封焊焊装设备
文献发布时间:2023-06-19 10:06:57
技术领域
本发明涉及电池生产制造设备技术领域,尤其涉及一种封焊焊装设备。
背景技术
圆柱电芯在生产制造过程中涉及多步操作,比如极耳焊接、封焊等。随着动力电池行业的迅速发展,对圆柱电芯的生产制造效率提出了更高的需求。
在传统封焊操作中,将圆柱电芯安装在焊装工装上后由人工对其进行周向焊接,待焊接完成后将焊接后的电芯取下后再更换另一待焊接电芯,整个焊接操作需要等待焊接完成才能上料,且人工操作导致焊接效率低。
发明内容
本发明实施例提供一种封焊焊装设备,用以解决现有技术中封焊焊装依赖人工操作焊接效率低的缺陷,实现高效焊接。
本发明实施例提供一种封焊焊装设备,包括操作台,还包括直线滑轨、封焊焊接工装及焊接枪,所述直线滑轨固定安装于所述操作台,所述封焊焊接工装滑动安装于所述直线滑轨,所述焊接枪安装于焊接工位以便对所述封焊焊接工装上安放的待焊接电芯进行焊接操作。
根据本发明一个实施例的封焊焊装设备,还包括机罩,所述机罩罩设于所述操作台,所述直线滑轨从所述机罩的外部延伸至所述焊接枪的下方。
根据本发明一个实施例的封焊焊装设备,所述直线滑轨并行设置有两条,每一所述直线滑轨上滑动安装一所述封焊焊接工装,所述焊接枪可滑动安装于机架。
根据本发明一个实施例的封焊焊装设备,两条所述直线滑轨之间布设有隔板。
根据本发明一个实施例的封焊焊装设备,所述封焊焊接工装包括基座、托轮、压轮、从动压头及主动压头,所述基座可滑动安装于所述直线滑轨,所述托轮和所述主动压头均安装于所述基座,所述从动压头可滑动安装于所述基座,所述压轮可转动安装于所述基座并位于所述托轮的上方,所述托轮与所述压轮相互配合以径向限定待焊装电芯的位置,所述从动压头的中轴线与所述主动压头的中轴线重合且所述从动压头与所述主动压头沿所述托轮的轴线布设在所述托轮的相对两侧,所述从动压头与推拉机构相连,所述从动压头与所述主动压头相互配合以轴向限定待焊装电芯的位置,所述主动压头与旋转驱动机构相连。
根据本发明一个实施例的封焊焊装设备,所述基座上构造有滑道,所述从动压头可转动安装于压头座,所述压头座滑动安装于所述滑道,所述推拉机构的推拉端与所述压头座固定连接。
根据本发明一个实施例的封焊焊装设备,所述压轮可转动安装于旋转臂,所述旋转臂与旋转驱动单元的驱动端相连,所述旋转驱动单元固定安装于所述基座。
根据本发明一个实施例的封焊焊装设备,所述封焊焊接工装还包括托轮座,所述托轮座可调式安装于所述基座,所述托轮的两端分别与支撑座转动连接,所述支撑座与所述托轮座可调式连接。
根据本发明一个实施例的封焊焊装设备,所述托轮座的顶部设有容纳槽,两个所述支撑座通过调节螺栓可调式安装于所述容纳槽内。
根据本发明一个实施例的封焊焊装设备,所述主动压头可转动安装于所述压头安装座,所述封焊焊接工装还包括离合器,所述旋转驱动机构通过所述离合器与所述主动压头选择性接合。
本发明实施例提供的封焊焊装设备,使用时,封焊焊接工装在上料位由人工进行上料,然后封焊焊接工装沿直线滑轨滑动并运行至焊接位,由安装在焊接位的焊接枪对其上的待焊接电芯进行焊接,整个过程除了人工上料之外均由自动化设备完成,从而提高焊接效率。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
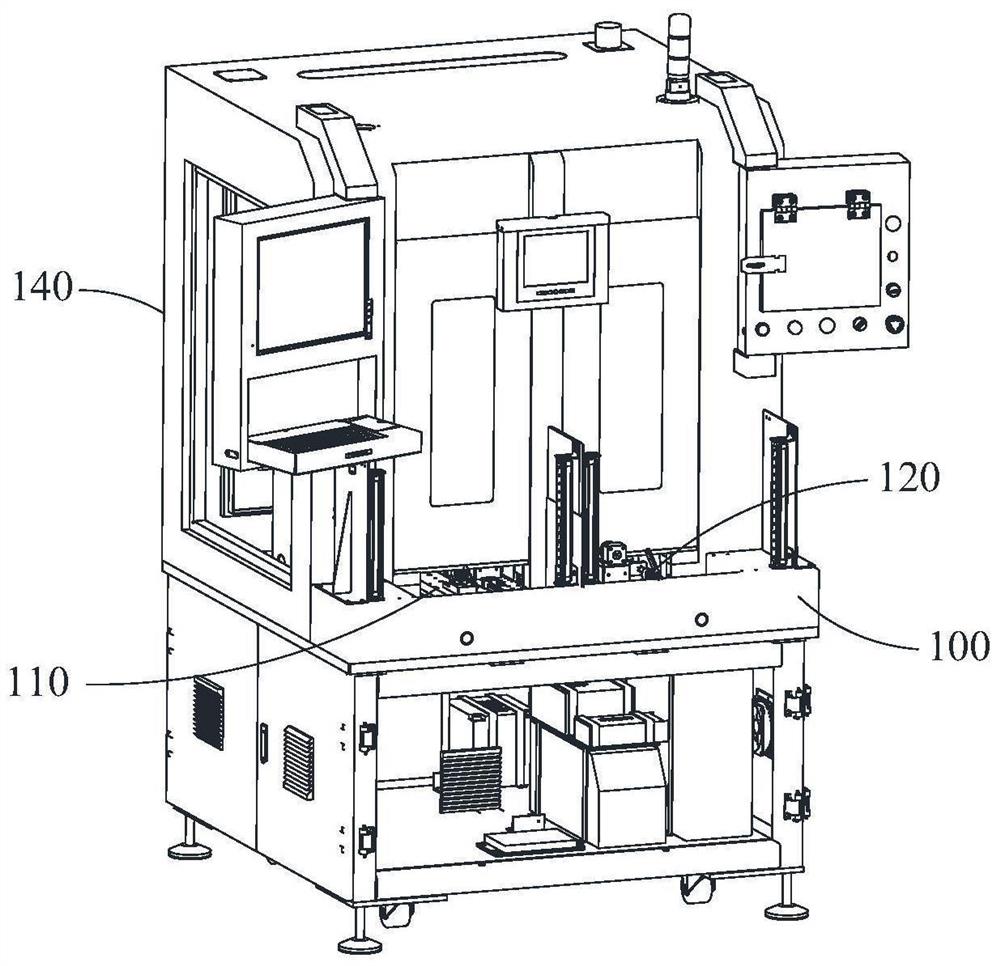
图1是本发明实施例提供的封焊焊接设备的立体图;
图2是图1所示封焊焊接设备中焊接枪的安装示意图;
图3是本发明实施例提供的封焊焊接工装的分解图;
图4是图3所示出的压轮布设结构图;
图5是图3所示出的封焊焊接工装与直线滑轨的配合示意图。
附图标记:
100、操作台;110、直线滑轨;120、封焊焊接工装;130、焊接枪;140、机罩;150、机架;160、直线导轨;170、升降机构;180、隔板;10、基座;11、滑槽;12、滑道;20、托轮;21、托轮座;22、支撑座;23、容纳槽;24、调节螺栓;25、接近开关;30、压轮;31、旋转臂;32、旋转驱动单元;40、从动压头;41、压头座;42、推板;50、主动压头;51、压头安装座;60、推拉机构;70、旋转驱动机构;71、伺服电机;72、减速机;80、离合器。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
如图1所示,本发明实施例提供的封焊焊装设备包括操作台100、直线滑轨110、封焊焊接工装120及焊接枪130。直线滑轨110固定安装于操作台100,封焊焊接工装120滑动安装于直线滑轨110,焊接枪130安装于焊接工位以便对封焊焊接工装120上安放的待焊接电芯进行焊接操作。
本发明实施例提供的封焊焊装设备,使用时,封焊焊接工装120在上料位由人工进行上料,然后封焊焊接工装120沿直线滑轨110滑动并运行至焊接位,由安装在焊接位的焊接枪对其上的待焊接电芯进行焊接。整个过程除了人工上料之外均由自动化设备完成,从而提高焊接效率。
如图1所示,该封焊焊装设备还包括机罩140,机罩140罩设于操作台100,直线滑轨110从机罩140的外部延伸至焊接枪130的下方。机罩140用于避免焊接枪130在焊接过程中对工作人员造成伤害。当封焊焊接工装120沿直线滑轨110滑动至机罩140外部时,由人工进行上料,接着在直线滑轨110的作用下封焊焊接工装120滑动至机罩140内的焊接工位。
为了进一步提高焊接效率,直线滑轨110并行设置有两条,每一直线滑轨110上滑动安装一封焊焊接工装120,焊接枪130可滑动安装于机架150。当其中一条直线滑轨110上的封焊焊接工装120处于焊接工位时,另一条直线滑轨110上的封焊焊接工装120位于机罩140外进行上料,滑动安装在机架150上的焊接枪130在两条直线滑轨110对应的焊接工位之间进行切换,由此减少焊接枪130的等待时间,提高焊接效率。具体地,如图2所示,机架150上安装有直线导轨160,直线导轨160上安装有升降机构170,焊接枪130安装在升降机构170上。在直线导轨160的左右下,焊接枪130在两条直线滑轨110对应的两个焊接工位之间来回移动,在升降机构170的作用下,焊接枪130靠近或远离待焊接工件。机罩140上设置有两个上下开关的操作门,当封焊焊接工装120进入机罩140后对应的操作门关闭,当封焊焊接工装120向机罩140外运行时,对应的操作门打开,以便人工上料。
在本发明实施例中,如图2所示,两条直线滑轨110之间布设有隔板180。借助隔板180防止焊接过程的焊渣溅落至另一焊接工位,避免两条直线滑轨110上的焊接操作相互干扰。为提高焊接质量,在焊接枪130的一侧还安装有抽烟口,抽烟口与外部抽烟除尘设备相连,以便在焊接的同时进行抽烟排渣操作,避免焊接产生的焊渣影响待焊接电芯的焊接质量。
图3所示是本发明实施例提供的封焊焊接工装的分解图。如图3所示,该封焊焊接工装120包括基座10、托轮20、压轮30、从动压头40及主动压头50。基座10滑动安装在直线滑轨110上,托轮20和主动压头50均安装于基座10,从动压头40可滑动安装于基座10,压轮30可转动安装于基座10并位于托轮20的上方,托轮20与压轮30相互配合以径向限定待焊装电芯的位置,从动压头40的中轴线与主动压头50的中轴线重合,从动压头40与主动压头50沿托轮20的轴线布设在托轮20的相对两侧,从动压头40与推拉机构60相连,从动压头40与主动压头50相互配合以轴向限定待焊装电芯的位置,主动压头50与旋转驱动机构70相连。
使用时,待焊装电芯放置在托轮20上并与主动压头50抵接,然后在推拉机构60的作用下,从动压头40相对基座10滑动直至其与待焊装电芯抵触,从动压头40的中轴线和主动压头50的中轴线重合,以保障对待焊装电芯合盖时的对中效果,避免发生错位。压轮30相对基座10旋转从而压放在待焊装电芯上,借助压轮30与托轮20的相互配合限定待焊装电芯的轴向和径向自由度。在旋转驱动机构70的作用下,主动压头50旋转,带动待焊装电芯在托轮20和压轮30的作用下绕电芯轴旋转,从而便于焊接头对待焊装电芯的周向进行焊接操作。可以理解的是,托轮20、压轮30、从动压头40和主动压头50均相对于基座10可转动。
本发明实施例提供的封焊焊接工装,从动压头40的中轴线和主动压头50的中轴线重合以保障对中效果,避免错位;借助从动压头40和主动压头50限定待焊装电芯的轴向,旋转驱动机构70带动主动压头50,进而带动待焊装电芯在托轮20和压轮30的限定下旋转,便于对待焊装电芯进行周向焊接。该封焊焊接工装与焊接设备相配合,可以在焊接的同时用另一个封焊焊接工装对另一待焊装电芯进行装配,提高焊接效率。
其中,基座10底部设有用于滑动安装在焊接设备上的滑槽11。焊接设备上设有直线滑道,滑槽11滑动安装在直线滑道上,两个封焊焊接工作相互配合,一个滑动至焊接区域进行焊接操作,另一个在线下由人工进行上料,以便在待焊接电芯完成焊接后实现无缝衔接,提高焊接效率。
如图3所示,基座10上构造有滑道12,从动压头40可转动安装于压头座41,压头座41滑动安装于滑道12,推拉机构60的推拉端与压头座41固定连接。在推拉机构60的推拉下,压头座41沿滑道12滑动,其滑动方向沿待焊装电芯的轴向。当推拉机构60带动从动压头40运行预设距离后与待焊装电芯的端部抵接时,以在待焊装电芯的轴向进行限定。压头座41朝向待焊装电芯的一侧固定安装有推板42,推拉机构60与压头座41并行安装在基座10上,推拉机构60的推动端与推板42固定连接。
如图3所示,在本发明实施例中,推拉机构60为快速夹钳。当然,推拉机构60也可以采用直线运动气缸或电推杆,使用时,提前调试好推拉机构60的行程,即可夹紧特定规格的待焊接电芯。当待焊接电芯的尺寸发生变化时,重新调整推拉机构60的安装位置或者行程即可适应待焊接电芯的尺寸变化。
在上述任一实施例基础上,如图4所示,压轮30可转动安装于旋转臂31,旋转臂31与旋转驱动单元32的驱动端相连,旋转驱动单元32固定安装于基座10。旋转驱动单元32采用旋转气缸或者旋转电机,在旋转驱动单元32的左右下,旋转臂31带动转动安装其上的压轮30,压放在待焊接电芯上,避免焊接过程中待焊接电芯发生窜动。
如图4所示,本发明实施例提供的封焊焊接工装120还包括托轮座21,托轮座21可调式安装于基座10,托轮20的两端分别与支撑座22转动连接,支撑座22与托轮座21可调式连接。托轮座21用于安装托轮20,其底部向两侧延伸有支耳,支耳上开设有用于与基座10螺栓连接的安装孔,该安装孔可以为条形孔,以便与基座10上开设的多个螺孔中某一个螺孔配合,实现可调式连接。支撑座22为带有底板的U型支撑架,当然,支撑座22也可以采用其他形式的支撑结构,对此本发明实施例不做具体限定。
在上述实施例基础上,托轮座21的顶部设有容纳槽23,两个支撑座22通过调节螺栓24可调式安装于容纳槽23内。如图4所示,支撑座22的底板收容在容纳槽23内,借助调节螺栓24可调式安装在容纳槽23内,以便根据待焊接电芯的规格调整托轮座21上安装的两个支撑座22之间的距离。
为了更好的进行支撑,本发明实施例中的托轮座21有两个,两个托轮座21上安装的四个托轮20呈方形阵列排布,在两个托轮座21之间布设接近开关25。当然,借助两个托轮20和其他凹槽结构同样可以有效承托待焊接电芯并且能带动待焊接电芯旋转。
在上述任一实施例的基础上,如图3和图5所示,主动压头50可转动安装于压头安装座51,封焊焊接工装还包括离合器80,旋转驱动机构70通过离合器80与主动压头50选择性接合。当待焊接电芯以主动压头为基准,在推拉机构60的作用下被轴向限位后,旋转驱动机构70通过离合器80与主动压头50相连,在旋转驱动机构70的作用下,主动压头50旋转,从而带动从动压头40及待焊接电芯旋转。
为了更好地轴向限定待焊接电芯的位置,主动压头50和从动压头40结构相同,均开设有与待焊接电芯端部适配的槽体。为了方便待焊接电芯进入槽体内,在从动压头40和主动压头50的槽体槽口处设有引导部,能有效纠正电芯的偏移。主动压头50和从动压头40均为铜压头,在铜压头设有环形槽以减轻铜压头的重量。
具体地,如图3和图5所示,旋转驱动机构70包括伺服电机71及减速机72,伺服电机71通过减速机72与离合器80相连。伺服电机71的电机轴通过减速机72与离合器80相连,离合器80安装在离合器安装座上。当待焊接电芯安装到位后,离合器80与主动压头50接合,在伺服电机71的驱动下,主动压头50旋转。
最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
- 封焊焊装设备
- 一种基于图像识别的自动平行封焊装置及封焊方法