一种立式数控铣槽机
文献发布时间:2023-06-19 10:25:58
技术领域
本发明属于数控加工技术领域,尤其涉及一种立式数控铣槽机。
背景技术
铣槽机主要用于自动车床后续的二次加工工艺,可通过改装后实现铣扁槽等工艺,也可加装钻孔,攻丝,倒角等工艺,也称为复合机,专用机床。
铣槽机上通常设有工作台和刀架,工作台用于放置工件,刀架上设有铣刀。将工件放置在工作台上后,可利用刀架上的铣刀对工件进行铣槽操作。通过使用铣槽机,可轻松的对工件进行铣槽。
但是,使用现有铣槽机,当需要在一个工件上均匀的铣多个槽时,就需要机床在每铣完一个槽后,由工作人员停刀,使用分度头对工件进行分度后,再启动走刀,直到铣完所有槽。这样的操作方式,由于操作过程中需要不断停刀、分度再重新走刀,不仅操作效率低下,并且浪费人力。
因此,需要一种立式数控铣槽机,能够有效的提高加工效率、节约人力。
发明内容
本发明的目的在于,提供一种立式数控铣槽机,能够有效的提高加工效率、节约人力。
本发明提供的基础方案为:
一种立式数控铣槽机,包括床身,床身上固设有工作台;
工作台包括从下到上的基座和分度放置座,基座固定在床身上,分度放置座与基座转动连接;
床身上还滑动连接有大立柱,大立柱可左右滑动,大立柱位于工作台左侧;大立柱的右侧壁上滑动连接有滑板,滑板可上下滑动;滑板上固设有刀架,刀架上设有铣刀;
还包括控制单元,控制单元用于控制大立柱左右移动,还用于控制滑板上下移动,还用于控制铣刀转动,还用于控制分度放置座转动预设角度;控制单元还用于输入预设指令,并按照预设指令进行控制操作。
基础方案工作原理及有益效果:
通过控制大立柱及滑板的移动,可以控制铣刀的位置,当工件发生变化时,通过简单的调整即可以对其进行加工。通过控制铣刀转动,可以对工件进行铣槽加工;通过控制分度放置座转动预设角度,则可以在对工件铣槽加工时,轻松的完成在工件上均匀的铣多个槽的操作。
除此,控制单元还用于输入预设指令,并按照预设指令进行控制操作,使用本装置,在进行加工前,可根据加工的工件的类型以及加工的具体要求,输入对应的预设指令,如大立柱的移动距离、分度放置座的转动次数等。
之后,可将工件固定在分度放置座上后,正式启动装置,此时,控制单元便会根据输入的预设指令,对工件进行连续加工。加工过程中,无需进行额外的操作,装置便能自动化的完成在工件上均匀的铣多个槽的操作。
与每铣完一个槽便停刀,让工作人员用分度头对工件分度后再启动走刀相比,使用本装置,可以有效的提高加工效率,同时节约人力。
进一步,控制单元还用于调整分度放置座的转动预存角度。
可以根据不同的制作需求,调整不同的转动角度。
进一步,还包括驱动机构,用于按照接收到的控制单元的控制操作,驱动大立柱左右移动、滑板上下移动、铣刀转动和/或分度放置座转动。
进一步,驱动机构包括:第一驱动部,用于按照接收到的控制单元的控制操作,驱动大立柱左右移动;第二驱动部,用于按照接收到的控制单元的控制操作,驱动滑板上下移动;第三驱动部,用于按照接收到的控制单元的控制操作驱动铣刀转动;第四驱动器,用于按照接收到的控制单元的控制操作,控制分度放置座转动。
各工作部件由彼此独立的驱动部驱动,可以有效的控制工作部件之间的互相干扰。
进一步,第一驱动部包括第一电机,以及安装在床身顶面的第一丝杠和第一直线导轨副。
进一步,第二驱动部包括第二电机,以及安装在大立柱右侧壁的第二丝杠和第二直线导轨副。
进一步,床身上还固设有小立柱,小立柱朝向工作台的侧壁上滑动连接有顶尖,顶尖可上下滑动,用于对工件进行定心及压紧;控制单元还用于控制顶尖上下移动。
这样的设置,可通过顶尖对工件进行定心及压紧操纵,装置的功能更加完善。
进一步,驱动机构还包括第五驱动部,用于按照接收到的控制单元的控制操作,控制分顶尖上下移动。
进一步,刀架上滑动连接有水平对中机构,水平对中机构可前后滑动,刀架安装在水平对中机构上。
通过大立柱、滑板和水平对中机构,可以实现铣刀横向、竖向及纵向的移动,从而便于根据制作需求,将其移至需要的位置。
进一步,驱动机构还包括第六驱动部,用于按照接收到的控制单元的控制操作,驱动水平对中机构前后移动。
附图说明
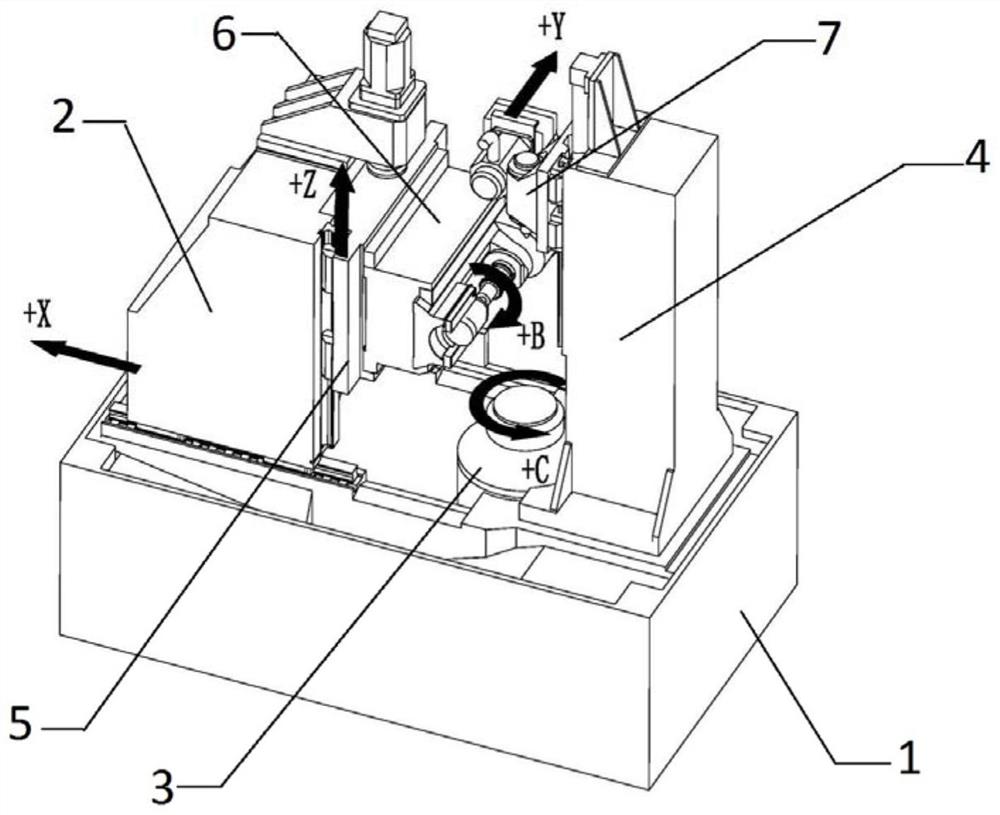
图1为本发明实施例一的结构示意图;
图2为本发明实施例三中刀架部分的结构示意图;
图3为图2中A部的局部示意图;
图4为实施例三调整对中时的结构示意图;
图5为图4中B部的局部示意图。
具体实施方式
下面通过具体实施方式进一步详细说明:
说明书附图中的附图标记包括:床身1、大立柱2、工作台3、小立柱4、滑板5、刀架6、顶尖7、机架8、窜中电机9、窜中丝杠10、螺母11、刀架滑板12、刀杆13、主轴驱动机构14、主轴15、卡爪16、角接触轴承17、找正芯轴18、找正块19。
实施例一
如图1所示,一种立式数控铣槽机,包括床身1,床身1上从左到右依次安装有大立柱2、工作台3、小立柱4、控制单元和驱动机构。
工作台3包括从下到上的基座和分度放置座,基座固定在床身1上,分度放置座与基座转动连接。
大立柱2与床身1滑动连接,大立柱2可左右滑动,大立柱2位于工作台3左侧;大立柱2的右侧壁上滑动连接有滑板5,滑板5可上下滑动;滑板5上安装有刀架6,刀架6上安装有铣刀。
小立柱4用螺栓固定在床身1上,小立柱4的左侧壁上滑动连接有顶尖7,顶尖7可上下滑动,用于对工件进行定心及压紧。
控制单元还用于输入预设指令,并按照预设指令进行控制操作。控制单元还用于调整分度放置座的转动预存角度。本实施例中,控制单元为数控铣槽机自带的操作系统,在其他实施例中,也可以选择工业PC。
驱动机构包括第一驱动部、第二驱动部、第三驱动部、第四驱动部和第五驱动部。
第一驱动部用于按照接收到的控制单元的控制操作,驱动大立柱2左右移动(图1中的X轴方向),具体的,第一驱动部包括固定在床身1上第一电机,以及沿左右方向安装在床身1顶面的第一丝杠和第一直线导轨副。第二驱动部用于按照接收到的控制单元的控制操作,驱动滑板5上下移动(图1中的Z轴方向);具体的,第二驱动部包括固定在大立柱2上第二电机,以及沿上下方向安装在大立柱2右侧壁的第二丝杠和第二直线导轨副。第三驱动部用于按照接收到的控制单元的控制操作驱动铣刀转动(图1中的B轴方向),本实施例中,第三驱动部为固定在刀架6上的第三电机。第四驱动器用于按照接收到的控制单元的控制操作,控制分度放置座转动(图1中的C轴方向);本实施例中,第四驱动器固定在工作台3的基座内。第五驱动部用于按照接收到的控制单元的控制操作,控制分顶尖7上下移动(图1中的Z轴方向);本实施例中,第五驱动部包括固定在小立柱4上的第五电机,以及沿上下方向安装在小立柱4左侧壁上的第五丝杆和第五直线导轨副,在其他实施例中,也可以选用电推杆。
具体实施过程如下:
通过控制大立柱2及滑板5的移动,可以控制铣刀的位置,当工件发生变化时,通过简单的调整即可以对其进行加工。通过控制铣刀转动,可以对工件进行铣槽加工;通过控制分度放置座转动预设角度,则可以在对工件铣槽加工时,轻松的完成在工件上均匀的铣多个槽的操作。
除此,控制单元还用于输入预设指令,并按照预设指令进行控制操作,使用本装置,在进行加工前,可根据加工的工件的类型以及加工的具体要求,输入对应的预设指令,如大立柱2的移动距离、分度放置座的转动次数等。在加工前,也可以根据不同的制作需求,调整不同的转动角度。
之后,可将工件固定在分度放置座上后,正式启动装置,此时,控制单元便会根据输入的预设指令,对工件进行连续加工。加工过程中,无需进行额外的操作,装置便能自动化的完成在工件上均匀的铣多个槽的操作。
与每铣完一个槽便停刀,让工作人员用分度头对工件分度后再启动走刀相比,使用本装置,可以有效的提高加工效率,同时节约人力。
实施例二
与实施例一不同的是,本实施例中,滑板5上滑动连接有水平对中机构,水平对中机构可前后滑动(图1中的Y轴方向)。本实施例中,水平对中机构包括一体成型的滑动部和安装部,滑动部与刀架6滑动连接,安装部与刀架6固定。通过大立柱2、滑板5和水平对中机构,可以实现铣刀横向、竖向及纵向的移动,从而便于根据制作需求,将其移至需要的位置。
驱动机构还包括第六驱动部,用于按照接收到的控制单元的控制操作,驱动水平对中机构前后移动。第六驱动部固定在滑板5上,本实施例中,第六驱动部为电推杆,在其他实施例中,也可以为丝杆、驱动电机等驱动机构。
实施例三
如图2—图5所示,本实施例中,刀架6包括机架8、窜刀对中机构和刀架滑板12;刀架滑板12上设有刀杆13,刀杆13包括小轴端、大轴端和安装部;窜刀对中机构固定在机架8上,用于移动刀架滑板12实现窜刀;
刀架滑板12上还设有主轴15,主轴15与大轴端连接,用于驱动刀杆13转动,主轴15朝向刀杆13的面为基准面;安装部上距离主轴15由远到近依次设有小轴端隔套、铣刀和大轴端隔套;大轴端的端面至主轴15基准面的距离为D,大轴端隔套长度为C;
还包括找正机构和主轴驱动机构14,主轴驱动机构14固定在刀架滑板12上,用于驱动主轴15转动;
找正机构包括找正芯轴18和找正块19;找正块19的厚度为B,找正芯轴18直径为F;找正块19与大轴端隔套远离主轴15的一面贴合,且找正块19中心与安装部中心对齐;找正芯轴18可拆卸的安装在工作台3上,且找正芯轴18与工作台3同心;找正芯轴18及主轴15位于找正块19的同侧,找正芯轴18圆面与找正块19的距离为E;小轴端到大轴端的移动方向为N轴正向;
控制单元还用于计算H=B/2+E+F/2,还用于将H的数值作为找正数值,控制窜刀对中机构向N轴正向窜刀H,之后,控制单元初始化N轴零点,计算并存储此时主轴15基准面与工作台3中心的距离A=B/2+C+D;
控制单元还用于输入铣刀宽度B′,还用于根据铣刀宽度B′、大轴端隔套长度C和刀杆13端面至主轴15基准面距离D,计算主轴15基准面到铣刀中心的距离A′=B′/2+C+D,并比较A′与A的数值;若A′>A,控制单元控制窜刀对中机构向N轴正向窜刀(A′-A);若A′ 刀架滑板12上还固设有角接触轴承17,主轴15与角接触轴承17配合;主轴15内设有可沿其轴向滑动的拉杆;拉杆靠近刀杆13的一端固设有大拉钉,刀杆13的大轴端固设有小拉钉;还包括用于卡住大拉钉及小拉钉的卡爪16,卡爪16的一端卡死在大拉钉的卡槽内,另一端可在小拉钉的卡槽内滑动,卡爪16向拉杆一侧滑动时卡紧小拉钉,卡爪16向刀杆13一侧滑动时松开小拉钉; 窜刀对中机构包括窜中丝杠10以及驱动窜中丝杠10转动的窜中电机9,窜中丝杠10的螺母11与刀架滑板12固定;窜中电机9与控制单元电连接; 其中,找正芯轴18包括第一绝缘部分和第一导电部分,第一导电部分上一体成型有定位短杆,定位短杆朝向找正块19,定位短杆的自由端为倾斜向上的找正斜面;定位短杆的自由端嵌设有压力传感器,定位短杆上开有接线孔,压力传感器通过接线孔与控制单元电连接; 找正块19包括第二绝缘部分和第二导电部分,第二导电部分朝向找正芯轴18的一面开有与定位短杆自由端对应的找正凹槽;第一导电部分的上端和第二导电部分的下端分别与通过一根导线电阻采集电路电连接; 控制单元还与电阻采集电路电连接;控制单元还用于根据采集的电阻值与预设的标准值进行对比,当对比结果为存在误差时,根据压力传感器的反馈数据,控制窜刀对中机构在N轴方向窜刀。 具体实施过程如下: 找正前将找正芯轴18安装在工作台3上并校正,使找正芯轴18与工作台3同心。 进行找正时,衡量找正芯轴18圆面与找正块19的距离E后,控制单元计算找正补偿的距离H=B/2+E+F/2,并控制窜刀对中机构向N轴正向窜刀H,使找正块19中心与工作台3中心对齐,从而确定并保证主轴15基准面处于设计理论位置,即确保主轴15基准面与工件中心的距离为A(A=B/2+C+D)。此时控制单元设置N轴零点,并在控制单元存储A值。此时,安装部中心与工件中心对齐。 但是,由于铣刀中心与安装部中心不一定严格对齐,因此,在使用装置前,向控制单元输入铣刀宽度B′,控制单元根据铣刀宽度B′,大轴端隔套长度C,刀杆13端面至主轴15基准面距离D,计算主轴15基准面到铣刀中心的距离A′=B′/2+C+D。 之后,控制单元比较A′与A的数值,如果A′=A,说明铣刀中心与工作台3中心已对齐,不需要调整。如果A′>A,说明铣刀中心与主轴15基准面之间的距离,大于工作台3中心与主轴15基准面之间的距离,因此,控制单元控制窜刀对中机构向N轴正向窜刀(A′-A),使铣刀中心与工作台3中心对齐。如果A′ 这样,通过上述两次对齐操作,第一次对齐使安装部中心与工作台3中心对齐,即使铣刀的中心与安装部中心并不严格对齐,差值也很小;第二次对齐,使铣刀中心与工作台3中心对齐,并且,由于有第一次对齐作为基础,第二次对齐可以快速且准确的完成。 这样,可以快速、准确的实现铣刀的对中操作。 除此,使用本装置,在衡量找正芯轴18圆面与找正块19的距离E时,可以通过控制窜刀对中机构移动使定位短杆的自由端进入找整块的找正凹槽内。 由于第一导电部分的上端和第二导电部分的下端分别与通过一根导线电阻采集电路电连接,控制单元与电阻采集电路电连接,这个过程中,控制单元可以通过电阻采集电路了解第一导电体与第二导电体的电阻值。根据电阻计算公式R=ρL/S,找正斜面与找正凹槽的接触情况不同,接触面S不同,得到的电阻会不同。换个说法,根据第一导电体与第二导电体的电阻值,控制单元可以了解定位短杆自由端与正凹槽内的契合程度。 控制单元根据采集的电阻值与预设的标准值(定位短杆自由端与找正凹槽完整契合)进行对比,当对比结果为存在误差时,说明契合程度存在问题,或者找正块19的位移不足,或者定位短杆与找正块19因为接触的力度过大,导致找正芯轴18出现弯曲。 因此,控制单元根据压力传感器的反馈数据,控制窜刀对中机构在N轴方向窜刀。若压力传感器的反馈数据过小,说明找正块19向找正芯轴18方向的位移不足;若压力传感器的反馈数据过大,则说明找正块19向找正芯轴18方向的位移过大,导致找正芯轴18出现了倾斜(定位短杆自由端与正凹槽同样不能完整契合)。 通过这样的方式,可以使E的数值固定,免去测量时的误差。同时,通过这样的方式,在衡量找正芯轴18圆面与找正块19的距离E时,可以保证找正芯轴18处于笔直状态,可以避免因为找正芯轴18弯曲而导致的误差。 找正芯轴18、找正块19的安装方式,本领域技术人员可依据具体情况,采用标记加固定的方式进行安装,这属于常规技术,在此不再赘述;电阻采集电路同样属于本领域技术人员的惯用技术,在此不再赘述。 以上所述的仅是本发明的实施例,方案中公知的具体结构及特性等常识在此未作过多描述,所属领域普通技术人员知晓申请日或者优先权日之前发明所属技术领域所有的普通技术知识,能够获知该领域中所有的现有技术,并且具有应用该日期之前常规实验手段的能力,所属领域普通技术人员可以在本申请给出的启示下,结合自身能力完善并实施本方案,一些典型的公知结构或者公知方法不应当成为所属领域普通技术人员实施本申请的障碍。应当指出,对于本领域的技术人员来说,在不脱离本发明结构的前提下,还可以作出若干变形和改进,这些也应该视为本发明的保护范围,这些都不会影响本发明实施的效果和专利的实用性。本申请要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。
- 一种立式数控铣槽机
- 一种数控铣槽机的自动铣槽机构