一号铰接矩形块、切割支链,所述二号切割机构倾斜设置在安装板之间,一号轴杆通过轴承对称安装在安装板之间,且其中一个一号轴杆在另一个一号轴杆的右下侧,安装板外壁上安装有四号驱动电机,且四号驱动电机的输出轴穿过安装板连接在一号轴杆上,一号六边形辊对称安装在轴杆前后两侧,一号铰接矩形块相互铰接并对应安装在两个一号轴杆上的一号六边形辊上,一号铰接矩形块上安装有切割支链;
所述过渡辊通过轴承安装在二号切割机构右下侧的安装板之间;
所述废料辊通过轴承安装在过渡辊左下侧的安装板之间,安装板外壁安装有五号驱动电机,五号驱动电机的输出轴穿过安装板连接在废料辊上;
作为本发明的一种优选技术方案,所述切割支链包括二号切割槽、二号往复滑槽、二号往复滑块、二号切割刀、二号往复电机和二号螺纹杆,所述一号铰接矩形块外侧壁开设有二号切割槽,二号往复滑槽开设在二号切割槽底部,二号往复滑块上开设有螺纹孔,二号往复滑块滑动设置在二号往复滑槽内,二号往复滑块上设置有二号切割刀,二号切割刀与二号切割槽侧壁滑动接触,二号往复滑槽后侧壁上开设有电机安装槽,二号往复电机安装在电机安装槽内,二号往复电机的输出轴上安装有二号螺纹杆,二号螺纹杆远离一号往复电机的一端通过轴承安装在二号往复滑槽前侧壁,且二号往复滑块通过螺纹螺接在二号螺纹杆上。
作为本发明的一种优选技术方案,所述随动支链包括二号滑动槽、二号轴杆、二号六边形辊、二号固定块、二号安装块、二号弹簧杆、二号铰接矩形块和一号让位槽,所述随动支链安装在二号切割机构下侧的安装板上,二号滑动槽对称开设在安装板上,且其中一个二号滑动槽在另一个二号滑动槽的右下侧,二号轴杆两端滑动设置在二号滑动槽内,且二号轴杆两端伸出二号滑动槽的端部安装有二号固定块,二号滑动槽下侧的安装板上安装有二号安装块,二号安装块与二号固定块之间通过二号弹簧杆连接,二号六边形辊对称安装在轴杆前后两侧,二号铰接矩形块相互铰接并对应安装在两个二号轴杆上的二号六边形辊上,二号铰接矩形块外侧壁开设有一号让位槽。
作为本发明的一种优选技术方案,所述安装台左侧对称放置有一号物料框。
作为本发明的一种优选技术方案,所述安装板左侧安装有放置板,放置板上放置有二号物料框。
作为本发明的一种优选技术方案,所述切割辊外壁与切割片对应位置上开设有二号让位槽。
本发明的有益效果在于:
1.本发明可以解现现有的锂电池电池极片制作时纯在以下问题:一、现有的锂电池电池极片制作通常使用模切机对极片进行裁切,而这种设备对极片进行裁切时会产生一些边角料不能够完全利用极片的有效面积,造成资源的浪费;二、现有的锂电池电池极片制作时只能针对一种型号大小的机极片进行制作,想要生产其他型号的锂电池时就需要对设备进行部分更换,使得生产成本增加。本发明能够充分的利用锂电池极片的有效面积进行裁切,也能够同时裁切出不同型号的锂电池极片,达到节约资源和降低成本的目的。
2.本发明通过一号切割机构和二号切割机构配合对极片进行切割,能够得到多种不同规格的极片。
附图说明
下面结合附图和实施例对本发明进一步说明。
图1为本发明的第一结构示意图;
图2为本发明图1的A处局部放大图;
图3为本发明图1的B处局部放大图;
图4为本发明剖视结构示意图;
图5为本发明图4的C处局部放大图;
图6为本发明图4的D-D方向断面图;
图7为本发明二号切割机构、随动支链和安装板之间的安装结构示意图;
图8为本发明二号切割机构和随动支链之间断面图;
图9为本发明图8的F处局部放大图;
图10为本发明图8的F-F方向断面图。
具体实施方式
以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
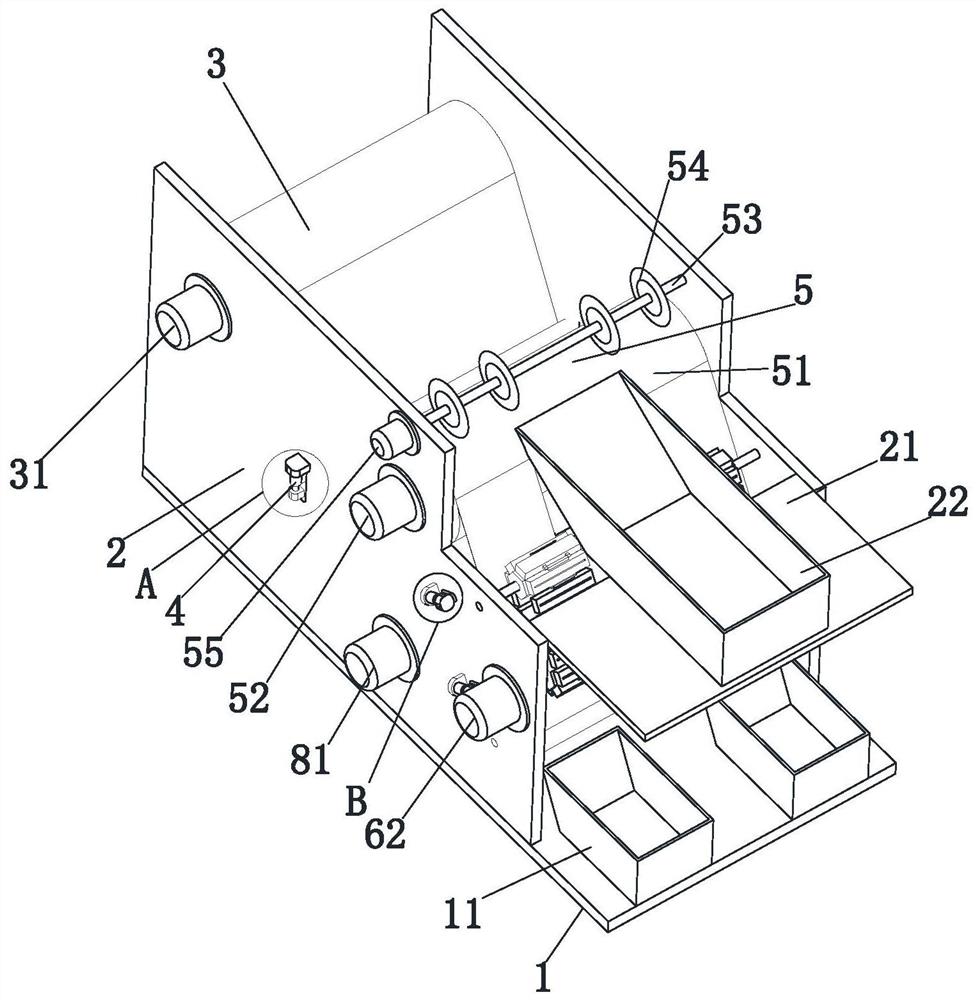
如图1至图10所示,一种新能源锂电池电池极片制作系统,包括安装台1、安装板2、极片辊3、张紧机构4、一号切割机构5、二号切割机构6、过渡辊7和废料辊8;安装台1前后两侧对称安装有安装板2,安装台1左侧对称放置有一号物料框11,安装板2左侧安装有放置板21,放置板21上放置有二号物料框22,极片辊3通过轴承安装在安装板2左侧之间,且安装板2外壁上安装有一号驱动电机31,一号驱动电机31的输出轴穿过安装板2连接在极片辊3上,极片辊3右侧的安装板2之间安装有一号切割机构5,安装板2中部安装有张紧机构4,二号切割机构6和过渡辊7依次安装在一号切割机构5右下侧的安装板2上,废料辊8通过轴承安装在过渡辊7左下侧的安装板2之间,安装板2外壁安装有五号驱动电机81,五号驱动电机81的输出轴穿过安装板2连接在废料辊8上,所述过渡辊7通过轴承安装在二号切割机构6右下侧的安装板2之间;
所述一号切割机构5包括切割辊51、二号驱动电机52、切割杆53、切割片54和三号驱动电机55,所述切割辊51辊轴两端通过轴承安装在安装板2之间,二号驱动电机52安装在安装板2外壁上,且二号驱动电机52的输出轴穿过安装板2连接在切割辊51上,切割辊51上侧的安装板2之间通过轴承安装有切割杆53,切割杆53上设置有两两对称的切割片54,三号驱动电机55安装在二号驱动电机52上侧的安装板2外壁上,且三号驱动电机55的输出轴穿过安装板2连接在切割杆53上;
所述切割辊51包括一号切割槽511、一号往复滑槽512、一号往复滑块513、一号切割刀514、一号往复电机515和一号螺纹杆516,所述切割辊51外壁沿其周均匀开设有一号切割槽511,一号往复滑槽512开设在一号切割槽511底部,一号往复滑块513上开设有螺纹孔,一号往复滑块513滑动设置在一号往复滑槽512内,一号往复滑块513上设置有一号切割刀514,一号切割刀514与一号切割槽511侧壁滑动接触,一号往复滑槽512后侧壁上开设有电机安装槽,一号往复电机515安装在电机安装槽内,一号往复电机515的输出轴上安装有一号螺纹杆516,一号螺纹杆516远离一号往复电机515的一端通过轴承安装在一号往复滑槽512前侧壁,且一号往复滑块513通过螺纹螺接在一号螺纹杆516上,所述切割辊51外壁与切割片54对应位置上开设有二号让位槽517。
具体工作时,二号驱动电机52工作,二号驱动电机52的输出轴匀速转动带动切割辊51匀速转动,一号驱动电机31和五号驱动电机81配合二号驱动电机52转动,极片辊3和废料辊8配合切割辊51转动,使得极片被匀速传动,在极片接触并贴紧切割辊51左侧时,一号切割刀514端部刺破极片,同时一号往复电机515工作,一号往复电机515的输出轴转动带动一号螺纹杆516转动,一号螺纹杆516转动带动一号往复滑块513在一号往复滑槽512内滑动,一号切割刀514跟随一号往复滑块513在一号切割槽511内滑动,当一号切割刀514在切割辊51上被转动至切割辊51顶部时在一号切割槽511内往复滑动一次时,使得极片中部被横向划开,三号驱动电机55工作,三号驱动电机55的输出轴转动带动切割杆53转动,切割片54跟随切割杆53转动,且切割片54的转动方向与切割辊51转动方向相反,使得紧贴在切割辊51外壁上的极片被分割开,前后两边没有涂覆电极材料的边角料被分割,且极片中部由于已被横向切割,在经过切割片54切割后,被切割的一种规格的极片从切割辊51上脱落,并落入二号物料框22中,其余部分极片部分继续被传动。
所述张紧机构4包括一号滑动槽41、张紧辊42、一号固定块43、一号安装块44和一号弹簧杆45,所述安装板2中部开设有一号滑动槽41,张紧辊42辊轴两端通过滑动设置在一号滑动槽41内,张紧辊42辊轴两端伸出安装板2外侧且安装有一号固定块43,一号安装块44安装在一号滑动槽41的上侧的安装板2上,一号固定块43与一号安装块44之间通过一号弹簧杆45连接。具体工作时,极片从极片辊3传动到切割辊51之间通过张紧辊42,由于一号弹簧杆45给张紧辊42提供向下的弹性压力,而极片右对张紧辊42有向上作用力,从而使得极片被张紧;
所述二号切割机构6包括一号轴杆61、四号驱动电机62、一号六边形辊63、一号铰接矩形块64、切割支链65,所述二号切割机构6倾斜设置在安装板2之间,一号轴杆61通过轴承对称安装在安装板2之间,且其中一个一号轴杆61在另一个一号轴杆61的右下侧,安装板2外壁上安装有四号驱动电机62,且四号驱动电机62的输出轴穿过安装板2连接在一号轴杆61上,一号六边形辊63对称安装在轴杆前后两侧,一号铰接矩形块64相互铰接并对应安装在两个一号轴杆61上的一号六边形辊63上,一号铰接矩形块64上安装有切割支链65;
所述切割支链65包括二号切割槽651、二号往复滑槽652、二号往复滑块653、二号切割刀654、二号往复电机655和二号螺纹杆656,所述一号铰接矩形块64外侧壁开设有二号切割槽651,二号往复滑槽652开设在二号切割槽651底部,二号往复滑块653上开设有螺纹孔,二号往复滑块653滑动设置在二号往复滑槽652内,二号往复滑块653上设置有二号切割刀654,二号切割刀654与二号切割槽651侧壁滑动接触,二号往复滑槽652后侧壁上开设有电机安装槽,二号往复电机655安装在电机安装槽内,二号往复电机655的输出轴上安装有二号螺纹杆656,二号螺纹杆656远离一号往复电机515的一端通过轴承安装在二号往复滑槽652前侧壁,且二号往复滑块653通过螺纹螺接在二号螺纹杆656上;
所述随动支链66包括二号滑动槽661、二号轴杆662、二号六边形辊663、二号固定块664、二号安装块665、二号弹簧杆666、二号铰接矩形块667和一号让位槽669,所述随动支链66安装在二号切割机构6下侧的安装板2上,二号滑动槽661对称开设在安装板2上,且其中一个二号滑动槽661在另一个二号滑动槽661的右下侧,二号轴杆662两端滑动设置在二号滑动槽661内,且二号轴杆662两端伸出二号滑动槽661的端部安装有二号固定块664,二号滑动槽661下侧的安装板2上安装有二号安装块665,二号安装块665与二号固定块664之间通过二号弹簧杆666连接,二号六边形辊663对称安装在轴杆前后两侧,二号铰接矩形块667相互铰接并对应安装在两个二号轴杆662上的二号六边形辊663上,二号铰接矩形块667外侧壁开设有一号让位槽669。
具体工作时,四号驱动电机62工作,四号驱动电机62的输出轴转动带动一号六边形辊63转动,由于一号铰接矩形块64的传动带动右下侧的一号六边形辊63转动,且一号铰接矩形块64的传动速度与极片的传动速度相同,且一号铰接矩形块64的侧壁与极片接触时,二号切割刀654滑破极片,二号往复电机655工作,二号往复电机655的输出轴转动带动二号螺纹杆656转动,使得二号往复滑块653通过二号螺纹杆656的螺纹传动在二号往复滑槽652内往复滑动,二号切割刀654跟随二号往复滑块653在二号切割槽651内往复滑动,从而将极片切割,切割后的极片夹在一号铰接矩形块64之间二号铰接矩形块667被传动掉落入一号物料框11中,最后前后两边没有涂覆电极材料的边角料通过过渡辊7被卷绕到废料辊8上,二号铰接矩形块667由于和极片底面贴紧,且让位槽669与二号切割刀654配合,使得二号铰接矩形块667被转动带动二号六边形辊663绕二号轴杆662转动,由于一号六边形辊63带动一号铰接矩形块64时,在一号六边形辊63转动处转动直径会发生变化,在转动直径发生变化时,一号六边形辊63上的二号弹簧杆666被压缩,从而能够使得一号铰接矩形块64在传动时不受阻碍。
具体工作时,一号铰接矩形块64可拆卸更换没有切割支链65的,按照具体需要更换,使得极片切割的大小改变,得到更多型号的极片。
以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中的描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
- 一种新能源锂电池电池极片制作系统
- 一种锂电池极片制备方法、极片及锂电池