一种防止钢丝外露腐蚀的聚氨酯同步带生产设备及其制作方法
文献发布时间:2023-06-19 10:05:17
技术领域
本发明属于聚氨酯产品生产加工设备技术领域,具体涉及防止钢丝外露腐蚀的聚氨酯同步带生产设备及其制作方法。
背景技术
同步带与同步带轮是同步带传输中的啮合对。为了使同步带1上的齿形10与同步带轮平稳啮合且噪音小,现有同步带齿槽11的中间,都设有工艺筋槽12(参见图2)。由于受同步带结构的限定,其所开设的工艺筋槽深度大多都处于同步带钢丝绳的所在位置,使钢丝绳13直接裸露于工艺筋槽12的空隙中。虽然齿形表面包容着静音布14,但也只是遮挡钢丝绳13,并未阻止钢丝绳与大气相通,此外,由于防静音布的透气性决定,致使同步带在运行过程中,钢丝绳仍会接触空气中的水分及其它工况的环境,致使钢丝绳生锈及腐蚀,甚至断裂,造成同步带的早期失效。
可见,若不采取必要的工艺措施和制作方法,此类同步带钢丝绳的腐蚀生锈将大大降低同步带的使用寿命,同时也降低了设备的生产效率和可靠性,不适应现代工业发展的需要。
发明内容
本发明就是针对上述问题,提供一种提高同步带可靠性和使用寿命的防止钢丝外露腐蚀的聚氨酯同步带生产设备及其制作方法。
为实现本发明的上述目的,本发明采用如下技术方案,本发明的防止钢丝外露腐蚀的聚氨酯同步带生产设备,包括齿形模具装置,其特征在于:齿形模具装置的一侧设置有压带装置,齿形模具装置的另一侧上方设置有钢丝绳给料机构,钢丝绳给料机构下方设置有静音布给料机构;静音布给料机构和齿形模具装置之间设置有静音布涂覆装置;所述压带装置包括伸缩机构,伸缩机构上通过中心轮轴设置有压带中心轮,相对于齿形模具装置的上方和下方均设置有压带轮,压带中心轮和两压带轮外设置有钢带,钢带与所述齿形模具装置相对应;相应于钢带和齿形模具装置配合点的上方设置有基带材料挤出装置。
作为本发明的一种优选方案,所述伸缩机构包括压带连接板,压带连接板上设置有直线滑轨组件,所述压带中心轮通过中心轮轴与压带连接板相连;所述压带连接板与动力驱动装置相连。
作为本发明的另一种优选方案,所述钢丝给料机构包括钢丝牵引辊,钢丝牵引辊和齿形模具装置之间设置有钢丝拉力调节装置。
作为本发明的第三种优选方案,所述齿形模具装置包括模具体,模具体与总驱动装置相连。
作为本发明的第四种优选方案,所述静音布给料机构包括静音布牵引辊,静音布牵引辊的出料方向的上方设置有静音布涂覆装置,相应于静音布涂覆装置的出料方向设置有厚度调节辊;厚度调节辊和齿形模具装置之间设置有引导轮。
本发明使用上述装置制作聚氨酯同步带的方法,其特征在于:
1、将静音布安装在静音布给料机构的阻尼输带轮上,静音布另一端牵引至齿形模具装置上。
2、将骨架钢丝绳缠绕到齿形模具装置上,并将每一根钢丝绳的张力值初调一致。
3、基带材料挤出装置对聚氨酯材料进行加热,使聚氨酯材料温度稳定在工艺范围。
4、静音布涂覆装置对PU胶进行加热,使PU胶温度稳定至一定范围。
5、启动齿形模具装置,使其牵引钢丝绳和静音布同时绕入模具体的外圆周,与此同时,基带材料挤出装置将凝胶状态的聚氨酯涂覆在钢丝绳上。
6、在所述齿形模具装置启动的瞬间,所述压带装置在动力驱动装置的驱动下,使其钢带压向齿形模具,形成紧密贴合齿形模具外周的外圆弧。
7、静音布涂覆装置将PU胶涂覆在静音布上。
本发明的有益效果:本发明采用了能够向静音布自动涂覆PU胶,并与基带自动合二为一的同步带成型装置,实现了静音布的自动牵引、自动涂覆PU胶、自动控制涂胶厚度等功能,保证了工艺筋槽所外露的骨架钢丝绳完全包裹在涂覆PU胶层中,使之隔绝了空气以及环境等方面的侵蚀,避免钢丝生锈、腐蚀所造成的同步带早期失效,延长了同步带的使用寿命。
附图说明
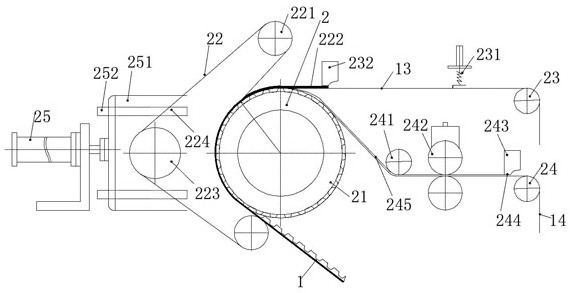
图1是本发明的结构示意图。
图2是现有同步带的结构示意图。
附图中1为同步带、10为齿形、11为齿槽、12为工艺筋槽、13为钢丝绳、14为静音布、2为齿形模具装置、21为模具体、22为压带装置、221为压带轮、222为聚氨酯涂覆层、223为压带中心轮、224为钢带、23为钢丝牵引辊、231为钢丝拉力调节装置、232为基带材料挤出装置、24为静音布牵引辊、241为引导轮、242为厚度调节辊、243为静音布涂覆装置、244为PU胶、245为PU胶层、25为动力驱动装置、251为压带连接板、252为直线滑轨组件。
具体实施方式
本发明的防止钢丝外露腐蚀的聚氨酯同步带生产设备,包括齿形模具装置2,其特征在于:齿形模具装置2的一侧设置有压带装置22,齿形模具装置2的另一侧上方设置有钢丝绳给料机构,钢丝绳给料机构下方设置有静音布给料机构;静音布给料机构和齿形模具装置2之间设置有静音布涂覆装置243;所述压带装置22包括伸缩机构,伸缩机构上通过中心轮轴设置有压带中心轮223,相对于齿形模具装置2的上方和下方均设置有压带轮221,压带中心轮223和两压带轮221外设置有钢带224,钢带224与所述齿形模具装置2相对应;相应于钢带224和齿形模具装置2配合点的上方设置有基带材料挤出装置232。
作为本发明的一种优选方案,所述伸缩机构包括压带连接板251,压带连接板251上设置有直线滑轨组件252,所述压带中心轮223通过中心轮轴与压带连接板251相连;所述压带连接板251与动力驱动装置25相连。
作为本发明的另一种优选方案,所述钢丝给料机构包括钢丝牵引辊23,钢丝牵引辊23和齿形模具装置2之间设置有钢丝拉力调节装置231。
作为本发明的第三种优选方案,所述齿形模具装置2包括模具体21,模具体21与转动驱动装置相连。
作为本发明的第四种优选方案,所述静音布给料机构包括静音布牵引辊24,静音布牵引辊24的出料方向的上方设置有静音布涂覆装置243,相应于静音布涂覆装置243的出料方向设置有厚度调节辊242;厚度调节辊242和齿形模具装置2之间设置有引导轮241。
本发明使用上述装置制作聚氨酯同步带的方法,其特征在于:1、将静音布14安装在静音布给料机构的阻尼输带轮上(未图示),静音布14另一端牵引至齿形模具装置2上。
2、将骨架钢丝绳13缠绕到齿形模具装置2上,并将每一根钢丝绳13的张力值初调一致。
3、基带材料挤出装置232对聚氨酯材料进行加热,使聚氨酯材料温度稳定在工艺范围。
4、静音布涂覆装置243对PU胶244进行加热,使PU胶244温度稳定至一定范围。
5、启动齿形模具装置2,使其牵引钢丝绳13和静音布14同时绕入模具体21的外圆周,与此同时,基带材料挤出装置232将凝胶状态的聚氨酯涂覆在钢丝绳13上。
6、在所述齿形模具装置2启动的瞬间,所述压带装置22在动力驱动装置25的驱动下,使其钢带224压向齿形10模具,形成紧密贴合模具体21外周的外圆弧。
7、静音布涂覆装置243将PU胶244涂覆在静音布14上。
实施例:一种防止聚氨酯同步带1外露钢丝生锈的防腐蚀同步带1的生产方法,包括以下工艺步骤:S1、选取厚度为0.3mm的尼龙弹力布为静音布14,将宽度一致的静音布14安装在阻尼输送轮上。另一端牵引至齿形模具装置2模具体21的外圆周上。
S2、将钢丝绳13缠绕到模具体21上,并将每一根钢丝绳13的张力值均调整在55N~60N范围内,且在同步带1成型过程中始终随机保证其张力的一致性(现有技术)。
S3、基带材料挤出装置232对聚氨酯进行加热,使聚氨酯温度始终随机稳定在至200°C~210°C范围。
S4、静音布涂覆装置243对PU胶244进行加热,使PU胶244温度始终随机稳定在至200°C~210°C范围。
S5、启动齿形模具装置2,使其牵引钢丝绳13和静音布14同时绕入齿形模具装置2模具体21的外圆周,与此同时,基带材料挤出装置232将凝胶状态的聚氨酯涂覆在钢丝绳13上。
S6、在齿形模具装置2启动的瞬间,所述压带装置22在动力驱动装置25的驱动下,使钢带224压向齿形模具装置2的模具体21,并在齿形10模具外圆周形成一个110°~135°的钢带224包角。齿形模具装置2的模具体21以13mm/s~16mm/s牵引速度,绕入钢丝绳13上的聚氨酯层和涂覆PU胶层的静音布14,经钢带224与齿形模具装置2所形成的预留间隙,一次成型钢丝绳13防腐蚀的同步带1。
静音布涂覆装置243将PU胶244涂覆在静音布14上,PU胶层245厚度控制在0.2mm。在同步带1成型过程中,厚度调节辊242随机调控静音布14和PU胶244涂覆层的总厚度(现有技术),其厚度控制在0.5mm~0.6mm范围。
所述动力驱动装置25带动压带装置22,致使钢带224的包角压力直接施加到齿形模具装置2的模具体21外圆周上,依据同步带1规格的不同,其压力控制范围在3Mpa~16Mpa。
可以理解的是,以上关于本发明的具体描述,仅用于说明本发明而并非受限于本发明实施例所描述的技术方案,本领域的普通技术人员应当理解,仍然可以对本发明进行修改或等同替换,以达到相同的技术效果;只要满足使用需要,都在本发明的保护范围之内。
- 一种防止钢丝外露腐蚀的聚氨酯同步带生产设备及其制作方法
- 一种防止钢丝外露腐蚀的聚氨酯同步带生产设备