一种自动贴标设备及贴标方法
文献发布时间:2023-06-19 10:21:15
技术领域
本发明涉及自动化生产领域,尤其涉及一种自动贴标设备及贴标方法。
背景技术
现有技术的贴标工艺中,工件通过CV产线流入贴标工位,工件经过定位夹紧后,由贴标轴在X、Y、Z及θ轴动作并进行贴标。在实际生产中,工件通过CV运动后被定位夹紧,贴标所能覆盖的范围受到贴标轴行程的限制,因此,对于不同尺寸的工件、工件不同表面的贴标,需要使贴标轴覆盖其贴标范围,导致贴标设备尺寸较大、结构复杂;此外,受到贴标轴长短及工件定位精度的影响,贴标精度往往较低。
发明内容
本发明的目的是提供一种灵活、高精度的自动贴标设备。
为达到上述目的,本发明采用的技术方案是:
一种自动贴标设备,所述自动贴标设备包括具有贴标工作头的贴标装置,以及用于夹持工件的机械手,所述机械手包括基座、活动臂,以及设置在所述活动臂上且由所述活动臂驱动运动的夹持机构,所述活动臂能够相对所述基座沿X向、Y向、Z向平移以及绕自身轴心线旋转地设置。
优选地,所述贴标装置具有多个所述的贴标工作头,所有的所述贴标工作头之间形成一加工区域,所述贴标装置对所述工件贴标加工的过程中,所述工件通过夹持机构夹持而位于所述加工区域中。
优选地,所述贴标装置对所述工件贴标加工的过程中,所述夹持机构始终保持对所述工件的夹持。
优选地,所述贴标装置包括贴标机座,所述贴标工作头能够沿X向、Y向、Z向平移运动地设置在所述贴标机座上;所述贴标工作头具有用于吸附标签的吸杆,所述吸杆能够绕自身轴心线旋转地设置。
优选地,所述自动贴标设备还包括用于传输所述工件的传输装置,所述机械手设置在所述传输装置与所述贴标装置之间,所述机械手往复运动而将所述工件在所述传输装置与所述贴标装置之间转移。
优选地,所述夹持机构包括固定安装在所述活动臂上的固定座、能够相对滑动地设置在所述固定座上的第一夹爪与第二夹爪,所述第一夹爪的滑动方向与所述第二夹爪的滑动方向相互平行或共线延伸,所述夹持机构还包括用于驱使所述第一夹爪与所述第二夹爪相向运动或者相互远离的夹持驱动组件。
优选地,所述夹持驱动组件包括能够绕自身轴心线转动地设于所述固定座上的第一丝杠和第二丝杠、配合地设置在所述第一丝杠上的第一丝杠螺母、配合地设置在所述第二丝杠上的第二丝杠螺母,所述第一丝杠螺母与所述第一夹爪固定连接,所述第二丝杠螺母与所述第二夹爪固定连接,所述夹持驱动组件还包括用于驱使所述第一丝杠与所述第二丝杠绕自身轴心线旋转的旋转驱动件。
进一步地,所述第一丝杠与所述第二丝杠的轴心线相互平行地设置,所述第一丝杠与所述第二丝杠这两者上的螺纹旋进方向相反地设置,所述旋转驱动件包括旋转驱动电机,以及设置在所述旋转驱动电机的输出轴与所述第一丝杠、所述第二丝杠之间的传动组件。
本发明的另一目的是提供一种优化工程、高效的自动贴标方法。
为达到上述目的,本发明采用的技术方案是:
一种自动贴标方法,采用机械手夹持工件将所述工件按照设定位置置放在贴标加工区域,再由贴标装置对所述工件贴标处理,在所述贴标装置对所述工件贴标加工的过程中,所述机械手始终保持对所述工件的夹持。
优选地,所述自动贴标方法基于所述的自动贴标设备实施。
由于上述技术方案的运用,本发明与现有技术相比具有下列优点:本发明的自动贴标设备,通过运用机械手,并依赖机械手的灵活性及高精度等特点,工件可以在机械手的工作范围内以设定的面朝向贴标装置进行贴标。因此,如需对工件不同面贴标,只需活动臂动作,调整工件贴标面,进行贴标;并且,由于机械手的高精度,当机械手抓取工件后,不需要再进行定位夹紧。基于本自动贴标设备的自动贴标方法,优化了贴标制程:通过机械手搬运、定位夹紧工件,贴标装置只需进行贴标动作,其余动作均由机械手完成,从而提高了生产效率。
附图说明
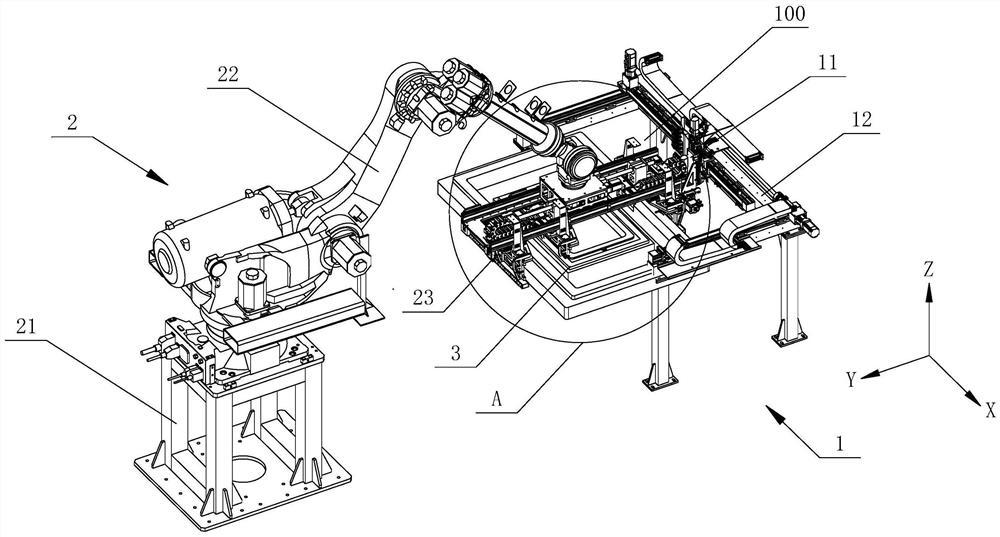
附图1为本发明的自动贴标设备一具体实施例的立体结构示意图;
附图2为图1中A处放大示意图;
附图3为本实施例中自动贴标设备另一角度的立体结构示意图;
附图4为本实施例中自动贴标设备的俯视示意图;
附图5为本实施例中自动贴标设备的侧视示意图;
其中:1、贴标装置;11、贴标工作头;111、吸杆;12、贴标机座;100、加工区域;
2、机械手;21、基座;22、活动臂;23、夹持机构;231、固定座;2311、滑轨;232、第一夹爪;233、第二夹爪;2341、第一丝杠;2342、第二丝杠;2343、第一丝杠螺母;2344、第二丝杠螺母;2345、驱动电机;
3、工件。
具体实施方式
下面结合附图和具体的实施例来对本发明的技术方案作进一步的阐述。
参见图1至图5所示的一种自动贴标设备,包括具有贴标工作头11的贴标装置1,以及用于夹持工件3的机械手2。其中,贴标装置1包括贴标机座12,贴标工作头11能够沿X向、Y向、Z向平移运动地设置在贴标机座12上;机械手2包括基座21、活动臂22,以及设置在活动臂22上且由活动臂22驱动运动的夹持机构23,活动臂22能够相对基座21沿X向、Y向、Z向平移以及绕自身轴心线旋转地设置。
本实施例中,该自动贴标设备还包括用于传输工件3的传输装置(图中未示出),机械手2设置在传输装置与贴标装置1之间,机械手2往复运动而将工件3在传输装置与贴标装置1之间转移,从而能进行连续的贴标工作。
具体地,贴标装置1具有多个贴标工作头11,每个贴标工作头11均具有用于吸附标签的吸杆111,吸杆111能够绕自身轴心线旋转地设置。所有的贴标工作头11之间形成一加工区域100,贴标装置1对工件3贴标加工的过程中,工件3通过夹持机构23夹持而位于加工区域100中。
如图2所示,夹持机构23包括固定安装在活动臂22上的固定座231、能够相对滑动地设置在固定座231上的第一夹爪232与第二夹爪233,以及用于驱使第一夹爪232与第二夹爪233相向运动或者相互远离的夹持驱动组件,第一夹爪232的滑动方向与第二夹爪233的滑动方向相互平行或共线延伸,本实施例中,固定座231的两侧均设置有导向用的滑轨2311,第一夹爪232与第二夹爪233分别滑动配合地安装在滑轨2311的两端部上。
具体地,夹持驱动组件包括能够绕自身轴心线转动地设于固定座231上的第一丝杠2341和第二丝杠2342、配合地设置在第一丝杠2341上的第一丝杠螺母2343、配合地设置在第二丝杠2342上的第二丝杠螺母2344,以及用于驱使第一丝杠2341与第二丝杠2342绕自身轴心线旋转的旋转驱动件。
其中,第一丝杠螺母2343与第一夹爪232固定连接,第二丝杠螺母2344与第二夹爪233固定连接;第一丝杠2341与第二丝杠2342的轴心线相互平行地设置,第一丝杠2341与第二丝杠2342这两者上的螺纹旋进方向相反地设置。旋转驱动件包括旋转驱动电机2345,以及设置在旋转驱动电机2345的输出轴与第一丝杠2341、第二丝杠2342之间的传动组件。本实施例中,第一丝杠2341与第二丝杠2342的轴心线相互平行且不共线地设置,传动组件具体为设置在第一丝杠2341于第二丝杠2342之间齿轮组件。
以下具体阐述下本实施例的工作过程:
一种基于上述自动贴标设备的自动贴标方法,采用机械手2夹持工件3,将工件3按照设定位置置放在贴标加工区域100,再由贴标装置1对工件3贴标处理,在贴标装置1对工件3贴标加工的过程中,机械手2始终保持对工件3的夹持。
如需对工件3的不同面进行贴标,只需操控机械手2动作,利用机械手2高灵活性及高精度等特点,使工件3退出加工区域100后进行转向,再将工件3的待贴标面朝向加工区域100进行贴标即可,而不需要对工件3进行多次传输和装夹,也不需要再次进行定位夹紧,优化了贴标制程,提高了生产效率。
上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围之内。
- 贴标装置的贴标方法、贴标装置和自动贴标机
- 一种用于产品贴标的自动贴标机及贴标方法