发光装置、照明装置以及其制造方法
文献发布时间:2023-06-19 10:19:37
技术领域
本公开涉及发光装置、照明装置以及其制造方法。
背景技术
例如,在专利文献1中公开有一种照明装置,该照明装置具备:LED元件;封装件,其具备引脚电极且装配有LED元件;以及罩构件,其安装于封装件且具有透光部。另外,在专利文献2中公开有一种发光装置,其在LED灯安装有罩,该LED灯是在电路基板搭载LED元件并利用树脂将LED元件密封而成,该罩具有将来自LED元件的光聚光的聚光机构。
现有技术文献
专利文献
专利文献1:日本特开2010-103404号公报
专利文献2:日本特开2010-040801号公报
发明内容
发明要解决的课题
在上述专利文献的技术中,关于装置的薄型化,存在进一步的改善的余地。
本公开的实施方式的课题在于,提供能够薄型化的发光装置、照明装置以及其制造方法。
用于解决课题的方案
本公开的实施方式的发光装置具备如下结构,所述发光装置具备:基板;发光元件,其配置于所述基板上;透光性构件,其配置于所述发光元件的光取出面;罩,其分离地覆盖所述发光元件;以及固定构件,其设置于所述罩的侧壁的外侧面的至少一部分,所述罩具有:上部,其使来自所述发光元件的光透过;所述侧壁,其设置于所述上部的周缘;以及凹部,其由所述上部和所述侧壁限定,所述固定构件是由于在与其他构件的卡合时产生的按压而发生变形的软质构件。
本公开的实施方式的照明装置具备前述记载的发光装置、以及作为所述其他构件的具有贯通孔的框体,所述发光装置的所述固定构件发生变形而与所述框体的所述贯通孔内的内壁接触,由此将所述发光装置固定于所述框体。
本公开的实施方式的发光装置的制造方法包括:制作罩和固定构件的工序,在该制作罩和固定构件的工序中,利用模具夹持固定构件,并且向被所述模具夹入的空间内注入透光性材料,使所述透光性材料固化或者硬化,从而制作罩和所述固定构件,其中,所述罩具有上部、设置于所述上部的周缘的侧壁、以及由所述上部和所述侧壁限定的凹部,所述固定构件从所述侧壁的外侧面的一部分突出;配置透光性构件的工序,在该配置透光性构件的工序中,在配置于基板上的发光元件的光取出面配置透光性构件;以及设置罩的工序,在该设置罩的工序中,以将所述发光元件配置于所述凹部内的方式设置所述罩,所述固定构件是能够由于在与其他构件卡合时产生的按压而发生变形的软质构件。
本公开的实施方式的发光装置的制造方法包括:制作罩的工序,在该制作罩的工序中,向被模具夹入的空间内注入透光性材料,并使所述透光性材料固化或者硬化,从而制作罩,其中,所述罩具有上部、设置于所述上部的周缘的侧壁、以及由所述上部和所述侧壁限定的凹部;设置固定构件的工序,在该设置固定构件的工序中,在所述侧壁的外侧面设置从所述外侧面的一部分突出的固定构件;配置透光性构件的工序,在该配置透光性构件的工序中,在配置于基板上的发光元件的光取出面配置透光性构件;以及设置罩的工序,在该设置罩的工序中,以将所述发光元件配置于所述凹部内的方式设置所述罩,所述固定构件是能够由于在与其他构件卡合时产生的按压而发生变形的软质构件。
本公开的实施方式的发光装置的制造方法包括:制作罩的工序,在该制作罩的工序中,向被模具夹入的空间内注入透光性材料,并使所述透光性材料固化或者硬化,从而制作罩,其中,所述罩具有上部、设置于所述上部的周缘的侧壁、以及由所述上部和所述侧壁限定的凹部;设置固定构件的工序,在该设置固定构件的工序中,在所述侧壁的外侧面设置将所述外侧面覆盖的固定构件;配置透光性构件的工序,在该配置透光性构件的工序中,在配置于基板上的发光元件的光取出面配置透光性构件;以及设置罩的工序,在该设置罩的工序中,以将所述发光元件配置于所述凹部内的方式设置所述罩,所述固定构件是能够由于在与其他构件卡合时产生的按压而发生变形的软质构件。
本公开的实施方式的照明装置的制造方法包括:使用前述记载的发光装置的制造方法来准备发光装置的工序;以及
在作为所述其他构件的具有贯通孔的框体,以所述发光装置的所述固定构件发生变形而与所述框体的所述贯通孔内的内壁接触的方式固定所述发光装置的工序。
发明效果
本公开的实施方式的发光装置以及照明装置能够薄型化。
本公开的实施方式的发光装置的制造方法以及照明装置的制造方法能够制造能够薄型化的发光装置以及照明装置。
附图说明
图1A是示意性地示出第一实施方式的发光装置的结构的立体图。
图1B是示意性地示出第一实施方式的发光装置的结构的俯视图。
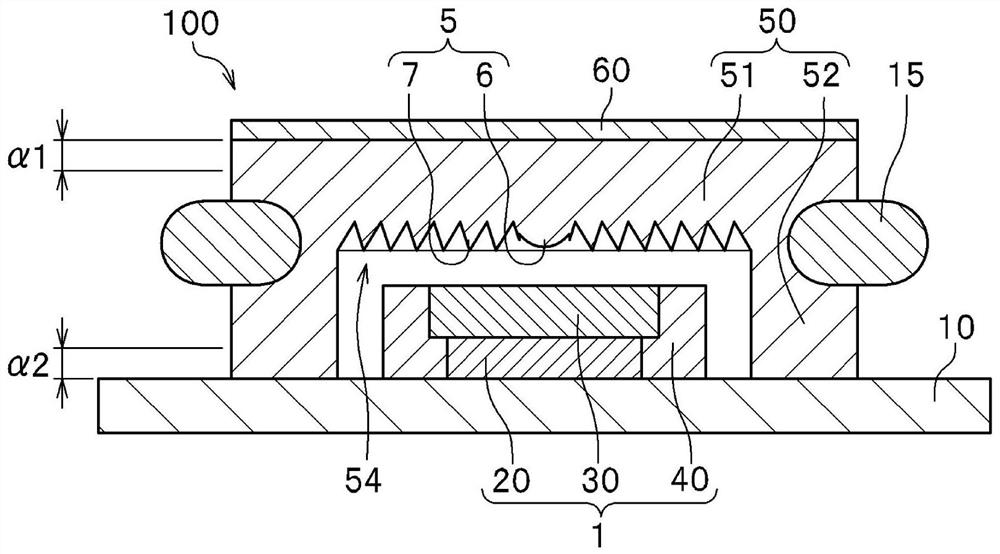
图1C是图1B的IC-IC线处的剖视图。
图1D是第一实施方式的发光装置的罩的上部的从发光元件侧观察到的俯视图。
图1E是图1C的局部放大图。
图2是第一实施方式的发光装置的制造方法的流程图。
图3A是示出第一实施方式的发光装置的制造方法中的、制作罩以及固定构件的工序的剖视图。
图3B是示出第一实施方式的发光装置的制造方法中的、形成硬涂层的工序的剖视图。
图3C是示出第一实施方式的发光装置的制造方法中的、在基板上配置发光元件的工序的剖视图。
图3D是示出第一实施方式的发光装置的制造方法中的、形成反射构件的工序的剖视图。
图3E是示出第一实施方式的发光装置的制造方法中的、设置罩的工序的剖视图。
图4是示意性地示出第一实施方式的照明装置的结构的剖视图。
图5是第一实施方式的照明装置的制造方法的流程图。
图6A是示意性地示出第二实施方式的发光装置的结构的俯视图。
图6B是图6A的VIB-VIB线处的剖视图。
图7是第二实施方式的发光装置的制造方法的流程图。
图8A是示出第二实施方式的发光装置的制造方法中的、制作罩的工序的剖视图。
图8B是示出第二实施方式的发光装置的制造方法中的、设置固定构件的工序的剖视图。
图9是示意性地示出第二实施方式的照明装置的结构的剖视图。
图10A是示意性地示出第三实施方式的发光装置的结构的俯视图。
图10B是图10A的XB-XB线处的剖视图。
图11A是示出第三实施方式的发光装置的制造方法中的、制作罩的工序的剖视图。
图11B是示出第三实施方式的发光装置的制造方法中的、设置固定构件的工序的剖视图。
图12是示意性地示出第三实施方式的照明装置的结构的剖视图。
图13A是示意性地示出第四实施方式的发光装置的结构的俯视图。
图13B是图13A的XIIIB-XIIIB线处的剖视图。
图14是示出第四实施方式的发光装置的制造方法中的、设置固定构件的工序的剖视图。
图15是示意性地示出第四实施方式的照明装置的结构的剖视图。
图16是示意性地示出其他实施方式的发光装置的结构的剖视图。
附图标记说明:
1 元件结构体
5 菲涅尔透镜面
6 中央突出部
7 突出部
10 基板
15、15A、15B、15C 固定构件
20 发光元件
30 透光性构件
40 反射构件
50、50A、50B 罩
51 上部
52 侧壁
53 凸部
54 凹部
55 薄膜
60 硬涂层
70 框体
71 贯通孔
80、80A、80B、80C、80D 模具
81、81A、81B、81C、81D 上模具
82、82A、82B、82C、82D 下模具
83、83A、83B 左模具
84、84A、84B 右模具
85 树脂注入口
100、100A、100B、100C、100D 发光装置
200、200A、200B、200C 照明装置
α1 从侧壁的外侧面的上端起至侧壁的高度的10%的范围
α2 从侧壁的外侧面的下端起至侧壁的高度的10%的范围。
具体实施方式
一边参照附图一边说明本发明的实施方式的发光装置、照明装置以及其制造方法。其中,以下所示的方式例示用于将本实施方式的技术思想具体化的发光装置、照明装置以及其制造方法,并不限定于以下内容。另外,实施方式所记载的构成部件的尺寸、材质、形状、其相对的配置等只要没有特别的记载,便不旨在将本发明的范围仅限定于此,而不过是单纯的说明例。需要说明的是,各附图所示的构件的大小、位置关系等有时为了使说明明确而进行了夸张。另外,在以下的说明中,针对相同的名称、附图标记表示相同或同质的构件并适当省略详细说明。
<第一实施方式>
[发光装置]
图1A是示意性地示出第一实施方式的发光装置的结构的立体图。图1B是示意性地示出第一实施方式的发光装置的结构的俯视图。图1C是图1B的IC-IC线处的剖视图。图1D是第一实施方式的发光装置的罩的上部的从发光元件侧观察到的俯视图。图1E是图1C的局部放大图。
第一实施方式的发光装置100具备:基板10;发光元件20,其配置于基板10上;透光性构件30,其配置于发光元件20的光取出面;罩50,其分离地覆盖发光元件20;以及固定构件15,其设置于罩50的侧壁52的外侧面的至少一部分。并且,罩50具有:上部51,其使来自发光元件20的光透过;侧壁52,其设置于上部51的周缘;以及凹部54,其由上部51限定底部且由侧壁52限定侧壁。并且,固定构件15是能够由于在与其他构件卡合时产生的按压而发生变形的软质构件。
换句话说,发光装置100主要具备基板10、发光元件20、透光性构件30、反射构件40、罩50、以及固定构件15,在此还具有硬涂层60。
以下,对发光装置100的各结构进行说明。
(基板)
基板10载置发光元件20,优选为具备在表面以及内部中的一方或者双方配置的配线。在基板10中,借助导电性粘接部而将配线与发光元件20的正负一对电极连接,由此与发光元件20电连接。
基板10优选使用绝缘性材料,并且优选使用难以使从发光元件20射出的光、外部光等透过的材料,且优选使用具有一定程度的强度的材料。具体而言,基板10可以由氧化铝、氮化铝、莫来石等陶瓷、酚醛树脂、环氧树脂、聚酰亚胺树脂、BT树脂(双马来酰亚胺三嗪树脂(bismaleimide triazine resin))、聚邻苯二酰胺等树脂构成。基板10也可以使用玻璃环氧基板、金属基板、经局部绝缘处理的金属基板等。
(发光元件)
发光元件20配置于基板10上。发光元件20优选在与发光元件20的光取出面相反的一侧的下表面设置有正负一对电极,且优选在基板10倒装芯片装配。发光元件20的俯视下的形状通常为四边形,但也可以是圆形、椭圆形、三角形、六边形等多边形。另外,由发光元件20、透光性构件30、以及反射构件40构成的元件结构体1的俯视下的形状通常也为四边形,但也可以是圆形、椭圆形、三角形、六边形等多边形。
优选为,发光元件20由III~V族化合物半导体、II~VI族化合物半导体等各种半导体构成。作为半导体,优选使用InXAlYGa1-X-YN(0≤X,0≤Y,X+Y≤1)等氮化物系半导体,也可以使用InN、AlN、GaN、InGaN、AlGaN、InGaAlN等。
(透光性构件)
透光性构件30配置于发光元件20的成为光取出面的上表面。透光性构件30是为了保护发光元件20免受外力、尘埃、水分等影响并且使发光元件20的耐热性、耐气候性、耐光性良好而设置。作为透光性构件30的材质,可举出热硬化性树脂、热塑性树脂、这些树脂的改性树脂或者包含一种以上这些树脂的混合树脂等。具体而言,可举出环氧树脂、改性环氧树脂、硅酮树脂、改性硅酮树脂、混合硅酮树脂等。
对于透光性构件30,优选含有对来自发光元件20的光进行波长变换的荧光体等波长变换构件,以进行出射光的色彩调整。对于荧光体,优选使用由铈活化了的钇·铝·石榴石(YAG)系荧光体等。另外,透光性构件30也可以含有填充材料(扩散剂、着色剂等)。作为填充材料,优选使用二氧化硅、氧化钛、氧化锆、氧化镁、玻璃、荧光体的结晶或者烧结体、荧光体与无机物的结合剂烧结的烧结体等。
(反射构件)
反射构件40将发光元件20的侧面和透光性构件30的侧面覆盖,而不覆盖透光性构件30的上表面。反射构件40用于使光取出效率提升,且优选由含有白色颜料等的硅酮树脂等合成树脂构成。对于白色颜料,优选单独使用氧化钛、氧化锌、氧化镁、碳酸镁、氢氧化镁、碳酸钙、氢氧化钙、硅酸钙、硅酸镁、钛酸钡、硫酸钡、氢氧化铝、氧化铝、氧化锆、氧化硅中的一种,或者将它们中的两种以上组合而使用。
(罩)
罩50是分离地覆盖发光元件20的构件。罩50具有:上部51,其使来自发光元件20的光透过;侧壁52,其设置于上部51的周缘;以及凹部54,其由上部51限定底部,由侧壁52限定侧壁,且朝向基板10侧形成为凹部状。
上部51与发光元件20对置且分离地配置,将来自发光元件20的光折射而透过,并在所期望的视场角内出射。上部51的外形形状优选为在俯视下呈圆形、椭圆形,也可以是四边形、六边形等多边形。
优选为,上部51在与发光元件20对置的下表面具备由多个环状的突出部7构成的菲涅尔透镜面5。另外,上部51也可以是凸透镜或者凹透镜。优选为,上部51在菲涅尔透镜面5具备向发光元件20侧凸出的中央突出部6、以及在中央突出部6的外侧配置为同心圆状且在发光元件20侧呈凸状的多个环状的突出部7。优选为,多个环状的突出部7在俯视下相对于中央突出部6配置为同心状,并形成为与中央突出部6的形状相匹配地呈环状的形状。换句话说,若中央突出部6在俯视下呈圆形,则突出部7形成为在俯视下呈圆环状,若中央突出部6在俯视下呈矩形,则突出部7形成为在俯视下呈矩形环状。另外,优选为,突出部7分别形成为具有使来自发光元件20的光折射的菲涅尔透镜面5的功能。优选为,菲涅尔透镜面5形成为在俯视下将元件结构体1内包的大小。
上部51的菲涅尔透镜面5的相反侧平坦地形成。侧壁52作为一例,与上部51的侧方连续且形成为筒形状。另外,优选为,罩50借助粘接构件而将侧壁52的下表面与基板10的上表面固定。在此,粘接构件使用胶带等公知的粘接材料。罩50的上部51以及侧壁52作为一例,由相同的构件加工而一体地形成。需要说明的是,也可以是,上部51由使光透过的树脂或玻璃材料形成,由树脂(在上部51为树脂的情况下是与上部51不同的树脂)形成侧壁52。
优选为,上部51比固定构件15硬。若是这样的结构,则能够防止上部51发生变形。另外,优选为,侧壁52比固定构件15硬。若是这样的结构,则能够防止侧壁52发生变形。另外,若上部51以及侧壁52比固定构件15硬,则能够防止罩50发生变形,因而优选。
作为上部51的材质,可举出热硬化性树脂、热塑性树脂、这些树脂的改性树脂或者包含一种以上这些树脂的混合树脂等。具体而言,可举出环氧树脂、改性环氧树脂、硅酮树脂、改性硅酮树脂、混合硅酮树脂、聚碳酸酯树脂等。另外,作为上部51的材质,也可以使用混合玻璃。作为侧壁52的材质,可举出热硬化性树脂、热塑性树脂、这些树脂的改性树脂或者包含一种以上这些树脂的混合树脂等。具体而言,可举出环氧树脂、改性环氧树脂、硅酮树脂、改性硅酮树脂、混合硅酮树脂、聚碳酸酯树脂等。另外,作为侧壁52的材质,也可以使用混合玻璃。
优选为,罩50是比后述的软质构件硬的硬质构件。作为硬质构件,例如可举出聚碳酸酯树脂、环氧树脂、混合玻璃等。硬质构件优选为聚碳酸酯树脂。聚碳酸酯树脂易于加工并且具有适度的硬度,因而优选。
另外,优选为,罩50为树脂,固定构件15是比罩50的树脂柔软的树脂。若是这样的结构,则容易制造罩50,另外容易将发光装置100卡合于框体70。
(固定构件)
固定构件15设置为从罩50的侧壁52的外侧面的一部分突出。另外,固定构件15设置为固定构件15的一部分插入侧壁52的内部。
固定构件15是能够由于在与其他构件卡合时产生的按压而发生变形的软质构件。在此,其他构件例如是指用于便携电话机的框体70。另外,由于按压而发生变形是指,包括例如在将罩50嵌入框体70的贯通孔71内时发光装置100被压扁以固定于框体70的情况在内,固定构件15的形状发生改变的情况。在将从侧壁52突出的固定构件15的高度设为1时,固定构件15优选变形为0.2倍~0.9倍的高度,更优选变形为0.4倍~0.7倍的高度。这是由于,能够通过该变形量来提高将罩50嵌入框体70时的固定强度。
发光装置100通过利用固定构件15固定于框体70,从而能够使发光装置以及照明装置薄型化。
需要说明的是,固定构件15也可以是被由构成罩50的侧壁52的构件构成的薄膜55覆盖的结构。薄膜55通过后述的制造方法来详细说明。
以下,作为其他构件,以框体70为例进行说明。
作为固定构件15的材质,可举出热硬化性树脂、热塑性树脂、这些树脂的改性树脂或者包含一种以上这些树脂的混合树脂等。具体而言,可举出环氧树脂、改性环氧树脂、硅酮树脂、改性硅酮树脂、混合硅酮树脂等。另外,作为固定构件15的材质,也可以使用混合玻璃。
用作固定构件15的软质构件优选为硅酮树脂。硅酮树脂更容易由于在与框体70卡合时产生的按压而变形、另外耐光性以及耐热性高,因而优选。
从侧壁52的外侧面突出的固定构件15的截面形状为前端形成为圆弧状的形状。由此,能够在将罩50嵌入框体70时使罩50的滑动良好,从而容易嵌入。但是,固定构件15的截面形状只要是在与框体70卡合时能够由于按压而发生变形从而将发光装置100固定于框体70的形状,则可以是任意的形状。例如,从侧壁52的外侧面突出的固定构件15的截面形状可以是四边形状、三角形状、半圆形状、半椭圆形状等。
优选为,固定构件15在侧壁52的外侧面连续且形成为在俯视下呈环状。若是这样的结构,则容易将发光装置100卡合于框体70,另外,容易稳定地与框体70卡合。另外,在制造发光装置100时,易于在侧壁52的外侧面形成固定构件15。
优选为,固定构件15在侧壁52的高度方向上设置于除了从侧壁52的外侧面的上端起至侧壁52的高度的10%的范围α1以外的位置、以及除了从侧壁52的外侧面的下端起至侧壁52的高度的10%的范围α2以外的位置。若是这样的结构,则容易将发光装置100卡合于框体70,另外容易稳定地与框体70卡合。
(硬涂层)
硬涂层60是将罩50的上表面覆盖的构件。硬涂层60是比罩50硬质构件。硬涂层60为透光性,并将罩50的上部51的上表面以及侧壁52的上表面连续地覆盖。发光装置100通过具备硬涂层60,从而能够抑制罩50的变形。另外,发光装置100通过具备硬涂层60,从而能够保护罩50的上表面免受外力、尘埃、水分等影响,并能够防止造成损伤等。
作为硬涂层60的材质,可举出热硬化性树脂、热塑性树脂、这些树脂的改性树脂或者包含一种以上这些树脂的混合树脂等。具体而言,可举出丙烯酸树脂、环氧树脂、改性环氧树脂、硅酮树脂、改性硅酮树脂、混合硅酮树脂、聚碳酸酯树脂等。
[发光装置的动作]
接下来,对发光装置100的动作进行说明。
当被驱动时,发光装置100从外部电源向发光元件20供给电流,从而发光元件20发光。在发光元件20发出的光中,向上方前进的光经由透光性构件30而出射,并向罩50的上部51入射。另外,向下方前进的光被基板10反射,经由透光性构件30而出射,并向罩50的上部51入射。另外,向发光元件20的侧方前进的光被反射构件40反射,经由透光性构件30而出射,并向罩50的上部51入射。在罩50的上部51中,来自元件结构体1的中央部的光向中央突出部6入射且向光轴方向以及聚光的方向出射。另外,在罩50的上部51中,来自元件结构体1的中央部以外的光从菲涅尔透镜面5的突出部7入射,并在所期望的视场角内折射而出射。即,在罩50的上部51中,通过使从突出部7入射的光折射而出射,能够使在所期望的视场角内的发光效率提升。这样一来,发光元件20发出的光被取出到发光装置100的外部。
[发光装置的制造方法]
接下来,对发光装置100的制造方法的一例进行说明。
图2是第一实施方式的发光装置的制造方法的流程图。图3A是示出第一实施方式的发光装置的制造方法中的、制作罩以及固定构件的工序的剖视图。图3B是示出第一实施方式的发光装置的制造方法中的、形成硬涂层的工序的剖视图。图3C是示出第一实施方式的发光装置的制造方法中的、在基板上配置发光元件的工序的剖视图。图3D是示出第一实施方式的发光装置的制造方法中的、形成反射构件的工序的剖视图。图3E是示出第一实施方式的发光装置的制造方法中的、设置罩的工序的剖视图。其中,优选将带反射构件40的发光元件20配置于基板10上,因此也可以省略图3C的工序,而从图3D的工序开始发光装置100的制造。
发光装置100的制造方法包括:罩以及固定构件制作工序S101,其是利用模具80夹持固定构件15,并且向被模具80夹入的空间内注入透光性材料,并使透光性材料固化或者硬化,从而制作罩50和固定构件15的工序,其中,该罩50具有上部51、设置于上部51的周缘的侧壁52、以及由上部51和侧壁52限定的凹部54,该固定构件15从侧壁52的外侧面的一部分突出;硬涂层形成工序S102,其是在罩50的上表面形成硬涂层60的工序;透光性构件配置工序S103,其是在配置于基板10上的发光元件20的光取出面配置透光性构件30的工序;发光元件配置工序S104,其是以透光性构件30向上的方式在基板10上配置发光元件20的工序;反射构件形成工序S105,其是形成将发光元件20的侧面和透光性构件30的侧面覆盖的反射构件40的工序;以及罩设置工序S106,其是以将发光元件20配置于凹部54内的方式设置罩50的工序。
并且,在罩以及固定构件制作工序S101中使用的固定构件15是能够由于在与其他构件卡合时产生的按压而发生变形的软质构件。
需要说明的是,关于各构件的材质、配置等,如在前述的发光装置100的说明中所述,因此在此适当省略说明。
(罩以及固定构件制作工序)
罩以及固定构件制作工序S101是利用模具80夹持固定构件15,并且向被模具80夹入的空间内注入透光性材料,并使透光性材料固化或者硬化的工序。在该工序S101中,使透光性材料固化或者硬化,从而制作罩50和固定构件15,该罩50具有上部51、设置于上部51的周缘的侧壁52、以及由上部51限定底部且由侧壁52限定侧壁的凹部54,该固定构件15从侧壁52的外侧面的一部分突出。
在该工序S101中,首先,作为模具80,准备上模具81、下模具82、以及预先形成为环状的固定构件15。接下来,利用上模具81和下模具82夹持固定构件15,并且从树脂注入口85向被这些模具夹入的空间内注入透光性材料。此时,透光性材料蔓延到从侧壁52的外侧面的一部分突出的固定构件15的表面,因此固定构件15被薄膜55覆盖(参见图1E)。接下来,使注入到空间内的透光性材料固化或者硬化,并取下模具80。由此,制作具备从侧壁52的外侧面的一部分突出的固定构件15的罩50。在此,在使用热塑性树脂作为透光性材料的情况下,将加热熔融了的热塑性树脂冷却而使其固体化的过程称为“固化”。另外,在使用热硬化性树脂作为透光性材料的情况下,将液状的热硬化性树脂加热而使其固体化的过程称为“硬化”。
需要说明的是,该工序S101除了上模具以及下模具以外,也可以使用左模具以及右模具。
(硬涂层形成工序)
硬涂层形成工序S102是在罩50的上表面形成硬涂层60的工序。
在该工序S102中,例如通过喷雾法、树脂片的粘贴等,在罩50的上部51的上表面以及侧壁52的上表面连续地形成硬涂层60。
(透光性构件配置工序)
透光性构件配置工序S103是在配置于基板10上的发光元件20的光取出面配置透光性构件30的工序。
在该工序S103中,例如,在发光元件20的光取出面接合规定形状的透光性构件30。当在发光元件20接合透光性构件30的情况下,可以以直接接合的方式接合,也可以借助透光性的接合构件而接合。需要说明的是,透光性构件30也可以通过喷雾法等而形成。
(发光元件配置工序)
发光元件配置工序S104是以透光性构件30成为上方的方式在基板10上配置发光元件20的工序。
发光元件20以电极形成面为装配面,并利用导电性粘接构件而倒装芯片装配在配置于基板10上的配线上。作为导电性粘接构件,例如使用共晶焊料、导电膏、补片(バンプ)等即可。
需要说明的是,也可以不明确区别透光性构件配置工序S103与发光元件配置工序S104,例如,也可以在将发光元件20配置于基板10上之后,将发光元件20与透光性构件30接合。
(反射构件形成工序)
反射构件形成工序S105是形成将发光元件20的侧面和透光性构件30的侧面覆盖的反射构件40的工序。
在该工序S105中,反射构件40例如能够通过使用相对于基板10可沿上下方向或者水平方向等移动(可动)的排出装置(分配器)将构成反射构件40的树脂等填充于基板10上而形成。另外,反射构件40也能够通过压缩成形法、传递成形法等而形成。
优选为,反射构件40在将发光元件20配置于基板10上之前设置。换句话说,优选为,准备在发光元件20的上表面配置有透光性构件30、且在发光元件20以及透光性构件30的侧面配置有反射构件40的发光元件20,并将该带有反射构件40的发光元件20配置于基板10上。这是由于,由此能够简易地形成带有反射构件40的发光元件20、能够降低作用于基板10的热量或压力。
(罩设置工序)
罩设置工序S106是以将发光元件20配置于凹部54内的方式设置罩50的工序。
在该工序S106中,借助粘接构件而将罩50的侧壁52的下表面与基板10的上表面固定。由此,将发光元件20配置于罩50的凹部54内。
[照明装置]
图4是示意性地示出第一实施方式的照明装置的结构的剖视图。
第一实施方式的照明装置200具备前述记载的发光装置100、以及作为其他构件的具有贯通孔71的框体70。并且,在照明装置200中,发光装置100的固定构件15发生变形而与框体70的贯通孔71内的内壁接触,从而将发光装置100固定于框体70。
发光装置100具备前述说明的那样的结构。
(框体)
框体70具有贯通孔71。框体70是固定发光装置100的构件,例如也可以是将发光装置100用作闪光光源的便携式电话机的框体的一部分。
在俯视下,贯通孔71的大小形成得比罩50大以使得罩50的上表面(在此为硬涂层60的上表面)露出,并且形成得比发光装置100的包括固定构件15在内的尺寸小。由此,在照明装置200中,固定构件15与框体70的贯通孔71内的内壁接触并且由于框体70的内壁的按压而被压扁,从而将发光装置100固定于框体70。另外,框体70优选为由遮光构件构成,优选为由例如含有填料而使光反射的反射性树脂、吸收光的光吸收树脂等构成,以使得能够限制从发光装置100射出的光的配光方向。优选为,贯通孔71在俯视下呈圆形、椭圆形、三角形、四边形、六边形等。
[照明装置的制造方法]
接下来,对照明装置200的制造方法的一例进行说明。
图5是第一实施方式的照明装置的制造方法的流程图。
照明装置200的制造方法包括:发光装置准备工序S11,其是使用发光装置100的制造方法来准备发光装置100的工序;以及发光装置固定工序S12,其是以发光装置100的固定构件15发生变形而与框体70的贯通孔71内的内壁接触的方式将发光装置100固定于作为其他构件的具有贯通孔71的框体70的工序。
需要说明的是,关于各构件的材质、配置等,如在前述的照明装置200的说明中所述,因此在此适当省略说明。
(发光装置准备工序)
发光装置准备工序S11是使用前述的发光装置100的制造方法来准备发光装置100的工序。
在该工序S11中,进行前述的工序S101~工序S106,由此制造发光装置100。
(发光装置固定工序)
发光装置固定工序S12是以发光装置100的固定构件15发生变形而与框体70的贯通孔71内的内壁接触的方式将发光装置100固定于作为其他构件的具有贯通孔71的框体70的工序。
在该工序S12中,从罩50的上部51侧向框体70的贯通孔71内插入发光装置100,使固定构件15与框体70的内壁接触而将发光装置100与框体70卡合。此时,由于固定构件15是能够由于在与框体70卡合时产生的按压而发生变形的软质构件,因此在与框体70的贯通孔71内的内壁接触时发生变形,由此将发光装置100固定于框体70。
需要说明的是,框体70例如由具有贯通孔71的上部构件、以及下部构件构成,在从上部构件的下表面侧将发光装置100插入贯通孔71内之后,将上部构件与下部构件接合。
<第二实施方式>
[发光装置]
图6A是示意性地示出第二实施方式的发光装置的结构的俯视图。图6B是图6A的VIB-VIB线处的剖视图。
在第二实施方式的发光装置100A中,固定构件15A未插入罩50A的侧壁52的内部,而从侧壁52的外侧面的一部分突出地设置。另外,固定构件15A不被由构成罩50A的侧壁52的构件构成的薄膜覆盖。
固定构件15A与固定构件15同样是能够由于在与其他构件卡合时产生的按压而发生变形的软质构件。
关于其他事项,与第一实施方式的发光装置100相同。
[发光装置的制造方法]
接下来,对发光装置100A的制造方法的一例进行说明。
图7是第二实施方式的发光装置的制造方法的流程图。图8A是示出第二实施方式的发光装置的制造方法中的、制作罩的工序的剖视图。图8B是示出第二实施方式的发光装置的制造方法中的、设置固定构件的工序的剖视图。
发光装置100A的制造方法包括:罩制作工序S201,其是向被模具80A夹入的空间内注入透光性材料,并使透光性材料固化或者硬化,从而制作罩50A的工序,该罩50A具有上部51、设置于上部51的周缘的侧壁52、由上部51和侧壁52确定的凹部54;固定构件设置工序S202,其是在侧壁52的外侧面设置从外侧面的一部分突出的固定构件15A的工序;硬涂层形成工序S203,其是在罩50A的上表面形成硬涂层60的工序;透光性构件配置工序S204,其是在配置于基板10上的发光元件20的光取出面配置透光性构件30的工序;发光元件配置工序S205,其是以透光性构件30向上的方式在基板10上配置发光元件20的工序;反射构件形成工序S206,其是形成将发光元件20的侧面和透光性构件30的侧面覆盖的反射构件40的工序;以及罩设置工序S207,其是以将发光元件20配置于凹部54内的方式设置罩50A的工序。
并且,在固定构件设置工序S202中使用的固定构件15A是能够由于在与其他构件卡合时产生的按压而发生变形的软质构件。
需要说明的是,关于各构件的材质、配置等,如在前述的发光装置100A的说明中所述,因此在此适当省略说明。
另外,工序S203~S207分别与前述的工序S102~工序S106相同,因此在此省略说明。
(罩制作工序)
罩制作工序S201是向被模具80A夹入的空间内注入透光性材料,并使透光性材料固化或者硬化的工序。在该工序S201中,使透光性材料固化或者硬化,从而制作罩50A,该罩50A具有上部51、设置于上部51的周缘的侧壁52、以及底部由上部51确定且侧壁由侧壁52确定的凹部54。
在该工序S201中,首先,作为模具80A,准备上模具81A和下模具82A。接下来,从树脂注入口85向被上模具81A和下模具82A夹入的空间内注入透光性材料。接下来,使注入到空间内的透光性材料固化或者硬化,并取下模具80A。由此,制作罩50A。
(固定构件设置工序)
固定构件设置工序S202是在侧壁52的外侧面设置从外侧面的一部分突出的固定构件15A的工序。
在该工序S202中,例如,将罩50A配置于模具80B,通过注塑成形、传递模塑、或者压缩成形而在侧壁52的外侧面设置固定构件15A。
在该工序S202中,例如,首先作为模具80B,准备上模具81B、下模具82B、左模具83、以及右模具84。接下来,从树脂注入口85向被这些模具80B夹入的空间内注入固定构件15A的原料材料。接下来,使注入到空间内的原料材料固化或者硬化,并将模具80B取下。由此,在罩50A的侧壁52的外侧面形成固定构件15A。
[照明装置]
图9是示意性地示出第二实施方式的照明装置的结构的剖视图。
第二实施方式的照明装置200A具备前述记载的发光装置100A、以及作为其他构件的具有贯通孔71的框体70。并且,在照明装置200A中,发光装置100A的固定构件15A发生变形而与框体70的贯通孔71内的内壁接触,由此将发光装置100A固定于框体70。
照明装置200A除了使用前述的发光装置100A这点以外与第一实施方式的照明装置200相同。
[照明装置的制造方法]
接下来,对照明装置200A的制造方法的一例进行说明。
照明装置200A的制造方法除了使用利用前述的发光装置100A的制造方法来准备的发光装置100A这点以外与第一实施方式的照明装置200的制造方法相同。
<第三实施方式>
[发光装置]
图10A是示意性地示出第三实施方式的发光装置的结构的俯视图。图10B是图10A的XB-XB线处的剖视图。
在第三实施方式的发光装置100B中,罩50B在侧壁52的外侧面的一部分具有凸部53。并且,固定构件15B将凸部53覆盖且使凸部53被设置于固定构件15B的内部。若是这样的结构,则易于利用侧壁52的外侧面将固定构件15B固定。
凸部53由与侧壁52相同的构件加工,且与侧壁52一体地形成。
固定构件15B与固定构件15A同样是能够由于在与其他构件卡合时产生的按压而发生变形的软质构件。
优选为,在设置固定构件15B的部位全部形成有凸部53。例如,在固定构件15B在侧壁52的外侧面连续且形成为在俯视下呈环状的情况下,优选为,凸部53在侧壁52的外侧面连续且形成为在俯视下呈环状。若是这样的结构,则更易于将固定构件15B固定于侧壁52的外侧面。另外,在制造发光装置100B时易于在侧壁52的外侧面形成凸部53。
凸部53的截面形状是四边形状。由此,易于利用侧壁52的外侧面将固定构件15B固定。凸部53的截面形状只要是将固定构件15B固定于侧壁52的外侧面的形状则可以是任意的形状。例如,凸部53的截面形状也可以是前端形成为圆弧状的形状、三角形状、半圆形状、半椭圆形状等。
关于其他事项,与第二实施方式的发光装置100A相同。
[发光装置的制造方法]
接下来,对发光装置100B的制造方法的一例进行说明。
图11A是示出第三实施方式的发光装置的制造方法中的、制作罩的工序的剖视图。图11B是示出第三实施方式的发光装置的制造方法中的、设置固定构件的工序的剖视图。
对于发光装置100B的制造方法,在前述的发光装置100A的制造方法的罩制作工序S201中在侧壁52的外侧面的一部分形成凸部53。另外,对于发光装置100B的制造方法,在前述的发光装置100A的制造方法的固定构件设置工序S202中以固定构件15B将凸部53覆盖且使凸部53被设置于固定构件15B的内部的方式设置固定构件15B。这些事项以外与第二实施方式的发光装置100A的制造方法相同。以下,对发光装置100B的制造方法的罩制作工序、以及发光装置100B的制造方法的固定构件设置工序进行说明。
发光装置100B的制造方法的罩制作工序是向被模具80C夹入的空间内注入透光性材料,并使透光性材料固化或者硬化的工序。在该工序中,使透光性材料固化或者硬化,从而制作罩50B,该罩50B具有上部51、设置于上部51的周缘的侧壁52、以及底部由上部51确定且侧壁由侧壁52确定的凹部54,且在侧壁52的外侧面的一部分具有凸部53。
在该工序中,作为模具80C,准备上模具81C、下模具82C、左模具83A、以及右模具84A。接下来,从树脂注入口85向被模具80C夹入的空间内注入透光性材料。接下来,使注入到空间内的透光性材料固化或者硬化,并将模具80C取下。由此,制作罩50B。
发光装置100B的制造方法的固定构件设置工序是在侧壁52的外侧面设置从外侧面的一部分突出的固定构件15B的工序。
在该工序中,例如,预先准备固定构件15B,将凸部53插入固定构件15B的内部,由此在侧壁52的外侧面设置固定构件15B。固定构件15B为软质构件,因此能够容易地嵌入凸部53。
另外,在该工序中,例如,也可以如在发光装置100A的制造方法中说明的那样,将罩50B配置于模具,通过注塑成形、传递模塑、或者压缩成形而在侧壁52的外侧面设置固定构件15B(参见图8B)。
[照明装置]
图12是示意性地示出第三实施方式的照明装置的结构的剖视图。
第三实施方式的照明装置200B具备前述记载的发光装置100B、以及作为其他构件的具有贯通孔71的框体70。并且,在照明装置200B中,发光装置100B的固定构件15B发生变形而与框体70的贯通孔71内的内壁接触,从而将发光装置100B固定于框体70。
照明装置200B除了使用前述的发光装置100B这点以外与第一实施方式的照明装置200相同。
[照明装置的制造方法]
接下来,对照明装置200B的制造方法的一例进行说明。
照明装置200B的制造方法除了使用利用前述的发光装置100B的制造方法来准备的发光装置100B这点以外与第一实施方式的照明装置200的制造方法相同。
<第四实施方式>
[发光装置]
图13A是示意性地示出第四实施方式的发光装置的结构的俯视图。图13B是图13A的XIIIB-XIIIB线处的剖视图。
在第四实施方式的发光装置100C中,固定构件15C将罩50A的侧壁52的外侧面覆盖。在罩50A的侧壁52的外侧面全部设置有固定构件15C。若是这样的结构,则易于将发光装置100C卡合于框体70,另外,容易稳定地与框体70卡合。另外,在制造发光装置100C时易于在侧壁52的外侧面形成固定构件15C。
固定构件15C与固定构件15同样是能够由于在与其他构件卡合时产生的按压而发生变形的软质构件。
关于其他事项,与第一实施方式的发光装置100相同。
[发光装置的制造方法]
接下来,对发光装置100C的制造方法的一例进行说明。
图14是示出第四实施方式的发光装置的制造方法中的、设置固定构件的工序的剖视图。
发光装置100C的制造方法包括:罩制作工序,其是向被模具80D夹入的空间内注入透光性材料,并使透光性材料固化或者硬化,从而制作罩50A的工序,该罩50A具有上部51、设置于上部51的周缘的侧壁52、由上部51和侧壁52限定的凹部54;固定构件设置工序,其是在侧壁52的外侧面设置将外侧面覆盖的固定构件15C的工序;硬涂层形成工序,其是在罩50A的上表面形成硬涂层60的工序;透光性构件配置工序,其是在配置于基板10上的发光元件20的光取出面配置透光性构件30的工序;发光元件配置工序,其是以透光性构件30向上的方式在基板10上配置发光元件20的工序;反射构件形成工序,其是形成将发光元件20的侧面和透光性构件30的侧面覆盖的反射构件40的工序;以及罩设置工序,其是以将发光元件20配置于凹部54内的方式设置罩50A的工序。
并且,在固定构件设置工序中使用的固定构件15C是能够由于在与其他构件卡合时产生的按压而发生变形的软质构件。
对于发光装置100C的制造方法,在前述的发光装置100A的制造方法的固定构件设置工序S202中在罩50A的侧壁52的外侧面设置将外侧面覆盖的固定构件15C。除了该事项以外与第二实施方式的发光装置100A的制造方法相同。以下,对发光装置100C的制造方法的固定构件设置工序进行说明。
发光装置100C的制造方法的固定构件设置工序是在罩50A的侧壁52的外侧面设置将外侧面覆盖的固定构件15C的工序。
在该工序中,例如,将罩50A配置于模具80D,通过注塑成形、传递模塑、或者压缩成形而在侧壁52的外侧面全部设置固定构件15C。
在该工序中,例如,首先,作为模具80D,准备上模具81D、下模具82D、左模具83B、以及右模具84B。接下来,从树脂注入口85向被这些模具80D夹入的空间内注入固定构件15C的原料材料。接下来,使注入到空间内的原料材料固化或者硬化,并取下模具80D。由此,在罩50A的侧壁52的外侧面形成固定构件15C。
[照明装置]
图15是示意性地示出第四实施方式的照明装置的结构的剖视图。
第四实施方式的照明装置200C具备前述记载的发光装置100C、以及作为其他构件的具有贯通孔71的框体70。并且,在照明装置200C中,发光装置100C的固定构件15C发生变形而与框体70的贯通孔71内的内壁接触,从而将发光装置100C固定于框体70。在罩50的侧壁52的外侧面全部设置有固定构件15C,因此仅固定构件15C中的与框体70的贯通孔71内的内壁接触的部分发生变形。
照明装置200C除了使用前述的发光装置100C这点以外与第一实施方式的照明装置200相同。
[照明装置的制造方法]
接下来,对照明装置200C的制造方法的一例进行说明。
照明装置200C的制造方法除了使用利用前述的发光装置100C的制造方法来准备的发光装置100C这点以外与第一实施方式的照明装置200的制造方法相同。
以上,通过具体实施方式对发光装置、照明装置以及其制造方法具体进行了说明,但本发明的主旨并不限定于这些记载,应当基于专利技术方案的记载而广义地解释。另外,基于这些记载进行各种变更、改变等而得到的方式也包括在本发明的主旨中。
<其他实施方式>
图16是示意性地示出其他实施方式的发光装置的结构的剖视图。
在发光装置100D中,以在侧壁52的高度方向上相邻的方式设置有两个环状的固定构件15A。若是这样的结构,则易于更稳定地将发光装置100D与框体卡合。这样,在发光装置以及照明装置中,环状的固定构件15A也可以以在侧壁52的高度方向上相邻的方式设置有多个。
需要说明的是,在设置多个固定构件15A的情况下,优选为,固定构件15A的至少一部分在侧壁52的高度方向上设置于除了从侧壁52的外侧面的上端起至侧壁52的高度的10%的范围以外的位置、以及除了从侧壁52的外侧面的下端起至侧壁52的高度的10%的范围以外的位置。进一步优选为,多个固定构件15A全部设置于除了从侧壁52的外侧面的上端以及下端起至侧壁52的高度的10%的范围以外的位置。若是这样的结构,则易于将发光装置卡合于框体,另外,易于稳定地与框体卡合。
另外,也可以是,以在侧壁52的高度方向上相邻的方式设置有多个图1C所示那样的环状的固定构件15。另外,也可以是,以在侧壁52的高度方向上相邻的方式设置有多个图10B所示那样的环状的凸部53,并以固定构件15B将凸部53覆盖且使凸部53被设置于固定构件15B的内部的方式在侧壁52的高度方向上相邻地设置有多个环状的固定构件15B。
另外,例如,发光装置以及照明装置的发光装置可以具有硬涂层,也可以不具有硬涂层。另外,发光装置以及照明装置的发光装置可以具有反射构件,也可以不具有反射构件。
另外,发光装置的制造方法以及照明装置的制造方法在不对所述各工序带来不良影响的范围内,也可以在前述各工序之间、或者前后包括其他工序。例如,可以包括除去在制造中途混入的异物的异物除去工序等。
另外,在发光装置的制造方法以及照明装置的制造方法中,一部分工序不被限定顺序,可以前后调整顺序。例如,罩以及固定构件制作工序、以及罩制作工序也可以在透光性构件配置工序之后、发光元件配置工序之后、或者反射构件形成工序之后进行。另外,硬涂层形成工序也可以在透光性构件配置工序之后、发光元件配置工序之后、反射构件形成工序之后、或者罩设置工序之后进行。
[工业实用性]
本实施方式的发光装置、照明装置能够在照明用途中使用,能够在便携式电话、相机的闪光光源等中采用。
- 发光装置的制造方法、发光装置、照明装置、背光灯、液晶面板、显示装置、显示装置的制造方法、显示装置的驱动方法及液晶显示装置
- 氮化物系半导体发光元件、照明装置、液晶显示装置和氮化物系半导体发光元件和照明装置的制造方法